Фцг.1
11
Изобретение относится к измерителной технике и предназначено для изготовления мембранных преобразователей давления и перепада давлений.
Целью изобретения является расшир ние диапазона измеряемых давлений за счет регулировки натяжения мембраны.
На фиг. 1 показано предложенное устройство, разрез; на фиг. 2 - пуан сон с установленным на нем корпусом преобразователя; на фиг. 3 - прижимное кольцо; на фиг. 4 - кольцо-обойм с матрицей и установленной на них заготовкой мембраны.
Устройство для изготовления измерительного мембранного преобразователя содержит (фиг. 1) фиксируйщий фланец 1, корпус 2 преобразователя и удерживающий фланец 3. В устройство введены прижимное кольцо 4 (фиг. 3), оправка 5, опоры 6 трения качения, торообразная резиновая прокладка 7, кольцо-обойма 8 с установленной в ней матрицей 9 и съемньм дном Ю, а также пуансон 11. Фиксирующий 1 и удерживающий 3 фланцы связаны между собой резьбовым соединением 12. Кольцо-обойма 8 с матрицей 9 установлены в полости внутренней выточки фикси- рующего фланца 1, а между оправкой 5 и прижимным кольцо 4, а также между прижимным кольцом и удерживающим фланцем 3 размещены опоры 6 трения кчения . Оправка 5 установлена на удерживающем фланце 3 неподвижно, а торо образная резиновая прокладка 7 закреплена неподвижно на 1шжнем торце прижимного кольца 4 коаксиапьно относительно матрицы 9 . Прижимное кольцо 4 (фиг.З) выполнено сосесимметричным сквозным отверстием 13, диаметр которого равен наружному диаметру корпуса 2 измерительного преобразователя, установленного своим внутренним диаметром (фиг. 2) на пуансоне 11. Верх НИИ торец 14 (фиг. 4) кольца-обоймы 8 вьтолнен коническим, а диаметр внутренней проточки 15 (фиг. 1) удерживающего фланца 3 выпблнен равным диаметру заготовки 16 (фиг. 4 и 1) мембраны, устанавливаемой между торо образной резиновой прокладкой 7 и верхним торцом матрицы 9.
.
Измерительный мембранный преобразо ватель с помощью устройства изготовляют в следующей технологической последовательности.
20
25
-
.Q jc
Q35
40
45
50
5
Корпус 2 преобразователя (фиг. 2) устанавливают на боковой поверхности пуансона 11, после чего нижнюю торцовую и боковую поверхность корпуса
2обезжиривают и покрывают слоем клеевого состава. Кольцо-обойму 8 с установленной в ней матрицей 9 и съемным дном 10 размещают в полости внутренней выточки фиксирующего фланца 1 (фиг. 1), а затем на верхнем торце матрцы 9 устанавливают заготовку 16 (фиг. 4) мембраны. Удерживающий фланец 3 с заранее установленными в нем прижимным кольцом 4, торообразной резиновой прокладкой 7, оправкой 5 и опорами 6 трения качения навинчивают на соответствующую резьбу 12 фиксирующего фланца 1. Последний предварительно закрепляют неподвижно.на подставке пресса (фиг. 6). При соприкосновении торообразной резиновой прокладки 7 с поверхностью заготовки 16 вследствие их взаимного трения прекращается вращательное движение прижимного кольца
4, и при дальнейшем вращении фланца
