Изобретение относится к деревообрабатывающей промышленности, в частности к спичечному производству.
Цель изобретения - повышение производительности за счет сокращения времени транспортировки наружных коробок и уменьшения их деформирования.
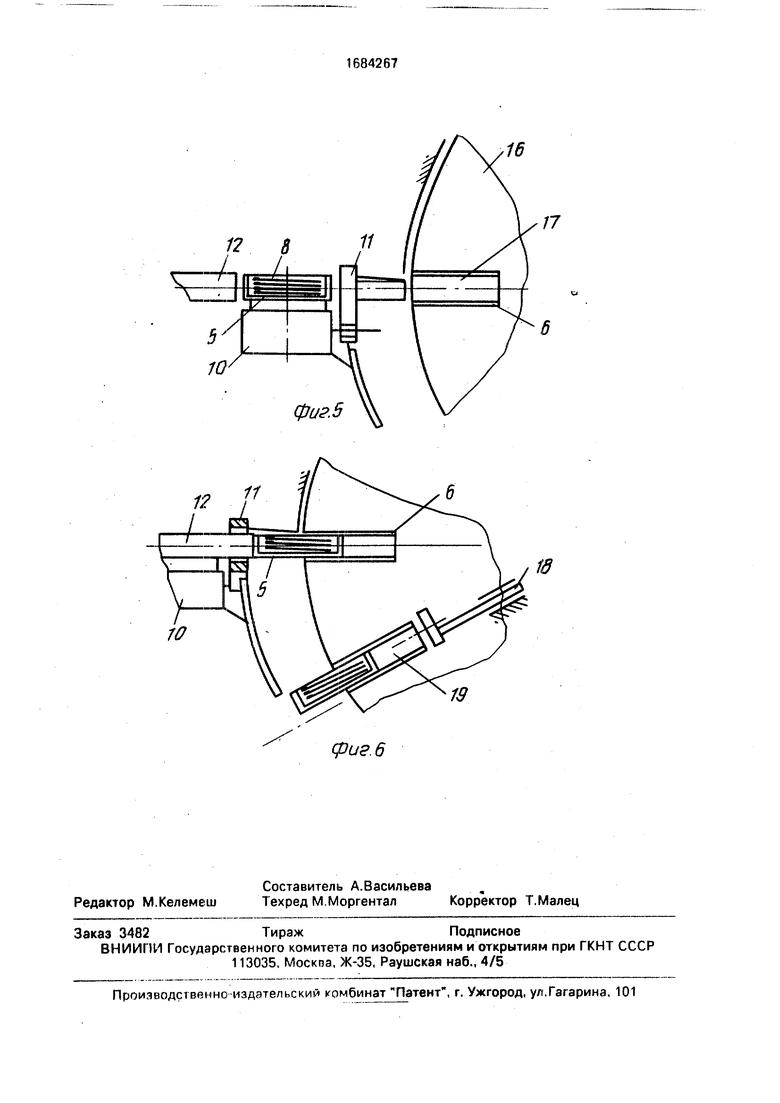
На фиг. 1 изображено устройство для изготовления спичек; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - приспособление совместной горизонтальной укладки и сборки коробок; на фиг. 4 - вид 5 на фиг. 3 (опорные гнезда приспособления); на фиг. 5 - узлы сборки с толкателями; -на фиг. 6 - толкатели узла сборки и L-образный съемник коробок,
Устройство включает раму 1, спичечный автомат 2 и узлы 3, 4 подачи внутренних 5 и наружных 6 коробок с горизонтальной их укладкой, а также узлы 7, 9, 11 загрузки внутренних коробок 5 и. спичками 8, ориентации спичек 8 в виде кругового конвейера 10, сборки с толкателем 12, контрольный стол 13 и привод 14.
