Изобретение относится к машиностроению, преимущественно к сборным инструментам для металлообработки.
Известна сборная протяжка, содержащая корпус, сменные секции, переднюю направляющую и средства фиксации секций.
Корпус протяжки выполнен с тремя призматическими пазами, расположенными под углом 120о относительно друг друга, а каждая сменная секция имеет три резьбовых отверстия для винтов [1].
Недостатком такой сборной протяжки является сложность и ненадежность конструкции средств фиксации секций из-за возможности смещения секций относительно друг друга в процессе эксплуатации вследствие ослабления винтов.
Наиболее близким техническим решением к изобретению является сборная протяжка [2] , содержащая оправку, рабочие элементы, средства базирования рабочих элементов.
Средства базирования выполнены в виде выступов и соответствующих им впадин, при этом рабочие элементы представляют собой диски конусообразной формы с выступами и впадинами на торцах.
Недостатком такой сборной протяжки является сложность конструкции рабочих элементов (дисков конусообразной формы) и обусловленная этим трудность выполнения на торцах впадин и соответствующих им выступов, требует высокой точности (в пределах 0,01-0,015 мм) выполнения поверхностей и специальных методов контроля симметричности выступов и впадин относительно отверстий. Это исключает восстановительный ремонт сменных секций, что снижает эксплуатационные качества протяжек данной конструкции.
Задачей изобретения является повышение эксплуатационных качеств и ремонтопригодности протяжки.
