L
о ел
х| Ю Ч CJ
Изобретение относится к металлообработке и может найти применение при производстве мелкашлицевых отверстий и мелкомодульных зубчатых колес с внутренними зубьями.
Цель изобретения - упрощение протягивания отверстий с мелкошлицевым или мелкомодульным профилем за счет сокращения движений формообразования.
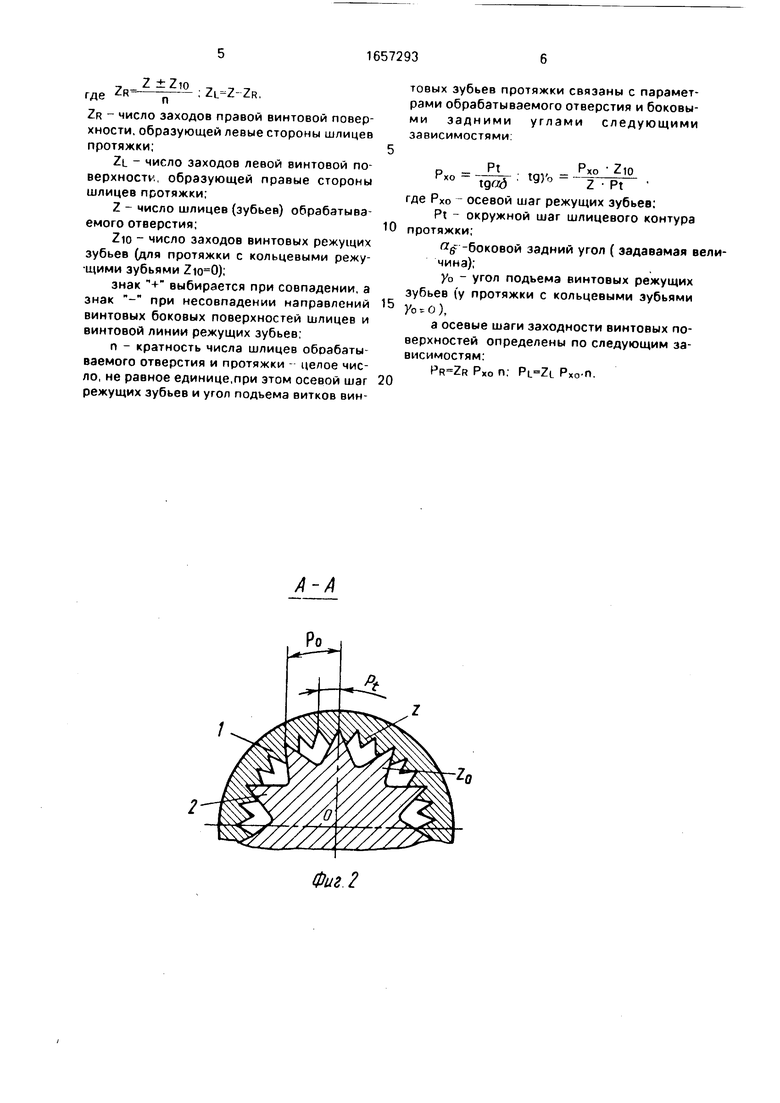
На фиг. 1 изображена схема для иллю- страции предложенного способа получения шлицевого отверстия; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - развертка по делительному диаметру режущей части протяжки; на фиг. 4 - вид Б на фиг 3.
Протягивание шлицевого (зубчатого) изделия 1 осуществляют шлицевой протяжкой 2, имеющей расположенные на винтовых поверхностях 3 и 4 шлицы 5 и винтовые режущие зубья 6, при ее осевом рабочем движении Dr.
Число шлицев Z изделия больше числа шлицев Z0 протяжки в целое (кратное) число п раз (на фиг. 2 кратность ), что обеспечивает многократное увеличение межпро- фильной зоны шлицевой протяжки, тем самым упрощается технология ее изготовления. Выбор числа п производится с учетом именно возможности изготовления инструмента любого малого модуля. При этом окружной шаг шлицев протяжки Pt0 должен быть в п раз больше окружного шага Pt изделия (на фиг. 2 и 3 ).