Устройство снабжено размещенным между горизонтальными ветвями 15 узла 9 ориентации спичек 8 приспособлением 16 совместной горизонтальной укладки наружных коробок 6 и сборки их с заполненными спичками 8 внутренними коробками 5, которое выполнено в виде кинематически связанных с приводом 14 поворотных опорных гнезд 17 для наружных коробок 6 и наклонно смонтированного на раме 1 кругового конвейера 10 между опорными гнездами 17 L-образного съемника 18 собранных коробок 19, при этом вертикальная ось 20 симметрии опорных гнезд 17 расположена соосно узлу 4 подачи наружных коробок 6, горизонтальная ось 21 симметрии опорных гнезд 17 установлена в плоскости 22 узла 9 ориентации спичек 8, а контрольный стол 13 смонтирован под рабочей ветвью кругового конвейера 10 узла 9 ориентации спичек, причем продольная ось 23 контрольного стола 13 совмещена с продольной осью 24 узла 4 подачи наружных коробок 6.
Способ выполняется следующим образом.
Узлы 3 и 4, смонтированные на раме 1, подготавливают внутренние 5 и наружные коробки, затем производят поштучное отделение рядов внутренних и наружных коробок с последующей их горизонтальной укладкой, причем прием наружных коробок 6 надежно осуществляется в гнезда 17 размещенным между ветвями 15 приспособле- нием 16 благодаря совпадению вертикальной оси 20 опорных гнезд 17 с каналами узла 4 подачи, а горизонтальная укладка внутренних коробок 5 осуществляется в ячейки кругового конвейера 10, который транспортирует коробки к узлу 7 загрузки спичек 8. Автомат 2 подготавливает спички 8 и передает их в узел 7 для загрузки
спичек во внутренние коробки 5. Круговой конвейер 10 с помощью узла 9 ориентирует спички 8 во внутренних коробках 5 и транспортирует внутренние коробки 5 с уложенными спичками 8 к узлу 11 сборки.
Транспортирование же к узлу 11 сборки расположенных в гнездах 17 наружных коробок 6 и горизонтальная укладка их осуществляется поворотом приспособления 16.
Ввод внутренних коробок 5 со спичками
8 в наружные 6 надежно обеспечивается толкателями 12 благодаря симметричному расположению горизонтальной оси 21 гнезд
17 с плоскостью 22 кругового конвейера 10. Приспособление 16 осуществляет путем поворота транспортирование собранных коробок 19 к симметрично размещенному на продольных осях 23 и 24 контрольному столу 13, где съемники 18 выталкивают собранные коробки 19 из гнезд
17 и передают их на контролирование качества собранных коробок.
Формула изобретения
1.Способ изготовления спичек, включающий операции подготовки внутренних и
наружных коробок и спичек, поштучное отделение рядов внутренних и наружных коробок с горизонтальной их укладкой, загрузку спичек во внутренние коробки, транспортирование внутренних и наружных
оробок, ввод загруженных спичками внутренних коробок в наружные и сталкивание их на контрольный стол, отличающийся тем, что, с целью повышения производитель- ности за счет сокращения времени транспортировки наружных коробок и уменьшения их деформирования, горизонтальную укладку, транспортирование наружных коробок и ввод загруженных спичками внутренних коробок в наружные
осуществляют совместно с поштучным отделением, а сталкивание производят разворотом собранных коробок.
