4
00
Изобретение относится к полиграфической промышленности, а именно к печатным формам, в частности к формам для флексографской печати.
Цель изобретения - упрощение и сокращение времени процесса изготовления флексографской печатной фор Мы, а также повышение качества печати.
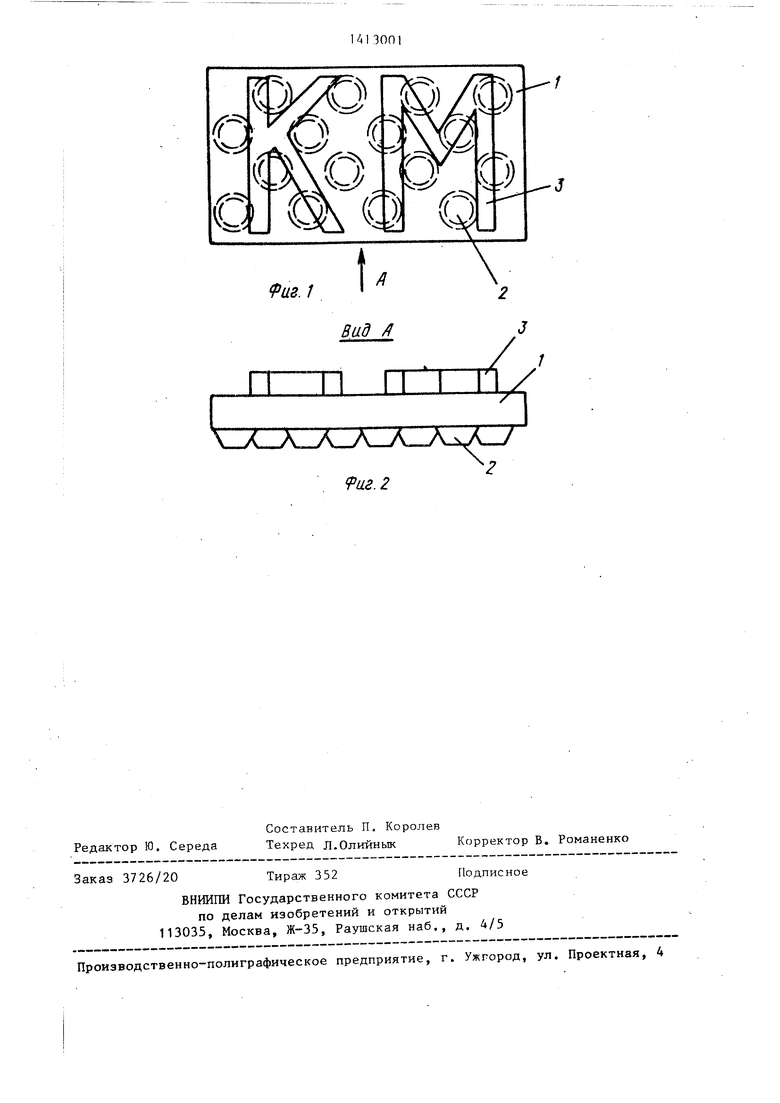
На фиг. 1 схематически показана Йечатная форма; на фиг. 2 - вид А на фиг. 1.
