4
сл ю
Изобретение относится к металлообработке, в частности к обработке внутренних шлицевых отверстий протягиванием.
Цель изобретения повьпиение точности за счет концентричности выполнения внутренней окружности детали, делительной окружности и окружности впадин.
На чертеже представлена протяжка, общий вид.
Протялска содержит шлицевые режущие зубья 1, калибрующую часть с чередующимися направляющими щлицами и круглы ми зубьями 2 и 3. Между участком режущих шлицевых зубьев 1 и направляющим участком калибрующей части зубьев 2 и 3 размещен участок режуи1е-направляющих зубьев А. Вершины зубьев 4 явля- ются реж и1ими, а боковые поверхности - направляющими. Вершины направляющих зубьев 2 калибрующей части являются также режущими, а боковые поверхности - направляющими. По наруж- ному диаметру зубья 2 и 4 выполнены с задним углом. Наличие заднего угла по наружному диаметру зубьев 2 и А позволяет использовать их как режущие для формирования диаметра впадин шлиц детали, а постоянный щлицевый профиль и отсутствие бокового заднего угла позволяют использовать зубья 2 и 4 . как шлицевые направляющие с минималь- ным зазором между их шлицевым профилем и профилем шлиц обрабатьшаемой детали.
Протяжка работает следующим образом.
Режущие зубья 1 формируют окончательный профиль боковой поверхности шлиц детали. Затем в,работу вступают реж- тце-направляющие шлицевые зубья А, которые не имеют бокового заднего угла и с минимальным зазором центри0
г 05 Q
5
0
р -ются по боковой поверхности уже окончательно сформированных шлиц ли, одновременно обрабатьшая диаметр впадин щлицев детали в первом приближении. После этого в работу вступает калибрующая часть протяжки с круглыми зубьями 3 и режуще-направляющими пшицевыми зубьями 2. Режуще- направляющие зубья 2 подобно зубьям А не ийеют бокового заднего угла и по профилю также максимально приближены к шлицевому профилю обрабатътаемой детали. За счет этого сводится к минимуму боковой зазор между зубьями 2 протяжки и щлицевым профилем детали, что позволяет точно центрировать протяжку по уже сформированному шлице- вому профилю детали. Одновременно с центрированием зубья 2 обрабатывают в окончательный размер диаметр впадин шлиц детали, а круглые зубья 3 окончательно формируют внутренний диаметр обрабатьшаемой детали. Это позволяет получить высокую точность по концентричности внутреннего диаметра детали, делительного диаметра и диаметра впадин шлиц детали.