2.Устройство для изготовления спичек, включающее круговой конвейер, спичечный
автомат, узлы внутренних и наружных коробок с горизонтальной их укладкой,загрузки спичками внутренних коробок, ориентации спичек в коробках, сборки, контрольный стол и привод, отличающееся тем, что
устройство снабжено размещенным между горизонтальными ветвями конвейера и кинематически связанным с приводом приспособлением для совместной горизонтальной укладки наружных коробок и сборки их с заполненными спичками внутренними коробками и L-образным съемником коробок, при этом приспособление выполнено в виде поворотного диска с опорными гнездами для наружных коробок, вертикальная ось симметрии опорных гнезд расположена соосно с узлом подачи наружных коробок, горизонтальная ось симметрии опорных гнезд - в
плоскости конвейера контрольный стол смонтирован под рабочей ветвью последнего, причем продольная ось контрольного стола совпадает с продольной осью узла подачи наружных коробок, а L-образный съемник коробок наклонно смонтирован на раме конвейера между опорными гнездами.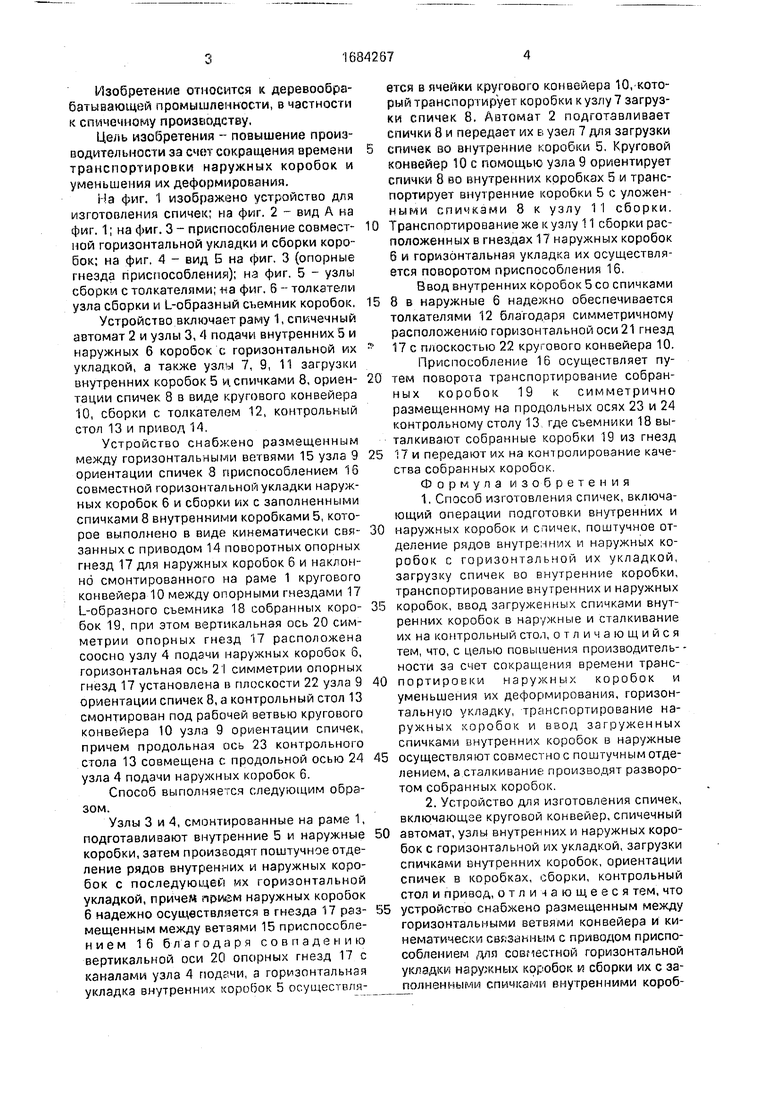
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для укладки спичек | 1989 |
|
SU1684269A1 |
| Линия для укладки спичек | 1990 |
|
SU1723080A1 |
| Линия для укладки спичек в коробки при горизонтальной выбивке | 1988 |
|
SU1587031A1 |
| Линия укладки спичек в коробки при горизонтальной выбивке | 1988 |
|
SU1587032A1 |
| Устройство для укладки спичек | 1990 |
|
SU1715796A1 |
| Линия для укладки спичек | 1987 |