3на резьбе 12 прижимное кольцо 4 перемещается только по вертикальной оси устройства благодаря неподвижному закреплению оправки 5 в удерживающем фланце 3. В результате взаимодействия неподвижно закрепленной на прижимном кольце 4 торообразной резиновой прокладки 7 с поверхностью заготовки 16 последняя поджимается к коническому торцу 14 кольца-обоймы 8 и с этого момента появляется радиальная составляющая силы трения, равномерно растягивающая заготовку 16 мембраны от центра к периферии. Величина натяжения заготовки 16 зависит от конусности поверхности 14 и угла вращения фланца 3 относительно фиксирующего фланца 1 и определяется экспериментально. После натяжения заготовки Л6 мембраны осуществляют ее штамповку в матрицу 9 путем вертикального перемещения вниз пуансона 11 с ранее установленным на нем корпусом 2 преобразователя. При этом направляющей поверхностью для перемещающегося вниз пуансона 11 с корпусом 2 преобразователя служит осесимметричное сквозное отверстие 13, диаметр которого выполнен равным наружному диаметру корпуса преобразователя 2. Во время операции штамповки сила трения между поверхностью заготовки 16 и торообраз- ной резиновой прокладкой 7 удерживает
314
заготовку 16 в натянутом состоянии. Требуемую глубину штамповки заготовки 16 задают съемным дном 10, толщина которого может быть различной. После полного перемещения пуансойа 11 вниз-, т.е. до упора торца пуансона 11 в верхний торец съемного дна 10, пуансон 11 отводят вверх, устройство раз
жимное кольцо, оправка, шаровые опоры, резиновая тороидапьная прокладка, кольцо-обойма с установленной в ней матрицей и съемным дном и пуансон, при этом фиксирующий и удерживающий фланцы выполнены с внутренними выточками и связаны между собой резьбовым соединением, кольцо-обойма с матри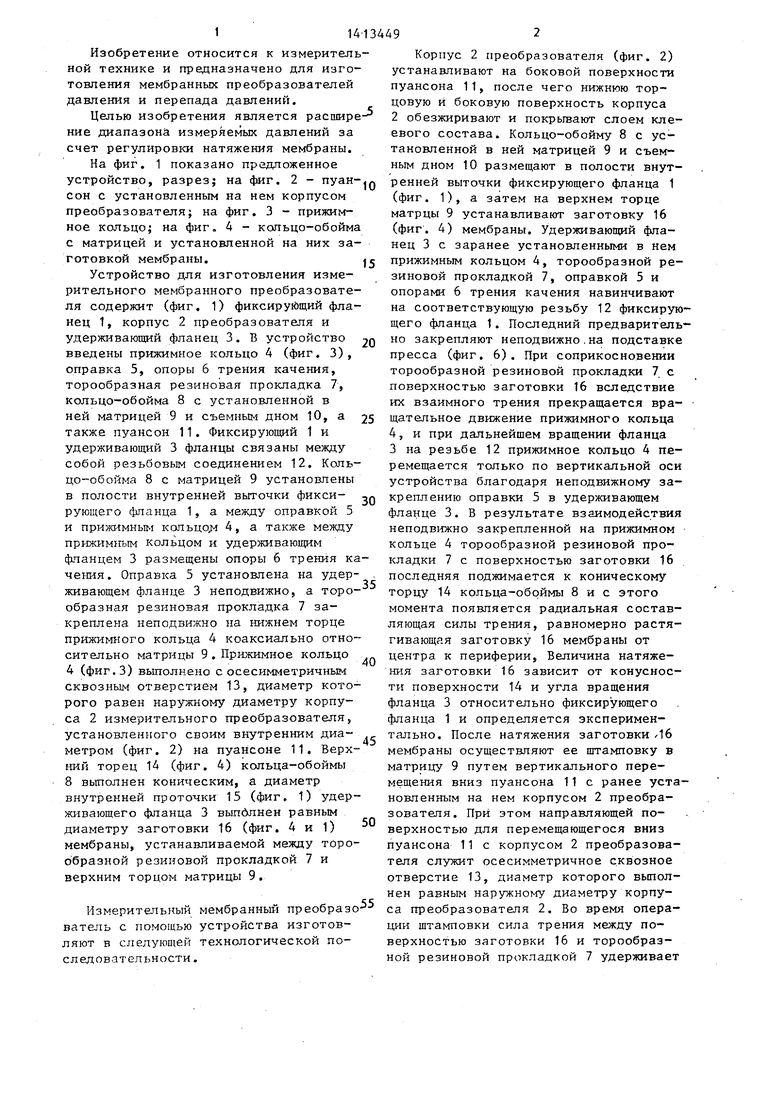

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВЫХ ЗАГОТОВОК И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2408447C2 |
| Штамп для пульсирующей вытяжки | 1986 |
|
SU1362540A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Способ изготовления оболочки и устройство для его осуществления | 1985 |
|
SU1609438A3 |
| Штамп для объемной штамповки деталей | 1986 |
|
SU1449223A1 |
| Устройство для обратного выдавливания полых изделий с фланцем | 1973 |
|
SU471946A1 |
| ВОЛНОВАЯ ПЕРЕДАЧА С ДВУМЯ ДЕФОРМИРУЕМЫМИ ЗУБЧАТЫМИ ИЛИ ФРИКЦИОННЫМИ КОЛЕСАМИ АБРАМОВА В.А. | 2015 |
|
RU2597055C1 |
| Автомат для сборки уплотнительногоузлА КАРдАННыХ пОдшипНиКОВ | 1978 |
|
SU796513A1 |
| Устройство для измерения разности давлений и способ его изготовления | 1975 |
|
SU746220A1 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ ВЫРЕЗКИ ДЕТАЛЕЙ ТИПА КОЛЕЦ | 1973 |
|
SU367662A1 |

Изобретение относится к измерительной технике и позволяет расширить диапазон измеряемых давлений за счет регулировки натяжения мембраны. При изготовлении преобразователя корпус 2 устанавливают на боковой поверхности пуансона 11. Кольцо-обойму 8 с закрепленной в ней матрицей 9 и съемным дном 10 размещают в полости внутренней выточки фиксирующего фланца 1, а затем на верхнем торце матрицы 9 устанавливают заготовку 16 мембраны. Удерживаю1чий фланец 3 с установленным в нем прижимным кольцом 4, торообраз- ной прокладкой 7, оправкой 5 и шаровыми опорами 6 навинчивают на резьбу фиксирующего фланца 1. При соприкосновении торообразной резиновой прокладки 7 с поверхностью заготовки 16 последняя поджимается к коническому торцу кольца-обоймы 8, и с этого мо-, мента появляется радиальная состав ляющая силы трения, равномерно растягивающая заготвок у 16 мембраны от центра к периферии. После натяжения заготовки 16 осуществляют ее штампов- ,ку в матрицу 9. Требуемую глубину :штамповки заготовки 16 задают съем- iным дном 10. Осуществляют приварку или припайку полученной заготовки 16 к корпусу 2 преобразователя и после обрезания ее периферийной части получают измерительный мембранный преобразователь. 4 ил. (Л 141 О9 «и 1 СО