Это достигается тем, что сборная протяжка, содержащая оправку с расположенными на ней направляющей, сменными режущими и калибровочной секциями, выполненные на торцах секций элементы базирования и угловой фиксации, снабжена расположенным на заднем конце оправки и зафиксированным от поворота посредством винта опорным базирующим кольцом с наружным диаметром, равным внутреннему диаметру шлицев протяжки, и с элементами базирования и угловой фиксации на торцовой поверхности со стороны калибровочной секции, при этом элементы базирования и угловой фиксации выполнены в виде симметрично расположенных на торцах упомянутых секций, направляющей и опорного базирующего кольца относительно проходящей через ось протяжки плоскости выступа и впадины, причем у боковой стенки выступа и впадины выполнено занижение для обеспечения точной фиксации и прилегания секций друг к другу, при этом в калибрующей секции со стороны впадины элемента базирования и угловой фиксации и опорного базирующего кольца выполнен сквозной прямоугольный паз, одна из боковых сторон которого лежит в плоскости, проходящей через ось протяжки и боковую стенку выступа и впадины элемента базирования и угловой фиксации, причем упомянутая плоскость проходит также через противолежащие шлицы секций, деля их на симметричные части.
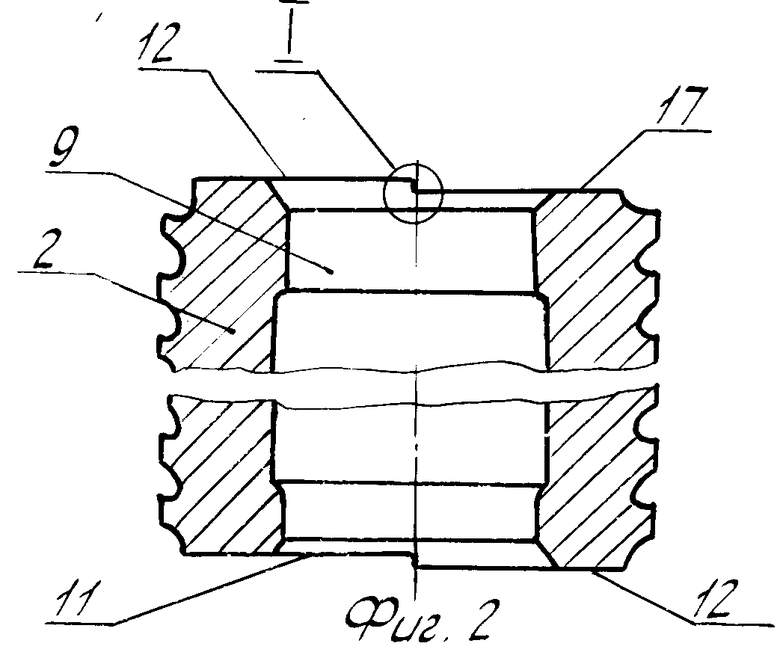
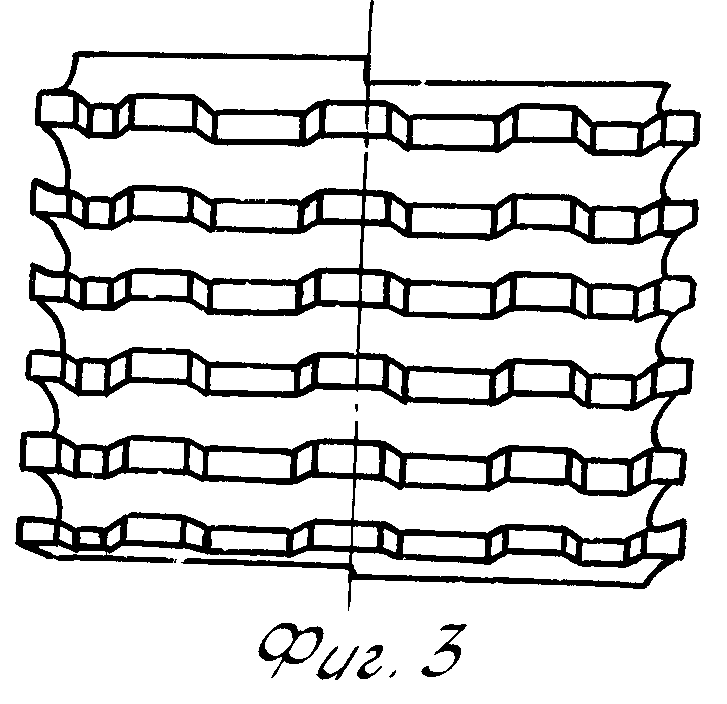
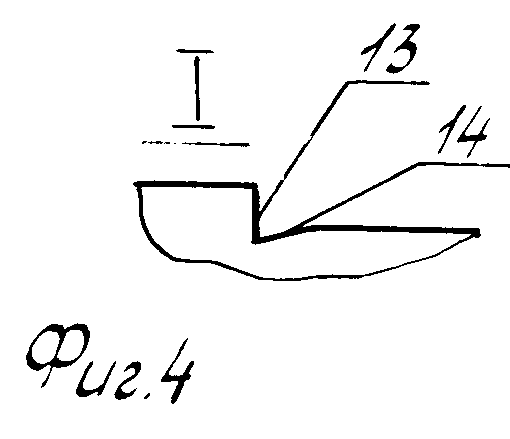
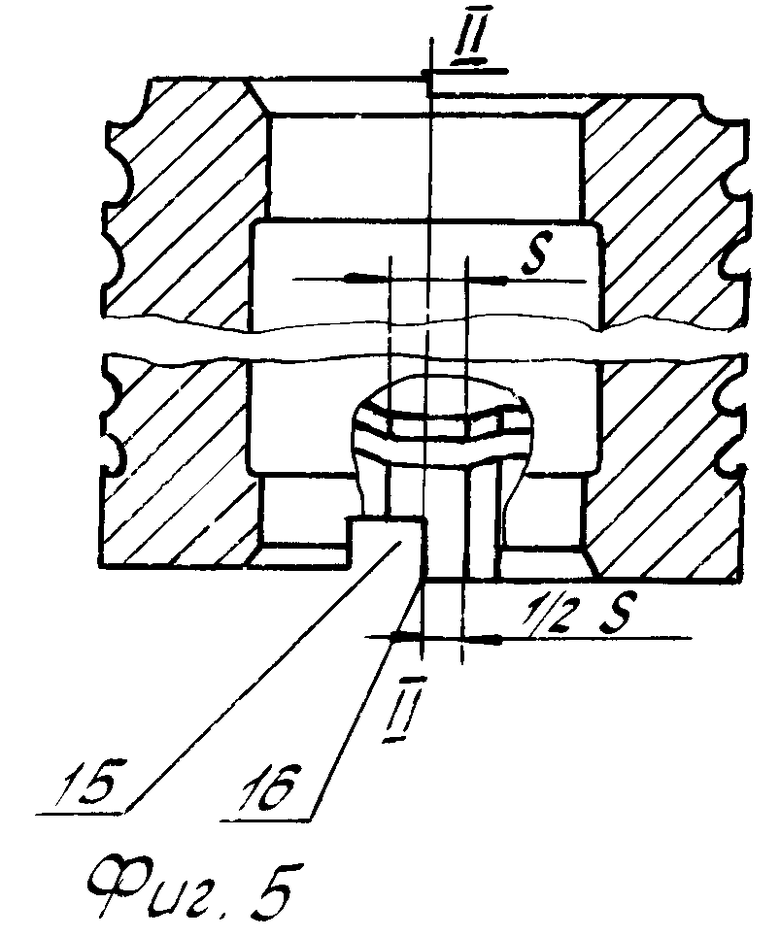
На фиг. 1 изображена сборная протяжка, общий вид; на фиг. 2 - сменная режущая секция, продольный разрез; на фиг. 3 - то же, общий вид; на фиг. 4 - узел I на фиг. 2; на фиг. 5 - калибрующая секция, продольный разрез.
