Литье под давлением жестких термопластов таких, как поливинилхлорид или фторэпласт-40, при существующих способах малопроизводительно в случае пониженных температур, а прессование этих пластмасс при высоких температурах требует охлаждения пресс-формы перед извлечением из нее изделий, что такл-се резко производительность и качество изделий ввиду недостаточной химической стойкости указанных материалов.
Предложенный сиособ литья исключает длительное пребывание расплава при повыщекных температурах, что устраняет его перегрев и значительно улучшает качество изделий.
Для этого инжекцию проводят с применением узких и коротких литьевых каналов, обеспечивающих быстрый нагрев материала до нужной температуры.
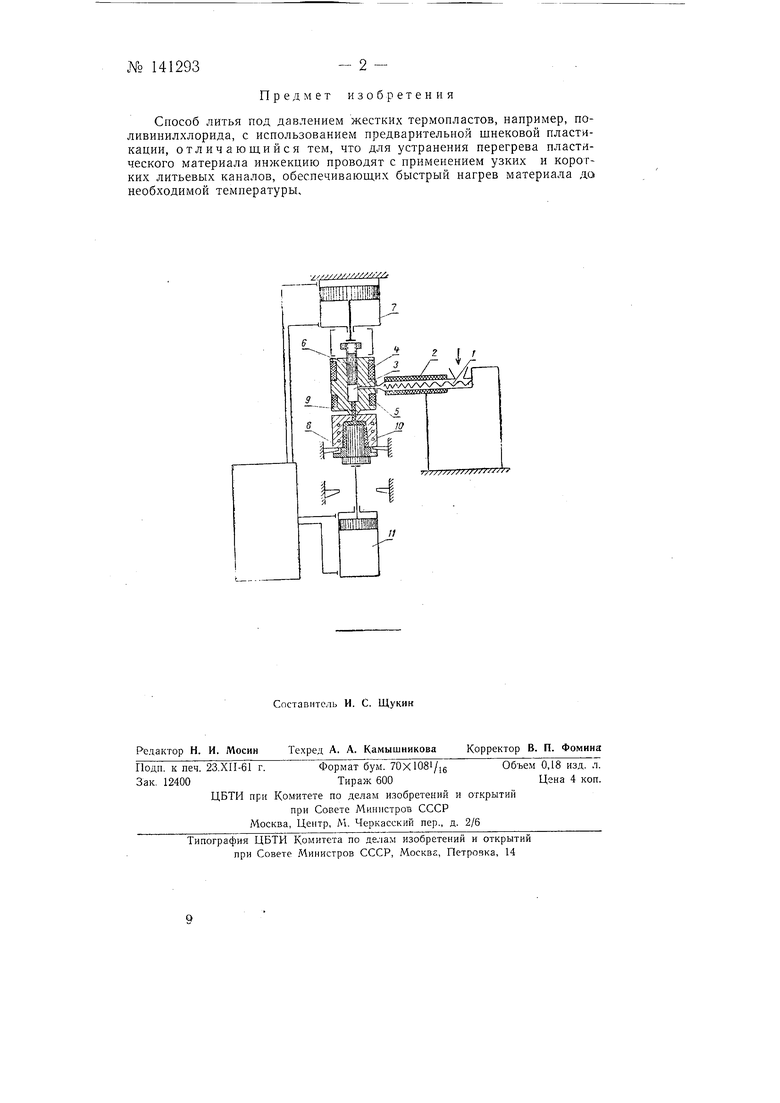
На чертеже представлена схема устройства для осуществления предложенного способа.
Перерабатываемый термопласт загружают в щнек /, где осуществляют его нагрев как за счет механического воздействия, так и от нагревателя 2. Шнек 1 пластицирует поли.мер, продавливая его под давлением до 100 кг/см в литьевую камеру 3, в которой с помощью нагревателей 4 и 5 поддерживают постоянную температуру.
Порщень 6, приводимый в движение гидравлическим цилиндром 7, способным развить давление от 1000 до 3000 /сг/сл, нагнетает расплаз в оформляющую полость литейной формы 8 через литниковый канал 9, обеспечивающий быстрый нагрев расплава за счет превращения энергии давления в тепловую.
Температура литьевой формы 8 поддерживается постоянной при помощи циркулирующей по каналам 10 жидкости. Отлитое изделие извлекают из формы при помощи гидравлического цилиндра //.
2
№ 141293
Предмет изобретения
Способ литья под давлением жестких термопластов, например, поливинилхлорида, с использованием предварительной шнековой пластикации, отличающийся тем, что для устранения перегрева пластического материала инжекцию проводят с применением узких и коротких литьевых каналов, обеспечивающих быстрый нагрев материала да необходимой температуры.
| название | год | авторы | номер документа |
|---|---|---|---|
| УЗЕЛ ЦЕНТРАЛЬНОГО ЛИТНИКОВОГО КАНАЛА | 2003 |
|
RU2297303C2 |
| Литьевая форма | 1980 |
|
SU982278A1 |
| СПОСОБ ЛИТЬЯ ПОД ДАВЛЕНИЕМ МЕТОДОМ ИНЖЕКЦИИ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА, ИМЕЮЩЕГО ДЕНДРИТНЫЕ СВОЙСТВА, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2023532C1 |
| Устройство для разрезания пористых пластических материалов | 1949 |
|
SU90003A1 |
| Способ формования изделий, усиленных каркасом из непрерывного волокна | 2020 |
|
RU2738650C1 |
| Распределительное клапанное устройство для гидравлических прессов | 1946 |
|
SU71659A1 |
| Ротор инжекции роторно-конвейерной литьевой машины | 1989 |
|
SU1703474A1 |
| Устройство для литья термопластов по давлением | 1972 |
|
SU591130A3 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ ПОЛИМЕРОВ ПОД ДАВЛЕНИЕМ | 2009 |
|
RU2467873C2 |
| Способ изготовления двухслойных пластмассовых изделий | 1968 |
|
SU607538A3 |