Изобретение относится к металлообработке и может быть использовано при протягивании различных пазов.
Цель изобретения - повышение технологичности протяжки за счет снижения трудоемкости фрезерования и шлифования шлицевых пазов.
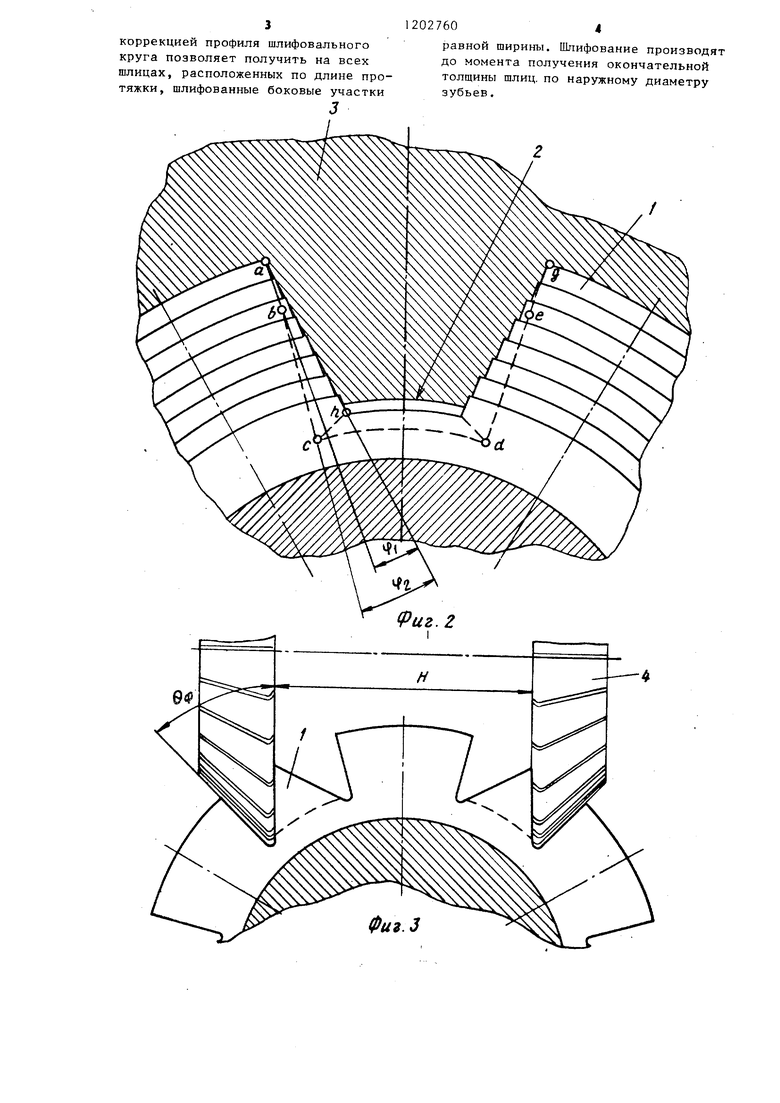
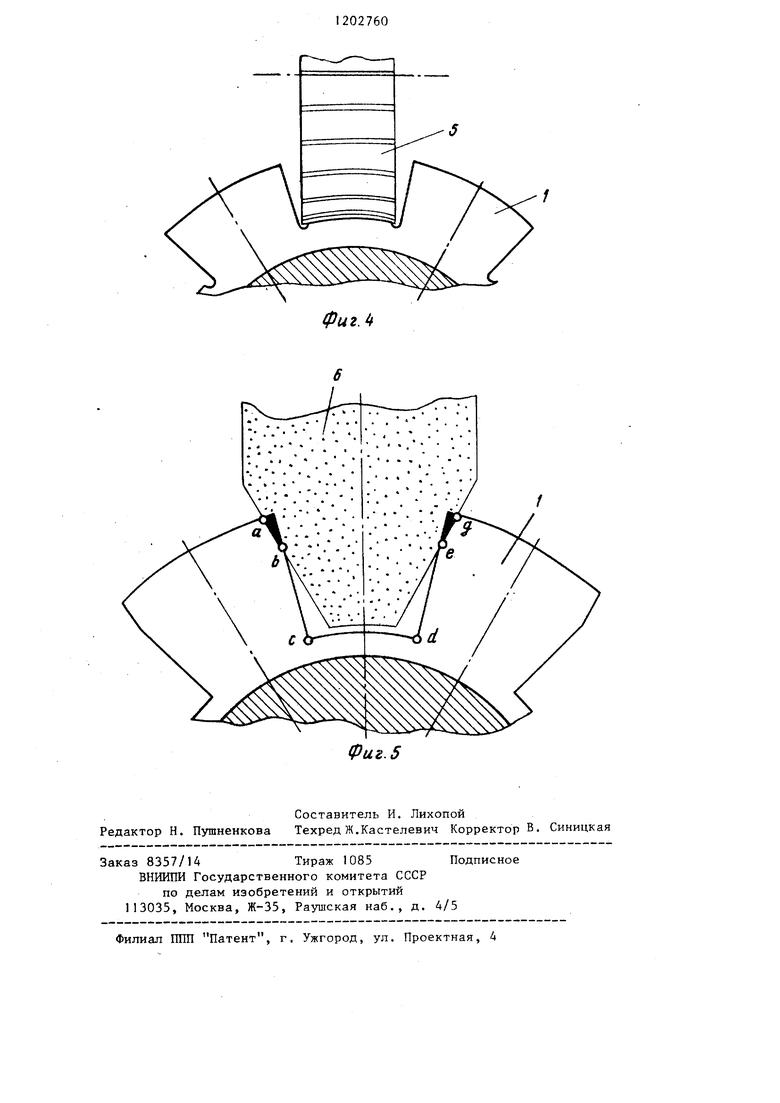
На фиг. 1 представлена протяжка, общий вид; на фиг. 2 - взаиморасположенные детали и протяжки в процессе протягивания; на фиг. 3 - схема фрезерования зубьев протяжки одноугловыми фазами; на фиг. 4 - схема фрезерования зубьев протяжки фрезой прямого профиля; на фиг. 5 - схема заточки зубьев протяжки шлифовальным кругом.
Протяжка содержит режущие зубья выполненные в виде шлицевых выступов, боковые поверхности которых Ьс и с cj и режущие кромки OkS и de расположены под углами V и f относительно обработанной боковой поверхности шлицевого паза 2 детали 3,. причем Y. Величина хЬ должна бы не меньше величины подъема на зуб (или на секцию зубьев).
В процессе протягивания при относительном поступательном переме- П1ении протяжки и обрабатываемой детали каждый зубец . поочередно вступает в работу, срезая стружку определенной толщины. При этом боковая поверхность Бс, а также нерабочая часть режушей кромки а располагаются на некотором расстоянии от поверхности Ovh детали 3,
Фрезерование шлицевых пазов осу- ществляют на фрезерном станке, при
этом хвостовик протяжки (не показан поднимают на некоторую расчетную величину, которая больше, чем величина подъема хвостовика при шлицешли фовании.
Фрезерование производят в два перехода. При первом переходе фрезерование осуществляют двумя фрезами 4 одновременно, а подъем хвостовика осуществляют на расчетную величину по формуле
§ill i- I :4lEllL
l Sln 6,:p
где R - радиус первого шлицевого
зуба;
К„ - радиус последнего режущего шлицевого зуба;