Способ изготовления флексографс- йой печатной формы осуществляют прессованием сырой резины в одну стадию в пресс-форме с двумя матрицами для боздания посредством вулканизации резины соответственно печатающих элементов и несомкнутых опор растровой Структуры,
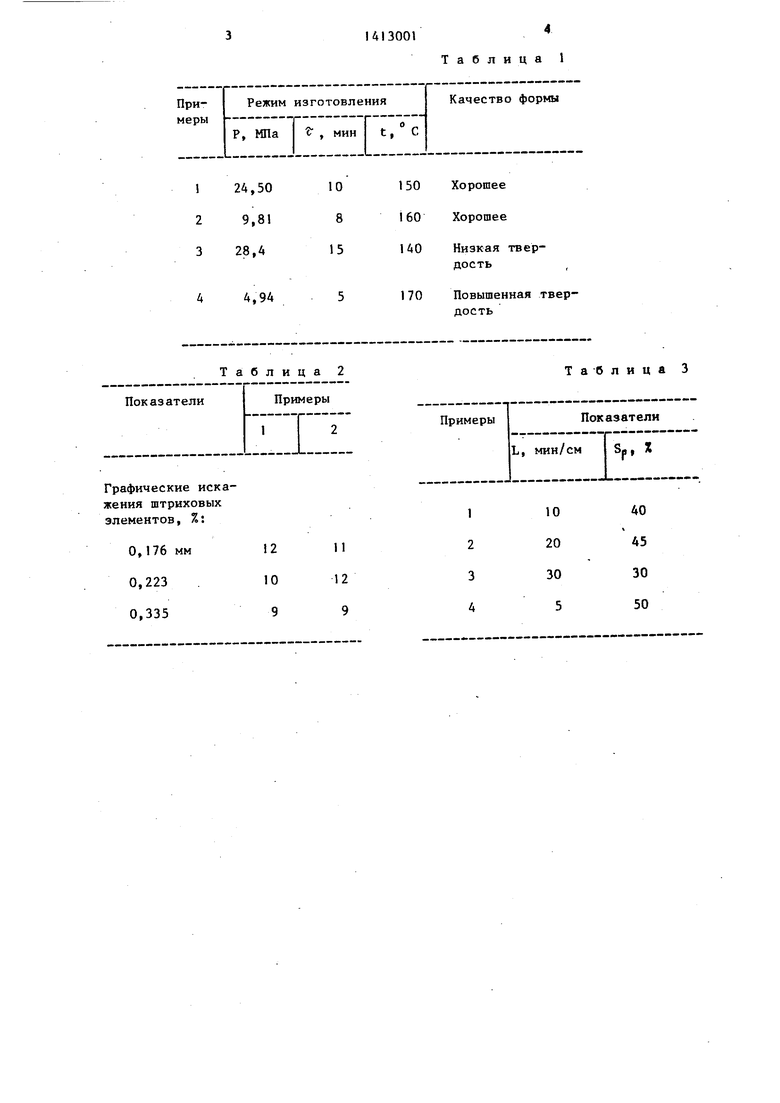
- Изготовление флексографской пе- Цатной формы осуществляют в одну стадию. На матрицу печатающих элементов пресс-формы кладут слой сырой резины и на него - матрицу несомкнутых опор растровой структуры. Пресс- форму с матрицами и слоем сырой резины задвигают в пресс и прессуют при давлении (Р) 9,81-24,5 МПа в течение ( if) 8-10 мин при температуре вулканизации (t) ISO-lSO c. Затем выдвигают из пресса пресс-форму,- распрессовьгоают ее и извлекают готовую форму.
В табл. 1 указано время вулканизации без учета дополнительных операций ,
Установленные величины Р, 1 и t обеспечивают качественное изготовление формы с минимальными графическими искажениями изображения на оттиске.
Сравнительные значения графических искажений при печати с предлагаемой флексографской печатной формы и способа ее изготовления представлены в табл. 2.
Получение оттисков для всех видов форм осуществлялось на пробопе- чатном станке Fag-control при идентичных режимах печатания.
Отличием предлагаемой формы, состоящей из печатающих элементов и
основания, является наличие опор растровой структуры, благодаря чему она в условиях печати сжимается с - уменьшением объема, что исключает дополнительную концентрацию напряжений на краях печатающих элементов, и, следовательно, уменьшает графические искажения изображения на от10 тиске.
Флексографская печатная форма состоит из слоя резины 1 с основанием, выполненным- несомкнутыми опорами растровой структуры 2 и печа- 5 тающих элементов 3 (фиг. 1). В зоне печатного контакта форма сжимается с уменьшением объема за счет свободного перемещения воздуха по каналам несомкнутых опор растровой струк0 туры, что уменьшает величину изменения линейных размеров печатающих элементов под давлением. После снятия нагрузки воздух вновь заполняет каналы и объем формы восстанавли5 вается.