Сборная протяжка содержит оправку 1 с опорным венцом 2 и резьбой 3 на втором конце, направляющую секцию 4, сменные режущие секции 5, калибрующую секцию 6, опорное базирующее кольцо 7 со средствами его фиксации на корпусе в виде винта 8.
Секции 4, 5, 6 и опорное базирующее кольцо 7 выполнены с центральным отверстием 9 для размещения их на оправке. Секции на корпусе закреплены посредством гаек 10. Угловая фиксация секций относительно друг друга выполнена в виде впадины 11 на одном из торцов каждой секции и соответствующего по форме впадины выступа 12 на другом конце секции.
Впадина выполнена и на опорном базирующем кольце 7. У боковых стенок 13 впадины 11 и выступа 12 секций и опорного базирующего кольца 7 выполнены занижения 14. Калибровочная секция 6 со стороны опорного базирующего кольца 7 выполнена с дополнительным контрольным прямоугольным пазом 15, находящимся одной боковой стенкой 16 в плоскости II-II, проходящей диаметрально через противостоящие шлицы секции и делящей ее (и шлицы) на две равные симметричные части с возможностью захода в паз измерительного инструмента для точного при шлифовальной операции замера расстояния от его контрольной плоскости (стенки) 16 по боковой плоскости шлица, которое принимается равным 1/2 толщины шлица s.
Сборка протяжки осуществляется следующим образом.
На оправку 1 устанавливают опорное базирующее кольцо 7 до упора в венец 2 и закрепляют винтом 8, входящим в углубление корпуса. Затем устанавливается калибровочная секция 6, выступ 12 которой заходит во впадину 11 опорного базирующего кольца 7. На калибрующую секцию 6 устанавливаются сменные режущие секции 5, которые фиксируются относительно друг друга и относительно калибровочной секции 6 подобным образом.
На сменную режущую секцию 5 устанавливают направляющую секцию 4, фиксируя заходом ее выступа 12 во впадину 11 сменной режущей секции 5 и закрепляя полный пакет секций 4, 5 и 6 посредством гаек 10. Благодаря точному выполнению боковых стенок 16 выступов 12, делящих секции симметрично на две равны части, а также выполнению у боковых стенок 13 впадины 11 и выступа 12 всех секций занижения 14 обеспечивается качественная сборка протяжки с точной угловой фиксацией секций и получение затем качественного шлицевого отверстия в детали.
Выполнение же на калибрующей секции дополнительного контрольного прямоугольного паза, стенка которого находится в одной плоскости со стенкой впадины даст возможность с точностью до ± 0,005 мм разделить шлиц и секцию на две симметричные части. Этот паз даст возможность при шлифовании для захода измерительного инструмента получения необходимой точности. Шлифование остальных шлицев секций обеспечивается делительным устройством (головкой).