vcp -
1 - расстояние между первым и
последним режущим щлицевыми зубьями;
L - длина протяжки; бф - откорректированный угол при
вершине одноугловой фрезы. Расстояние между фрезами рассчитывается по формуле
Sin ( К +,),
К п
где
где диаметр впадин между шлицами;
количество шлицев, заключенных между фрезами, величина расчетная; число шлицев протяжки; д. Т1 bj п
icp - толщина шлица протяжки с учетом припуска на шлифование .
После фрезерования двумя одноугловыми фрезами 4 между соседними щлицевыми зубьями 1 остается припуск, который снимается фрезой прямого профиля 5 при втором переходе операции шлицефрезерования. При этом переходе заготовку располагают горизонтально относительно направления продольной подачи стола станка.
Шлифование шлицевых пазов производят на шлифовальном станке профилированным шлифовальным кругом 6. Протяжку устанавливают на центрах (не показаны) в горизонтальном положении. Осуществляют подъем хвостовика на расчетную величину и производят шлифование каждого паза поочередно методом единичного деления .
Величину подъема хвостовика определяют по формуле
§in V(HiiRilL r Sin0K
где 0| - половина откорректированного угла профиля шлифо- .вального круга.
Установив задний хвостовик протяжки относительно переднего вьш1е
на величину С и заправив пшифо- вальный круг 6 под углом 2 9, производят шлифование шлиц.
Фрезерование шлиц с подъемом хвостовика на расчетную величину Cq,
при определенной коррекции угла
Фрезы и последующее шлифование шлиц также с подъемом хвостовика на расчетную величину Сц, с соответствующей
коррекцией профиля шлифовального круга позволяет получить на всех шлицах, расположенных по длине протяжки, шлифованные боковые участки
12027604
равной ширины. Шлифование производят до момента получения окончательной толщины шлиц, по наружному диаметру зубьев.