бирают и проводят полимеризацию ранее д установлено в полости внутренней
нанесенного клеевого состава. При этом заготовка 16 удерживается в натянутом состоянии силами трения между матрицей 9 и корпусом 2 преобразователя. Затем осуществляют приварку или fj {припайку заготовки 16 к корпусу 2 преобразователя. После этого обрезают периферийную часть заготовки 16 и получают измерительный мембранный преобразователь.20
Формула изобретения
Устройство для изготовления измерительного мембранного преобразовате-25 ля, содержащего корпус в виде кольца с прикрепленной к нему плоской мембраной, включающее фиксирующий фланец и удерживающий фланец в виде кольца, отличающееся тем, что, зо с целью расширения диапазона измерения давления за счет обеспечения возможности регулирования величины натяжения мембраны, в него введены привыточки фиксирующего фланца, между оправкой и прижимным кольцом, а также между прижимным кольцом и удерживающим фланцем размещены шаровые опоры, при этом оправка установлена во внутренней выточке удерживающего флан ца неподвижно, а резиновая тороидальная прокладка прикреплена неподвижно к нижнему торцу прижимного кольца со- осно с матрицей, прижимное кольцо выполнено с осесимметричным сквозным отверстием, диаметр которого равен наружному диаметру корпуса преобразователя, при этом верхний торец кольца обоймы выполнен коническим, а диаметр внутренней поверхности удерживаю щего фланца вьшолнен равным диаметру заготовки мембраны, устанавливаемой между резиновой тороидальной прокладкой и верхним торцом кольца-обоймы, причем на пуансоне выполнена кольцевая проточка с диаметром, равным внут реннему диаметру корпуса преобразователя.
выточки фиксирующего фланца, между оправкой и прижимным кольцом, а также между прижимным кольцом и удерживающим фланцем размещены шаровые опоры, при этом оправка установлена во внутренней выточке удерживающего фланца неподвижно, а резиновая тороидальная прокладка прикреплена неподвижно к нижнему торцу прижимного кольца со- осно с матрицей, прижимное кольцо выполнено с осесимметричным сквозным отверстием, диаметр которого равен наружному диаметру корпуса преобразователя, при этом верхний торец кольца обоймы выполнен коническим, а диаметр внутренней поверхности удерживающего фланца вьшолнен равным диаметру заготовки мембраны, устанавливаемой между резиновой тороидальной прокладкой и верхним торцом кольца-обоймы, причем на пуансоне выполнена кольцевая проточка с диаметром, равным внутреннему диаметру корпуса преобразователя.
фиг. 2
Фиг.З
у/////////// /// //////
Фиг.
Составитель Н.Ушаков Редактор М.Келемеш Техред М.ХоданичКорректор В.Романенко
Заказ 3773/43
Тираж 847
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
0л
фа
Z
Подписное
| Нуберт Г.П | |||
| Измерительные пре- образоватейи неэлектрических величин | |||
| Л.: Энергия, 1970 | |||
| Способ изготовления измерительного преобразователя с плоской мембраной | 1981 |
|
SU958885A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