Опоры основания флексографской печатной формы выполняют растром линиатуры (L) 10-20 лин/см с площадью (Sp) 40-А5%. Установленная ве3Q личина L и SP обеспечивает повьппение качества печати с предлагаемой формы (табл. 3) .
Формула изобретения
1.Способ изготовления флексографской печатной формы путем прессования резины при температуре вулканизации, отличающийся тем, что, с целью упрощения и сокращения времени процесса изготовления, прессование ведут в одну стадию в в пресс-форме с двумя матрицами соответственно для печатающих элементов и несомкнутых опор растровой
труктуры.
2,Флексографская печатная фор-
ма,
состоящая из печатающих эле
ментов и основания, о т л и ч а ю - щ а я с я тем, что, с целью повышения качества печати, основание формы выполнено с несомкнутыми опорами растровой структуры с линиату- рой растра 10-20 лин/см и площадью 40-45%.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления флексографской печатной формы | 1983 |
|
SU1158378A1 |
| Декельный материал | 1984 |
|
SU1273262A1 |
| Способ изготовления флексографской печатной формы | 1984 |
|
SU1234223A1 |
| НОСИТЕЛЬ ИНФОРМАЦИИ С ОБЛАДАЮЩИМ ОПТИЧЕСКИ ПЕРЕМЕННЫМИ СВОЙСТВАМИ ЭЛЕМЕНТОМ | 2001 |
|
RU2280561C2 |
| СПОСОБ ПОВЫШЕНИЯ ЭФФЕКТИВНОСТИ ПЕЧАТИ ФЛЕКСОГРАФСКИХ ПЕЧАТАЮЩИХ ЭЛЕМЕНТОВ | 2012 |
|
RU2567189C2 |
| СПОСОБ ПОВЫШЕНИЯ КАЧЕСТВА ПЕЧАТИ НА ФЛЕКСОГРАФСКИХ ПЕЧАТНЫХ ФОРМАХ | 2011 |
|
RU2531201C1 |
| Трафаретная печатная форма | 1989 |
|
SU1684092A1 |
| Способ изготовления фотополимерной печатной формы | 1983 |
|
SU1117576A1 |
| СПОСОБ ПОВЫШЕНИЯ КАЧЕСТВА ПЕЧАТИ НА ФЛЕКСОГРАФСКИХ ПЕЧАТНЫХ ФОРМАХ | 2013 |
|
RU2615942C2 |
| Способ полиграфического воспроизведения кодированных изображений | 1978 |
|
SU946993A1 |
Изобретение относится к полиграфии, а именно к печатным формам. в частности к формам для флексографс- кой печати. Целью изобретения является улучшение качества печати с флексоглафской печатной формы, упрощение и сокращение времени процесса ее изготовления. Флексографская пе чатная форма состоит из печатающих элементов и основания. Основание флексографской печатной формы выполнено с несомкнутыми опорами растровой структуры с линиатурой раст- ра 10-20 ЛИН/СМ и площадью 40- 45%. Способ изготовления флексографской формы заключаетёя в том, что прессование резины ведут в одну стадию с двух матриц для создания соответственно печатающих элементов и несомкнутых опор растровой структуры. 2 с.п. ф-лы, 2 ил., 3 табл. (П
4,94
Таблица 2
Графические искажения штриховых
дость
170 Повышенная твердость
Таблица 3
fLLZ.Z
| Способ изготовления флексографской печатной формы | 1983 |
|
SU1158378A1 |
| Механический грохот | 1922 |
|
SU41A1 |
| Технологическая инструкция по вопросам флексографского способа печати | |||
| Киев, Техника, 1975, с | |||
| Скоропечатный станок для печатания со стеклянных пластинок | 1922 |
|
SU35A1 |
