Обычно обработка сферических поверхностей онтических изделий производится методом «свободного притира, при котором наклеенные па «блоке детали обрабатываются совершающими качательные движения «грибком или «чашкой.
Известны также станки, в которых обработка таких деталей ведется трубчатым инструментом с помошью свободного абразива или полируюшей суспензией. В атих станках шпиндели инструмента и изделия расположены под регулируемым углом друг к ддругу и служат для грубой обдирки обрабатываемых поверхностей; шлифование и полирование на таких станках невозможно, так как при соприкосновении инструмента к изделию последнее зачастую выкрашивается.
Предлагаемый станок допускает икшфование и полирование сферических оигических деталей благодаря совокупному применению пневматического привода и гидравлического демифера, с помошью которых возможно осуш,ествлять первоначально быструю подачу пшинделя нзделия. а затем более медленную рабочую подачу при подходе изделия к инструменту.
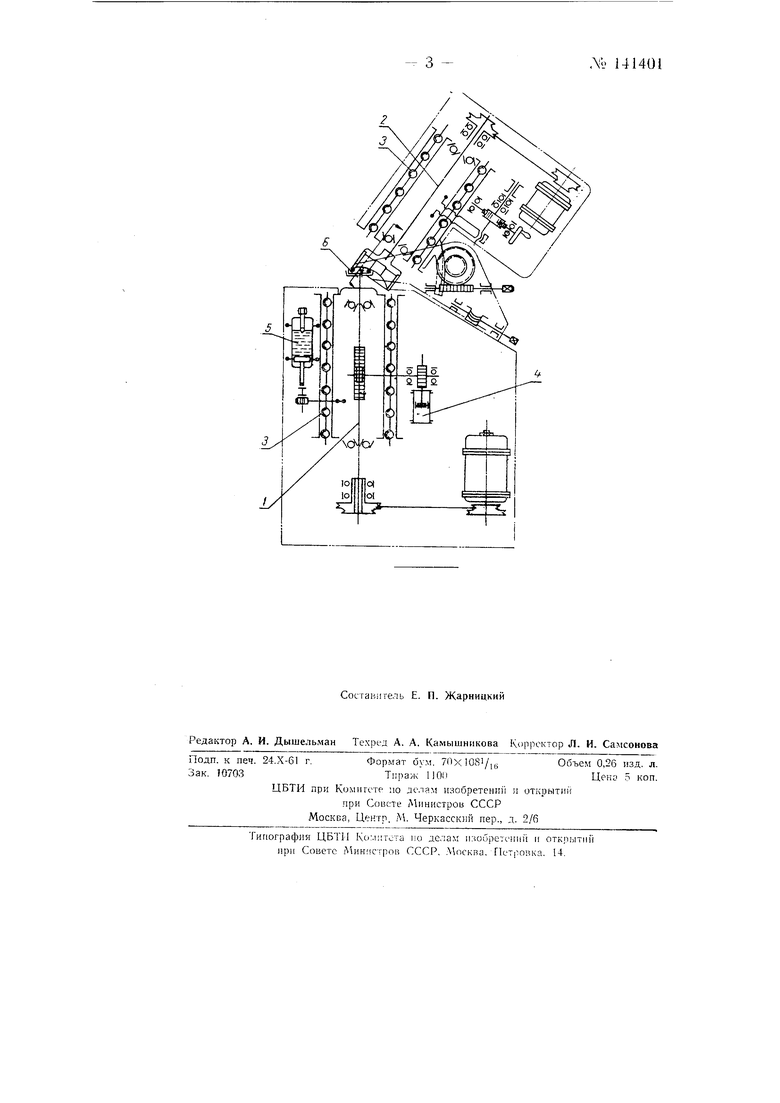
На чертеже изображена прииципиальная схема станка.