Это даст в конечном итоге возможность производить восстановительный ремонт с последующей шлифовкой отдельно взятой секции или изготовление новой с получением сборки протяжки точной угловой фиксации секций относительно друг друга, что повышает эксплуатационные качества и ремонтопригодность протяжки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНАЯ ШЛИЦЕВАЯ ПРОТЯЖКА С РЕЕЧНЫМИ РЕЖУЩИМИ СЕКЦИЯМИ | 1996 |
|
RU2100155C1 |
| СПОСОБ ОБРАБОТКИ ПРОФИЛЯ ЗУБЬЕВ ШЛИЦЕВЫХ ПРОТЯЖЕК | 2015 |
|
RU2586185C1 |
| ПРОТЯЖКА ДЛЯ ОБРАБОТКИ ПАЗОВ | 1992 |
|
RU2047429C1 |
| Протяжка для обработки поверхностей | 1983 |
|
SU1152794A1 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ ЯЧЕЕК УРАНОГРАФИТОВЫХ РЕАКТОРОВ | 2000 |
|
RU2187417C2 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ ЯЧЕЕК УРАНОГРАФИТОВЫХ РЕАКТОРОВ | 2003 |
|
RU2234397C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ КОЛЕС И ОПРАВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2376122C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ШЛИЦЕВЫХ КОЛЕЦ-КАЛИБРОВ | 1991 |
|
RU2049303C1 |
| СБОРНЫЙ ГИПЕРБОЛОИДНЫЙ ЧЕРВЯЧНЫЙ ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ, СМЕННЫЕ ПОВОРОТНЫЕ НЕПЕРЕТАЧИВАЕМЫЕ РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ И СПОСОБ ИХ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2634565C2 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБ МЕТЧИКАМИ И ПЛАШКАМИ НА ТОКАРНОМ СТАНКЕ | 2003 |
|
RU2271904C2 |
Использование: изобретение относится к машиностроению, преимущественно к сборным инструментам для металлообработки. Сущность изобретения: в сборной протяжке на оправке 1 размещены направляющая 4, сменные режущие 5, калибровочные 6 секции и опорное базирующее кольцо 7, на соответствующих торцах которых выполнены элементы базирования и угловой фиксации в виде симметрично расположенных относительно проходящей через ось протяжки плоскости выступов и впадин, у боковой стенки которых выполнено занижение. В калибровочной секции со стороны впадины элемента базирования и угловой фиксации выполнен сквозной прямоугольный паз. 5 ил.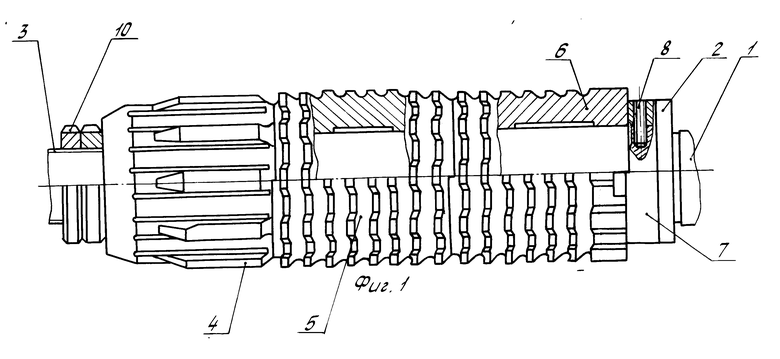
СБОРНАЯ ПРОТЯЖКА, содержащая оправку с расположенными на ней направляющей, сменными режущими и калибровочной секциями, выполненные на торцах секций элементы базирования и угловой фиксации, отличающаяся тем, что протяжка снабжена расположенным на заднем конце оправки и зафиксированным от поворота посредством винта опорным базирующим кольцом с наружным диаметром, равным внутреннему диаметру шлицев протяжки, и с элементами базирования и угловой фиксации на торцевой поверхности со стороны калибровочной секции, при этом элементы базирования и угловой фиксации выполнены в виде симметрично расположенных на торцах упомянутых секций, направляющей и опорного базирующего кольца относительно проходящей через ось протяжки плоскости выступа и впадины, причем у боковой стенки выступа и впадины выполнено занижение для обеспечения точной фиксации и прилегания секций одна к другой, при этом в калибрующей секции со стороны впадины элемента базирования и угловой фиксации и опорного базирующего кольца выполнен сквозной прямоугольный паз, одна из боковых сторон которого лежит в плоскости, проходящей через ось протяжки и боковую стенку выступа и впадины элемента базирования и угловой фиксации, причем упомянутая плоскость проходит также через противолежащие шлицы секций, деля их на симметричные части.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СБОРНАЯ ПРОТЯЖКА | 0 |
|
SU332947A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
