1
Изобретение относится к сварочному производству и может быть использовано, например, в приборостроительной промышленности для изготовления датчиков давления, термопар, сильфонов.
Известна горелка для дуговой сварки неплавящимся электродом в защитных газах, содержащая головку с рукояткой, сопло и цангу. Однако крепление неплавящегося электрода осуществляется посредством навинчивания гайки.
Известна также горелка для дуговой сварки неплавящимся электродом, обеспечивающая быструю установку и крепление неплавящегося электрода в цанге аналогично установке и закреплению пишущего стержня в цанговом карандаще, состоящая из корпуса, вентиля, сопла, цанги, цилиндрической пружины сжатия, упорно-направляющего цилиндра и трубчатого держателя, подвижно связанного с корпусом.
Эта горелка работает следующим образом. Нажатием маховичка вентиля сжимают цилиндрическую пружину сжатия между нижним торцом корпуса и верхним торцом упорно-направляющего цилиндра. При этом относительно последнего смеи.1ается цанга, лепестки которой разжимаются. Вставив в цангу неплавящийся электрод, отпускают маховичок вентиля.
Цилиндрическая прзжина сжатия смещает корпзс с цангой относительно упорно-направляющего цилиндра в исходное положение и. закрепляет в лепестках цанги иеплавящийся электрод. Включают ток. Поворотом маховичка вентиля сварщик открывает вентиль. Защитный газ из штуцера поступает в полость корпуса, газоподводящий канал, осевое н радиальные отверстия цанги, полость и радиальные отверстия упорно-нанравляющего цилиндра, сопло, из которого обтекая неилавящийся электрод уходит в зону сварки. Сварщик зажигает дугу и начинается нроцесс сварки.
Данная горелка является наиболее близкой к изобретенню по технической сущности и достигаемому результату.
Недостатком ее является невозможность регулнрования газовой защиты ванночки сварпваемого шва в труднодоступных и сложных соединениях, например в узких канавках или же на острых угловых швах менее 90°.
Целью изобретения является созданне воз- можности регулирования режима газовой защиты и обеспечение возможности сварки в трзднодоступных местах без з-величения вылета неплавящегося электрода.
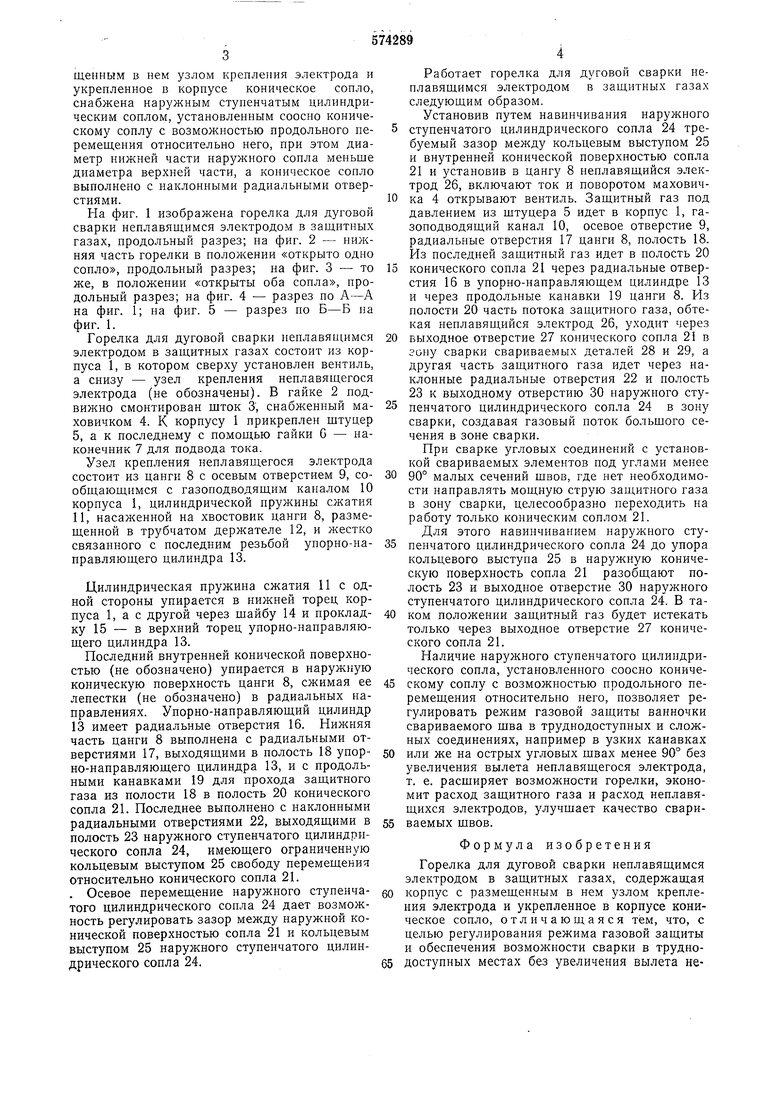