Протяжка может иметь как винтовые режущие зубья б с числом заходов Zio, так и кольцевые, если . Чтобы получаемое число шлицев Z изделия точно соответствовало заданному Z, шлицевые выступы протяжки располагаются на винтовых поверхностях с таким расчетом, чтобы в процессе протягивания происходило формирование шлицевого контура изделия с числом шлицев Z. Это достигается тем, что правая 3 и левая 4 боковые винтовые поверхности имеют заходность, связанную с чис- лом шлицев Z изделия зависимостями
7 Z ± Zio ..-,-.
;; ZL Z-ZR;
где ZR - число заходов правой винтовой поверхности, образующей левые стороны шлицев протяжки:
ZL - число заходов левой винтовой поверхности, образующей правые стороны шлицев протяжки;
Z - число шлицев (зубьев) изделия;
Zicr число заходов винтовых режущих зубьев (для протяжки с кольцевыми режущими зубьями );
Рхо
знак -( выбирается при совпадении, а - при несовпадении направлений винтовых боковых поверхностей шлицев и винтовой линии режущих зубьев,
п - кратность числа шлицев изделия и протяжки - целое число, не равное единице.
Выбор параметров винтовых поверхностей 3 и 4, образующих стороны шлицев протяжки, обусловлен также обеспечением требуемых для процесса резания задних углов, гак как углы наклона этих винтовых поверхностей AR иА( образуют соответственно правые и левые боковые задние углы, т. е AR otfR ; AL «dL.
Осевой шаг режущих зубьев 6 и углы подъема витков винтовой линии (если зубья винтовые) определяются требуемыми для осуществления процесса протягивания величинами боковых задних углов, а именно
Pt Рхо Zio tg«0 Т9У° Z- Pt Рхо - осевой шаг режущих зубьев,
Pt окружной шаг шлицевого контура изделия;
сед боковой задний угол (конструктивная задаваемая величина);
УО угол подъема винтовых режущих зубьев (у протяжки с кольцевыми зубьями
Уо OJ.
При найденных (или заданных) параметрах винтовых поверхностей 3 и 4 значения осевых шагов этих поверхностей должны удовлетворять зависимостям
Рхо n; Рхо П.
Использование протяжки с параметрами, рассчитанными по приведенным зависимостям, обеспечит осуществление предлагаемого способа получения мелкошлицевых отверстий в изделиях типа втулок и мелкомодульных колес внутреннего зацепления.
Формула изобретения
Способ обработки шлицевых отверстий в изделиях типа втулок или колес внутреннего зацепления шлицевой протяжкой с винтовыми зубьями при ее осевом перемещении, отличающийся тем, что, с целью упрощения протягивания отверстий с мелкошлицевым или мелкомодульным профилем, используют протяжку, число шлицев которой меньше числа шлицев или зубьев обрабатываемого отверстия в кратное число раз, на режущих зубьях правые и левые боковые стороны шлицев расположены соответственно на левых и правых общих многозаходных винтовых поверхностях, угол наклона винтовой линии которых равен боковому заднему углу, а числа заходов выбирают по следующим зависимостям
ZR
Z±Zio
, ZL-Z- ZR,
где - n
ZR - число заходов правой винтовой поверхности, образующей левые стороны шлицев протяжки;
ZL - число заходов левой винтовой поверхности, образующей правые стороны шлицев протяжки;
Z - число шлицев (зубьев) обрабатываемого отверстия;
Zio число заходов винтовых режущих зубьев (для протяжки с кольцевыми режу- щими зубьями );
знак + выбирается при совпадении, а знак - при несовпадении направлений винтовых боковых поверхностей шлицев и винтовой линии режущих зубьев;
n - кратность числа шлицев обрабатываемого отверстия и протяжки - целое число, не равное единице,при этом осевой шаг режущих зубьев и угол подьема витков винтовых зубьев протяжки связаны с параметрами обрабатываемого отверстия и боковыми задними углами следующими зависимостями.