Фиг Л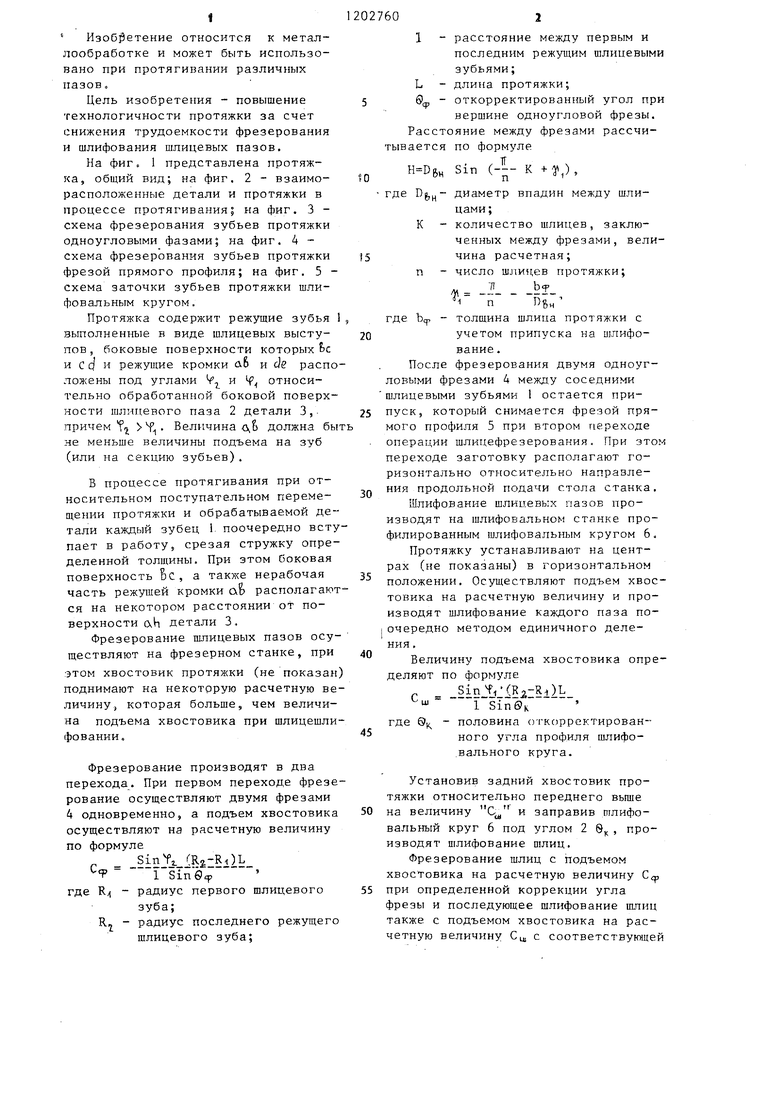
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПРОФИЛЯ ЗУБЬЕВ ШЛИЦЕВЫХ ПРОТЯЖЕК | 2015 |
|
RU2586185C1 |
| Шлицевая протяжка | 1990 |
|
SU1745444A1 |
| СПОСОБ ОБРАБОТКИ РАДИАЛЬНОЙ ТОРЦЕВОЙ КАНАВКИ НА ДЕТАЛИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ (ВАРИАНТЫ) | 2017 |
|
RU2648174C1 |
| Сборная червячная фреза с групповой схемой резания | 2019 |
|
RU2720011C1 |
| УСТРОЙСТВО ДЛЯ ПРОТЯГИВАНИЯ | 1988 |
|
RU2028884C1 |
| Шлицевая протяжка | 1986 |
|
SU1414527A1 |
| Способ фрезерования врезных зубьев колеса | 1990 |
|
SU1819195A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2017 |
|
RU2678222C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНОЙ МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162782C2 |
| КОМБИНИРОВАННАЯ ДИСКОВАЯ МОДУЛЬНАЯ ФРЕЗА | 2011 |
|
RU2467839C2 |

Составитель И, Лихопой Редактор Н. Пушненкова Техред Ж.Кастелевнч Корректор В. Синицкая
Заказ 8357/14Тираж 1085 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ШШ Патент, г. Ужгород, ул. Проектная, 4
Фиг. 5
| Щеголев А | |||
| В | |||
| Конструирование протяжек | |||
| М.-Л.: Машгиз, 1960, с | |||
| Аппарат для передачи изображений на расстояние | 1920 |
|
SU171A1 |
| Машина для разделения сыпучих материалов и размещения их в приемники | 0 |
|
SU82A1 |
