Известны станки-автоматы для получения плоских, конических и других иоверхноетей из хруиких материалов, содержащие качающийся суппорт с двумя ишилдельиыми головками, соверщаюидими движение подачи ио дуге окружности.
Предложенный станок-автомат отличается от известных тем, что каждый шпиндель инструмента выполнен I виде винта, находящегося ii циклоидальном зацеилеинп с боковыми винтамп и расположенного в корпусе, к которому подводится рабочая жидкость под давлением.
Предложенный стаиок-автомат улучшает качество обрабатываемой поверхности.
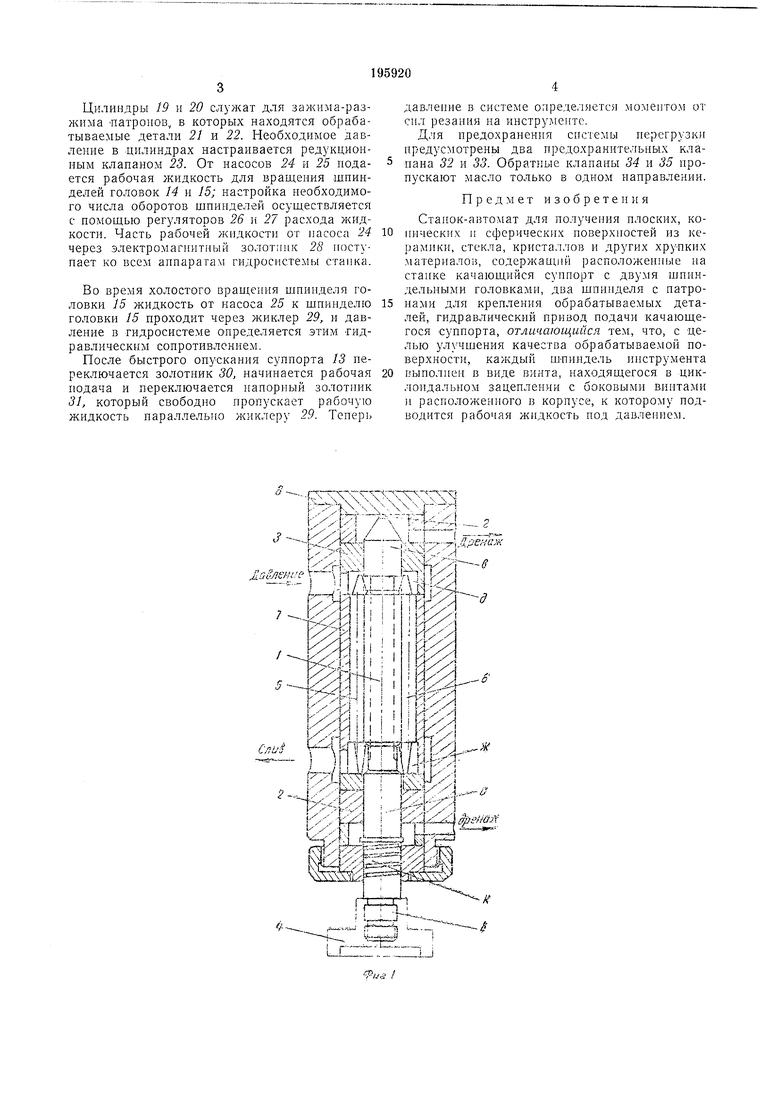
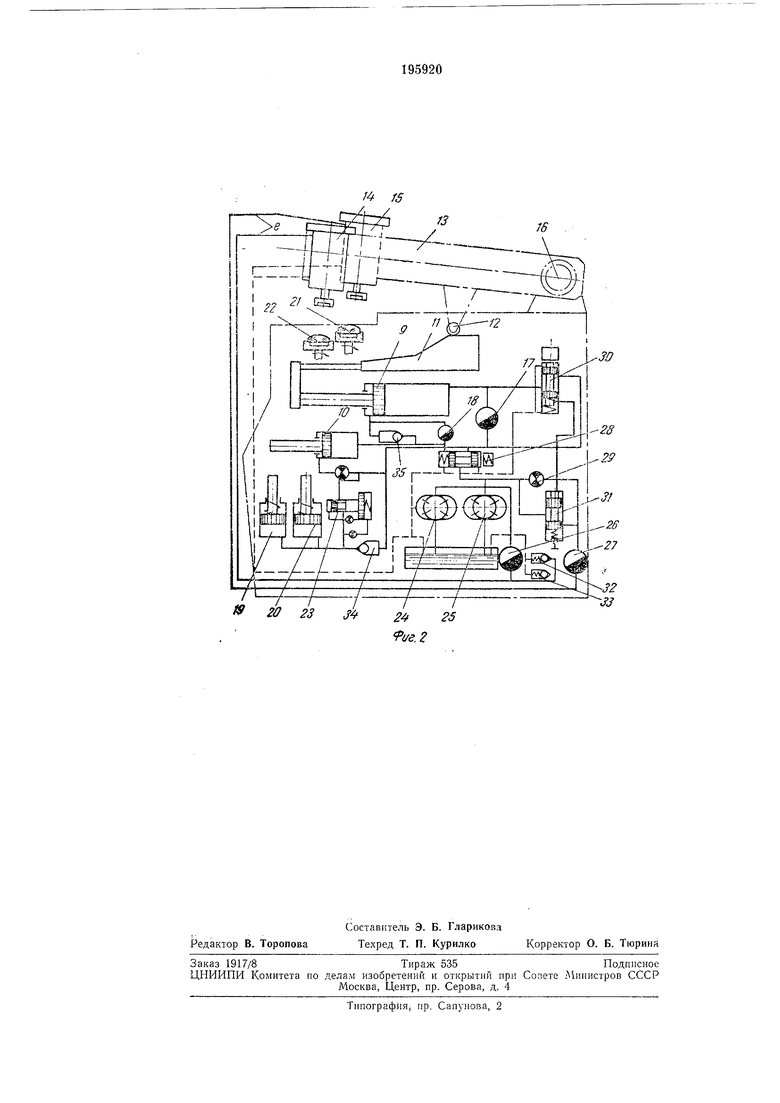
Па (. 1 показан узел щнин.деля инструмента станка; на фиг. 2--гидрокинематическая Схема станка в двухгпнпндельном исполненпп.