Формула изобретения
Шлицевая протяжка, включающая шли- цевые режуише зубья, калибрующую часть с чередованием шлицевых круглых зубьев и направляющего участка, отличающаяся тем, что, с целью повышения точности, между стком режущих ишицевых зубьев и направляющим участком калибрующей части зубьев выполнен дополнительный участок щлицевых зубьев с вершинными режущими кромками и шириной, равной ширине шлицевых режущих зубьев, при этом зубья направляющего участка калибрующей части выполнены с верщинны- ми режущими кромками.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПРОФИЛЯ ЗУБЬЕВ ШЛИЦЕВЫХ ПРОТЯЖЕК | 2015 |
|
RU2586185C1 |
| Шлицевая протяжка | 1982 |
|
SU1202760A1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2019 |
|
RU2709881C1 |
| Шлицевая протяжка | 1990 |
|
SU1745444A1 |
| СБОРНАЯ ПРОТЯЖКА | 1991 |
|
RU2028883C1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2021 |
|
RU2774195C1 |
| Способ обработки шлицевых отверстий | 1987 |
|
SU1657293A1 |
| ШЛИЦЕВОЕ УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИЦЕВОГО УСТРОЙСТВА | 2012 |
|
RU2499652C2 |
| МЕТЧИК-ПРОТЯЖКА | 1992 |
|
RU2008146C1 |
| ПРОТЯЖКА ДЛЯ ОБРАБОТКИ БОКОВЫХ ПОВЕРХНОСТЕЙ | 1966 |
|
SU188263A1 |
Изобретение относится к области металлообработки, в частности к обработке внутренних шлицевых отверстий протягиванием. Цель изобретения - повьшение точности за счет концентричности вьтолнения внутренней окружности детали, делительной окружности и окружности впадин шлиц. Протяжка содержит шлицевые режущие зубья 1, калибрующую часть с чередующимися правляющими шлицами и круглыми зубьями 2 и 3 . Между участком режущих зубьев 1 и направляющим участком калибрующей части зубьев 2 и 3 размещен участок режуще-направляющих зубьев 4. Вершины зубьев 4 являются режущими, а боковые поверхности - направляющими. Вершины направляющих зубьев 2 калибрующей части также являются режущими, а боковые поверхности - направляющими. 1 ил.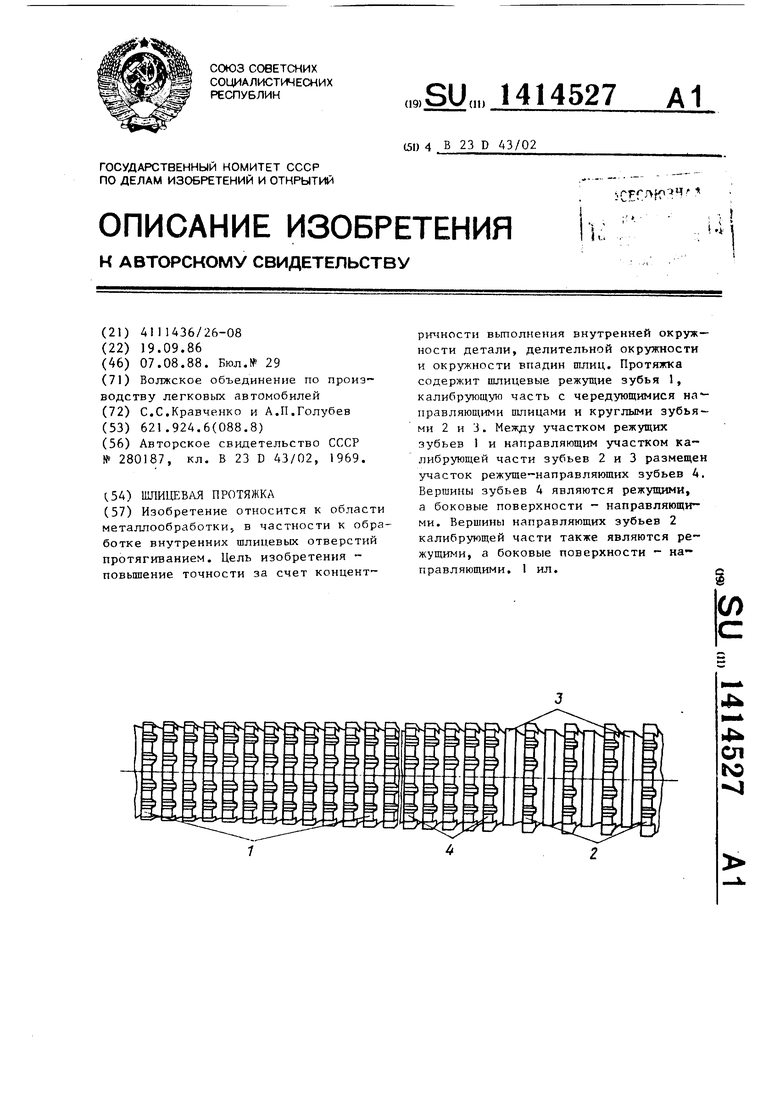
| ШЛИЦЕВАЯ ПРОТЯЖКА | 0 |
|
SU280187A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