|
SU1413100A1 |
| Линия для укладки спичек | 1987 |
|
SU1419986A1 |
| Устройство для укладки спичек | 1990 |
|
SU1708807A1 |
| Линия укладки спичек | 1989 |
|
SU1659388A1 |
| Устройство для укладки спичек | 1990 |
|
SU1723079A1 |

Изобретение относится к деревообрабатывающей промышленности. Цель - повышение производительности за счет сокращения времени транспортировки наружных коробок и уменьшения их деформирования. Устройство снабжено размещенным между горизонтальными ветвями конвейера 10 приспособлением 16 совместно горизонтальной укладки наружных коробок и сборки их с заполненными спичками внутренними коробками и наклонно смонтированным на раме конвейера 10 между опорными гнездами L-образным съемником коробок. Контрольный стол 13 смонтирован над рабочей ветвью конвейера 10, причем продольная ось 23 контрольного стола 13 совмещена с продольной осью 24 узла 4 подготовки наружных коробок. При работе устройства операции горизонтальной укладки и транспортировки наружных коробок и ввод загруженных спичками внутренних коробок в наружные осуществляют совместно с поштучным отделением, а сталкивание производят разворотом собранных коробок. 2 с.п.ф-лы, 6 ил. гг (Л с о со $± ю о XI CD-.fi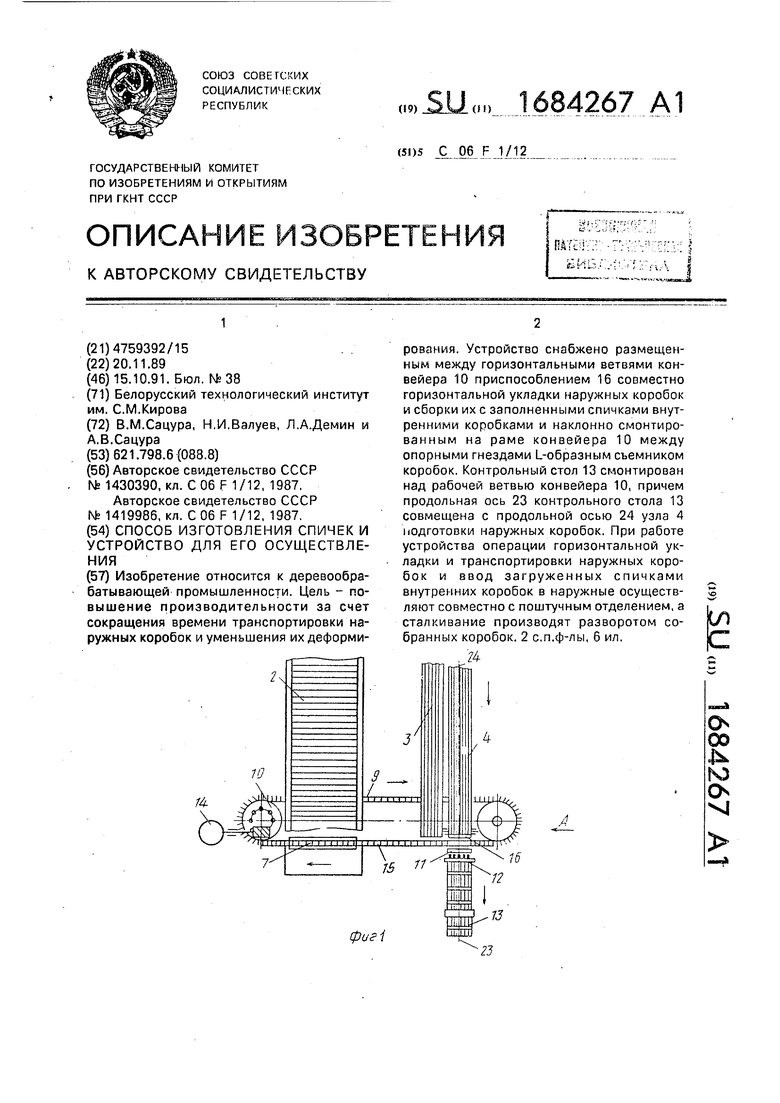
L
фиг Л
фиг. 5
12
10
(риг. 6
16
19
| Устройство для укладки спичек в коробки | 1987 |
|
SU1430390A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Линия для укладки спичек | 1987 |
|
SU1419986A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