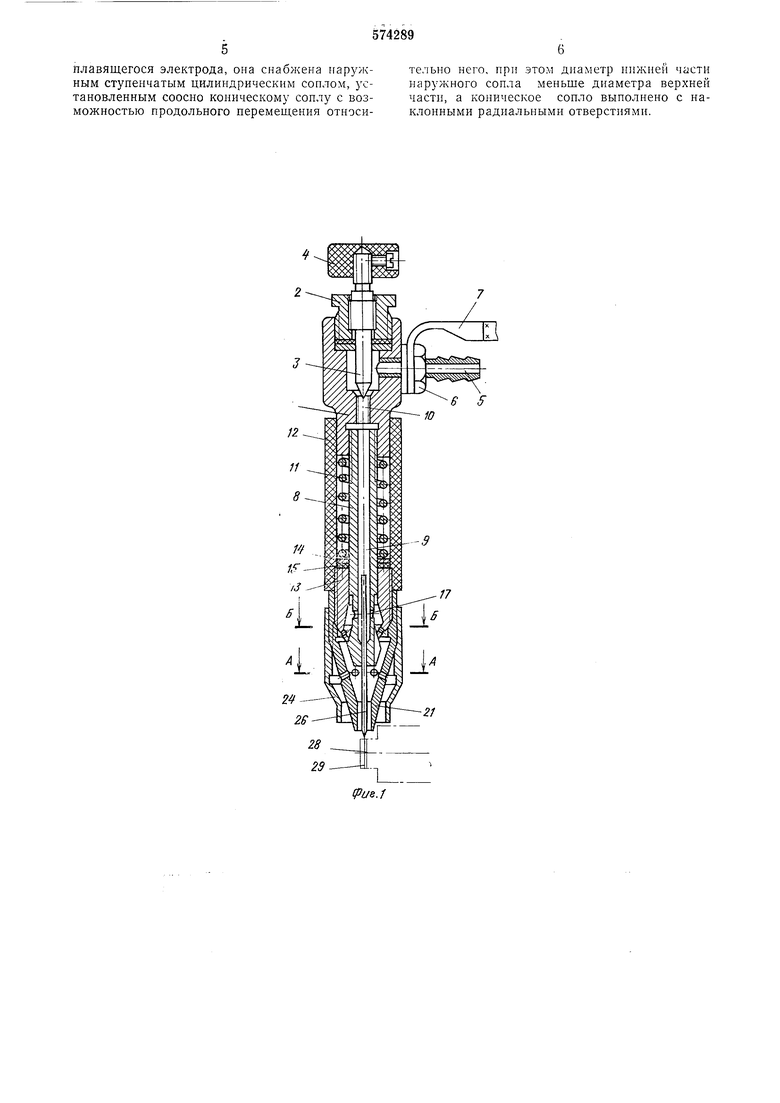
Это достигается тем, что горелка для дуговой сварки неплавяни1мся электродом в защитных газах, содерл ащая корпус с размещепным в нем узлом крепления электрода и укрепленное в корпусе коническое сонло, снабжена наружным ступенчатым цилиндрическим соплом, установленным соосно коническому соплу с возможностью продольного перемещения относительно него, при этом диаметр нижней части наружного сопла меньше диаметра верхней части, а коническое сопло выполнено с наклонными радиальными отверстиями. На фиг. 1 изображена горелка для дуговой сварки неплавящимся электродом в защитных газах, продольный разрез; па фиг. 2 - нижняя часть горелки в положении «открыто одно сопло, продольный разрез; на фиг. 3 - то же, в положении «открыты оба сопла, продольный разрез; на фиг. 4 - разрез по А-А на фиг. 1; на фиг. 5 - разрез по Б-Б па фиг. 1. Горелка для дуговой сварки неплавящимся электродом в защитных газах состоит из корпуса 1, в котором сверху установлен вентиль, а снизу - узел крепления неплавящегося электрода (не обозначены). В гайке 2 подвижно смонтирован шток 3, снабженный маховичком 4. К корпусу 1 прикреплен щтуцер 5, а к последнему с помощью гайки G - наконечник 7 для подвода тока. Узел крепления неплавящегося электрода состоит из цанги 8 с осевым отверстием 9, сообщающимся с газоподводящим каналом 10 корпуса 1, цилиндрической пружины сжатия 11, насаженной на хвостовик цанги 8, размещенной в трубчатом держателе 12, и жестко связанного с последним резьбой упорно-направляющего цилиндра 13. Цилиндрическая пружина сжатия И с одной стороны упирается в нижней торец корпуса 1, а с другой через щайбу 14 и прокладку 15 - в верхний торец упорно-направляющего цилиндра 13. Последний внутренней конической поверхностью (не обозначено) упирается в наружную коническую поверхность цанги 8, сжимая ее лепестки (не обозначено) в радиальных направлениях. Упорно-направляющий цилиндр 13 имеет радиальные отверстия 16. Нижняя часть цанги 8 выполнена с радиальными отверстиями 17, выходящими в полость 18 упорно-направляющего цилиндра 13, и с продольными канавками 19 для прохода защитного газа из полости 18 