Рхо
Pt
tav - Z Q
tg)o - z . pt
xo igad
где Рхо осевой шаг режущих зубьев:
Pt - окружной шаг шлицевого контура
протяжки;
а$ -боковой задний угол ( задавамая величина); УО - угол подьема винтовых режущих
зубьев (у протяжки с кольцевыми зубьями
Уо.О),
а осевые шаги заходности винтовых поверхностей определены по следующим зависимостям:
Рхо n; Pxo-n. 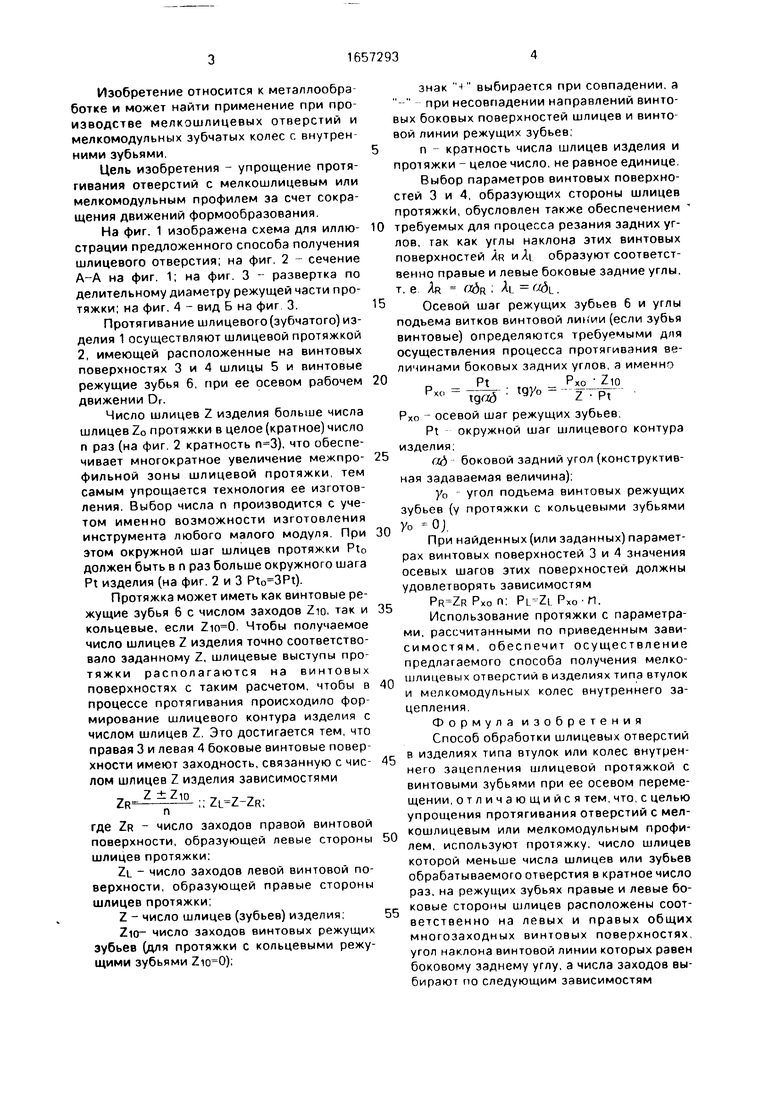
| название | год | авторы | номер документа |
|---|---|---|---|
| Фреза червячная незатылованная и способ ее изготовления | 1986 |
|
SU1360924A1 |
| Шлицевая протяжка | 1985 |
|
SU1271684A1 |
| Способ изготовления червячной фрезы | 1986 |
|
SU1364415A1 |
| Способ шлифования зубчатых режущих инструментов | 1988 |
|
SU1604565A1 |
| Способ изготовления цилиндрической червячной фрезы | 1990 |
|
SU1787715A1 |
| Зуборезный долбяк | 1987 |
|
SU1414530A1 |
| УСТРОЙСТВО ДЛЯ ПРОТЯГИВАНИЯ | 1988 |
|
RU2028884C1 |
| СПОСОБ ОБРАБОТКИ ПРОФИЛЯ ЗУБЬЕВ ШЛИЦЕВЫХ ПРОТЯЖЕК | 2015 |
|
RU2586185C1 |
| Шлицевая протяжка | 1990 |
|
SU1745444A1 |
| Плоская протяжка | 1985 |
|
SU1335387A1 |
Изобретение относится к металлообработке и найдет применение при обработке шлицевых отверстий в изделиях типа втулок или колес внутреннего зацепления. Цель изобретения - упрощение протягивания отверстий с мелкошлицевым или мелкомодульным профилем за счет сокращения движений формообразования. Обработки шлицевых отверстий в изделиях 1 (типа втулок или колес внутреннего зацепления) производят шлицевой протяжкой 2 с винтовыми зубьями, которой сообщают осевое перемещение. Число шлицев протяжки меньше числа шлицев или зубьев обрабатываемого отверстия в кратноэ число раз. На режущих зубьях правые и левые боковые стороны шлицев расположены соответственно на левых и правых общих многозаходных винтовых поверхностях, угол наклона винтовой линии которых равен боковому заднему углу, при этом число заходов винтовых поверхностей, их осевые шаги, осевой шаг режущих зубьев и угол подьема витков винтовых определяют из приведенных зависимостей. 4 ил. ел С
А-А
Фиг 2
Фиг. 3
Вид 6
Фиг. 4
| Щеголев А | |||
| В | |||
| Конструирование протяжек | |||
| Машгиз, 1960, с | |||
| Способ добывания бензина и иных продуктов из нефти, нефтяных остатков и пр. | 0 |
|
SU211A1 |