Шпиндель / инструмента вь1полнен в виде винта и имеет пплипдрнческие пояски а, б, в и сферический торец г. Пояски айве втулками 2 и 3 образуют радиальные подшипники скольжения. Горец г служит осевой опорой. Ма поясок 6 моптируется инструмент 4. Два боко1;ых вшгга 5 и 6 являются уплотннтелямп п вместе со шпинделем / расположены в обойме 7.
щихся в циклоидальном заценленнн н герметично отделяющих иолость давлеиия д от полости слива ж, пр:11И)дит ви11Т з1 во вращеиие. Боковые винты 5 и 6 в иередаче крутящего MOMeirra на ииструмечт не участвуют. Диаметр пояска в выбраи таким, чтобы обесиечить иоджим давлением жидкости 1ииинделя к крышке (S. Винтовая канавка к нредназначена для уплотпепия вращающегося шиииделя.
Устройства для загрузки-разгрузки и передачи деталей (на чертеже не показаны) работают от двух цилиндров 9 н 10. Шток иорщня цилиндра 9 связан с клином 11, па который опирается ролик 12 качающегося суппорта 13 с двумя щпппдельными головками 14 и 15. Суппорт соверщает движеппе подачи ио дуге окружности с осью качаиия 16.
Профиль клина // и пер ем еще и lie пори ни цнлнндра 9 определяет цнкл работы станка. При движении порплия цилиндра 9 вправо сунпорт 13 быстро онускается п происходит , рабочая иодача, которая регулируется регулятором 17 расхода жидкости, поставленным на выходе из поршневой полости цнлнндра 9. При двил ;ении поршня цп.тиндра 9 влево суппорт 13 быстро поднимается и совершается работа загрузочно-разгрузочного устройства. Дроссель 18 регулирует скорость движения поршня цилиндра 9 влево. Цилиндры 19 н 20 служат для зажима-разжима Патроиов, в которых находятся обрабатываемые детали 21 и 22. Необходимое давление в цилиндрах настраивается редукционным клапаном 23. От насосов 24 и 25 иодается рабочая жидкость для вращения шпинделей толовок 14 и 15; настройка необходимого числа оборотов шпинделей осуществляется с помощью регуляторов 26 и 27 расхода жидкости. Часть рабочей жидкости от иасоса 24 через электромагнитный золотник 2S поступает ко всем аппаратам гидросистемы станка. Во время холостого шпипделя головки 15 жидкость от насоса 25 к шпипделю головки 15 проходит через жиклер 29, и давлепие в гидросистеме определяется этим -гидравлическим сопротивлением. После быстрого опускания суппорта 13 переключается золотник 30, начинается рабочая подача и переключается напорный золотник 31, который свободно пропускает рабочую жидкость параллельно жиклеру 29. Теперь давление в системе определяется моментом от сил резания иа инструменте. Для предохрапеиия системы перегрузки предусмотрены два предохранительных клапана 32 и 33. Обратные клапаны 34 и .35 пропускают масло только в одном направлении. Предмет изобретения Станок-автомат для получения плоских, коипческих н сферических поверхностей из керамики, стекла, кристаллов и других хрупких материалов, содержащий расположенные на станке качающийся суппорт с дву.мя пшиндельными головками, два щпннделя с патронами для крепления обрабатываемых детаиТей, гидравлический привод подачи качающегося суппорта, отличающийся тем, что, с целью улучщения качества обрабатывае.мой поверхности, каждый ШПиндель ииструмента выполнен в виде винта, находящегося в циклоидальном заценлении с боковыми винтами и расположенного в корпусе, к которому подводится рабочая жидкость иод давлением.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ И ПЛОСКИХ ПОВЕРХНОСТЕЙ | 1965 |
|
SU215060A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК | 1970 |
|
SU262365A1 |
| Станок для закатки днищ сосудов высокого давления | 1974 |
|
SU555944A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ СОПРЯГАЕМЫХ ПОВЕРХНОСТЕЙ | 1991 |
|
RU2016704C1 |
| Станок для поперечной раскатки высокоточных цилиндрических оболочек | 1973 |
|
SU527221A1 |
| Полуавтоматический электрокопировальный фрезерный станок для обработки фасонных контуров больших размеров, в частности самолетных шаблонов | 1948 |
|
SU86730A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |
| Зубошлифовальный станок | 1973 |
|
SU454100A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ВРАЩАЮЩИМСЯ МНОГОЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 1971 |
|
SU422537A1 |
| РЕЗЬБОТОКАРНЫЙ ПОЛУАВТОМАТ С НЕРЕВЕРСИВНЫМ ШПИНДЕЛЕМ | 1969 |
|
SU241904A1 |
, И
/ .. и .
;
--wrtr
к х .--t::h i i I Ш/-Я
Рх- 4-i
- .- i ,.-1 . . I i
-И I
Hfittmipi feifertiKi
- I.-- P:.:I
l -vcia;;/ .-- J ,--x
IVVt:./. i p;:4.
-V, Ji i 1i -- .JW-JШ.
-64№ 20 23
J
76
30