в полость 20 конического сопла 21. Последнее выполнено с наклонными радиальными отверстиями 22, выходящими в полость 23 наружного ступенчатого цилиндрического сопла 24, имеющего ограниченную кольцевым выступом 25 свободу перемещения относительно конического сопла 21. . Осевое перемещение наружного ступенчатого цилиндрического сопла 24 дает возможность регулировать зазор между наружной конической поверхностью сопла 21 и кольцевым выступом 25 наружного ступенчатого цилиндрического сопла 24. Работает горелка для дуговой сварки неплавящимся электродом в защитных газах следующим образом. Установив путем навинчивания наружного ступенчатого цилиндрического сопла 24 требуемый зазор между кольцевым выступом 25 и внутренней конической поверхностью сопла 21 и установив в цангу 8 неплавящийся электрод 26, включают ток и поворотом маховичка 4 открывают вентиль. Защитный газ под давлением из штуцера 5 идет в корпус 1, газоподводящий канал 10, осевое отверстие 9, радиальные отверстия 17 цанги 8, полость 18. Из последней защитный газ идет в полость 20 конического сопла 21 через радиальные отверстия 16 в упорно-направляющем цилиндре 13 и через продольные канавки 19 цанги 8. Из полости 20 часть потока защитного газа, обтекая неплавящийся электрод 26, уходит через выходное отверстие 27 конического сопла 21 в гону сварки свариваемых деталей 28 и 29, а другая часть защитного газа идет через наклонные радиальные отверстия 22 и полость 23 к выходному отверстию 30 наружного ступенчатого цилиндрического сопла 24 в зону сварки, создавая газовый поток большого сечения в зоне сварки. При сварке угловых соединений с установкой свариваемых элементов под углами менее 90° малых сечений швов, где нет необходимости направлять мощную струю защитного газа в зону сварки, целесообразно переходить на работу только коническим соплом 21. Для этого навинчиванием наружного ступенчатого цилиндрического сопла 24 до упора кольцевого выступа 25 в наружную коническую поверхность сопла 21 разобщают полость 23 и выходное отверстие 30 наружного ступенчатого цилиндрического сопла 24. В таком положении защитный газ будет истекать только через выходное отверстие 27 конического