Станок имеет два шпинделя, шпиндель / изделия и шппидель 2 инструмента, вращаюидихся в пинолях под утлом друг к другу. Пиноли шпинделей укреплены в наиравляюп их 3 шарикового типа и возможность перемещаться вдоль своих осей. Корпус верхнего шпинделя с пинолью может поворачиваться в цапфах и устанавливаться под углом к оси шпииделя изделия от О до 45°. Для подъема п опускания шпинделя / изделия имеется иневмоцилиндр 4, включаемый от золотника электромагнитом. Для предотвращения ударов изделия об инструмент при подводе шпинделя вверх, станок имеет гидравлический демп№ 14140 - 2 -фер 5, представляющий собой сосуд с иглой и отверстием для слива жидкости. Станок работает по полуавтоматическому циклу, т. е. фуикции рабочего сводятся к установке детали и сиятию ее. Деталь укладывается в патрон 6, в проточку которого вставляется резиновая прокладка толщиной 1 мм. Крепление детали в патроне не производится. При включении станка начинают вращение оба щпинделя, электромагнит включает золотник и воздух, поступая в цилиндр, поднимает шпиндель изделия быстро до гидравлического демпфера, после чего шпиндель медлеппо подводится до соирикосиовения детали с инструментом. Как только деталь подойдет к инструменту, начинается обработка под постоянным давлением, осуществляемым иорщнем пневмоцилиндра.
Это давление можно регулировать в пределах от 0,5 до 5 атм. После снятия нужного слоя материала упор, закрепленный на щниндель ииструмента. нажмет на конечный выключатель, который даст команду на выключение иитинделей и золотника. Шпиндель изделия опустится под собственным весом вниз в исходное положение.
Для предотвращения удара ишинделя при его опускании на выпускном отверстии пневмоцилиндра имеется дроссель, обеспечивающий плавный выпуск воздуха из цилиндра.
По заключению ГОИ, описываемый станок представляет большой интерес и практически уже щироко виедряется в оптикомеханической промышленности.
Предмет и з о б р е т е н и я
Станок для шлифования и полирования сферической поверхности оптического изделия (линзы) трубчатым ииструментом, шпиндель которого распОоТожен под регулируемым углом к шпинделю изделия, с помощью свободного абразива или полирующей суспензии, отличающ и и с я тем, что, с целью предотвращения образования царапин и разрущеыия обрабатываемого изделия в момент приведения его в контакт с инструментом, применены пневматический привод для сообщения шпинделю изделия первоначального быстрого осевого хода с последующей рабочей подачей и гидравлический яемнфер для перевода шпинделя изделия на медленный ход при подходе изделия к инструменту.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБРАБОТКИ ВЫПУКЛЬ[Х И ВОГНУТЫХ СФЕРИЧЕСКИХ И ПЛОСКИХ ПОВЕРХНОСТЕЙ ОПТИЧЕСКИХДЕТАЛЕЙ | 1964 |
|
SU161258A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ И ПОЛИРОВАНИЯ | 1967 |
|
SU191374A1 |
| СТАНОК ДЛЯ СКОРОСТНОГО ШЛИФОВАНИЯ и ПОЛИРОВАНИЯ плоских ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1966 |
|
SU184648A1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ШЛИФОВАНИЯ С СООБЩЕНИЕМ КРУГУ УГЛОВЫХ КОЛЕБАНИЙ | 1999 |
|
RU2163185C1 |
| СПОСОБ ШЛИФОВАНИЯ И ПОЛИРОВАНИЯ ОТВЕРСТИЙ | 2002 |
|
RU2237567C2 |
| ПОЛУАВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ И ПЛОСКИХ ПОВЕРХНОСТЕЙ | 1965 |
|
SU215060A1 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2164851C1 |
| ДВУСТОРОННИЙ ПЛАНЕТАРНЫЙ ПЛОСКОДОВОДОЧНЫЙ СТАНОК | 1992 |
|
RU2013198C1 |
| СТАНОК-АВТОМАТ ДЛЯ ПОЛУЧЕНИЯ ПЛОСКИХ, КОНИЧЕСКИХ И СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1967 |
|
SU195920A1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ОТВЕРСТИЙ | 1996 |
|
RU2103153C1 |