сопла 21. Наличие наружного ступенчатого цилиндрического сопла, установленного соосно коническому соплу с возможностью продольного перемещения относительно него, позволяет регулировать режим газовой защиты ванночки свариваемого шва в труднодоступных и сложных соединениях, например в узких канавках или же на острых угловых швах менее 90° без увеличения вылета неплавящегося электрода, . е. расширяет возможности горелки, экономит расход защитного газа и расход неплавяихся электродов, улучшает качество свариваемых швов. Формула изобретения Горелка для дуговой сварки неплавящимся лектродом в защитных газах, содержащая орпус с размещенным в нем узлом креплеия электрода и укрепленное в корпусе кониеское сопло, отличающаяся тем, что, с елью регулирования режима газовой защиты обеспечения возможности сварки в труднооступных местах без увеличения вылета неплавящегося электрода, она снабжена наружным ступенчатым цилиндрическнм соплом, установленным соосно коническому соплу с возможностью продольного перемещения относительно него, при этом диаметр нижней части наружного сопла меньше диаметра верхней части, а коническое сопло выполнено с наклонными радиальными отверстиями.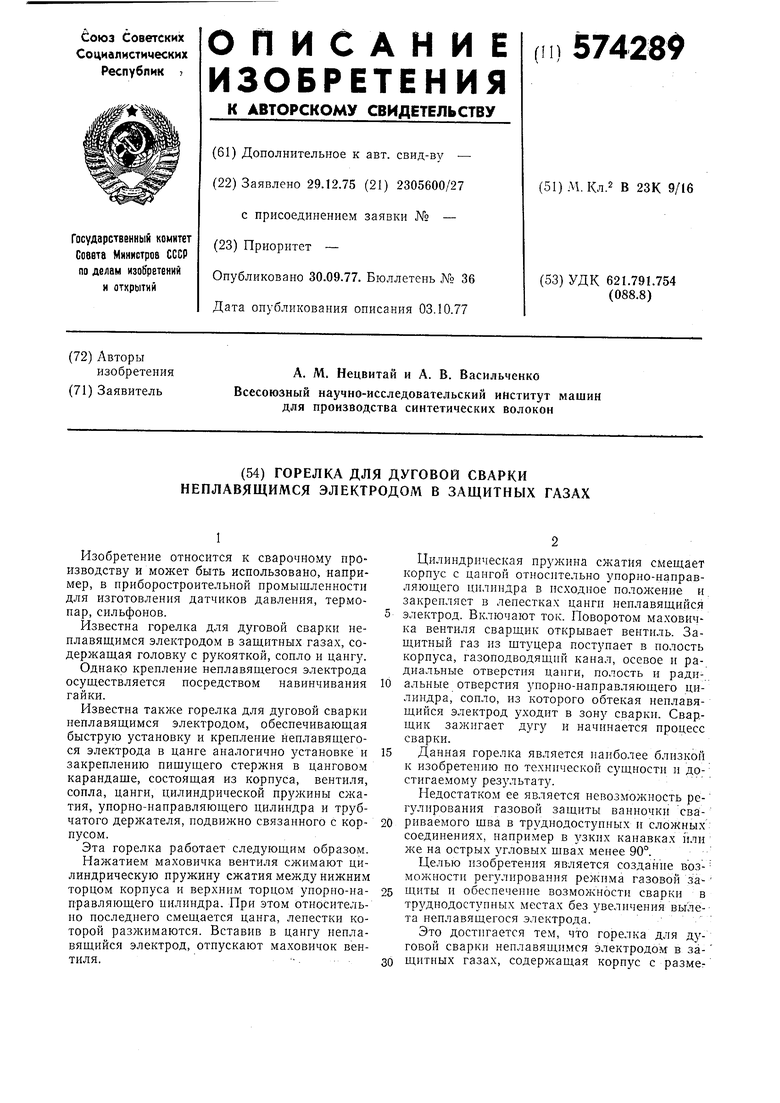
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для сварки неплавящимся электродом в защитных газах | 1986 |
|
SU1412901A1 |
| ГОЛОВКА ГОРЕЛКИ ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1994 |
|
RU2070490C1 |
| Горелка Г.А.Шагалова для дуговой сварки неплавящимся электродом в защитных газах | 1983 |
|
SU1117164A1 |
| Устройство для дуговой сварки в защитных газах | 1981 |
|
SU996134A1 |
| Горелка для дуговой сварки в защитных газах неплавящимся электродом | 1982 |
|
SU1088899A1 |
| ГОЛОВКА ГОРЕЛКИ ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2573720C2 |
| Горелка для дуговой сварки в среде защитных газов | 1980 |
|
SU867559A1 |
| Горелка для дуговой сварки в среде защитных газов | 1975 |
|
SU592540A1 |
| ГОРЕЛКА ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ПОГРУЖЕННЫМ ЭЛЕКТРОДОМ | 2006 |
|
RU2316695C1 |
| Горелка для дуговой сварки неплавящимся электродом | 1989 |
|
SU1773630A1 |
21
(pus.2
Vus.J
A-A
6-ff
