|
О1
Изобретение относится к испытательной технике и может быть использовано для определения прочностных свойств сварного соединения при на- личии конструктивных непроваров.
Цель изобретения - поньшение точности при моделировании непровара изделий, состыкованных с зазором или натягом,
На чертеже представлен образец, общий вид.
Образец сварного соединения состоит из пластин 1 и 2, состыкованных по кромкам 3 с заданным зазором или натягом соответственно в двухступенчатом прямоугольном вырезе 4 или 5 пластины 1. Сварной шов 6, состоящий из двух участков, выполнен в двух трапецеидальных разделках 7, распо- ложенных симметрично относительно оси прямоугольных вырезов 4 и 5 на их границе 8. Для моделирования непровара, возникающего в зоне .приварки патрубка к стенке сосуда давления, п растины 1 и 2 выполнены с наплавками 9 и 10 соответственно. Для закрепления образца в захватах испытательной установки и проведения испытаний внецентренной нагрузкой в пластине 1 выполнены сквозные отверстия 11 симметрично относительно оси вырезов 4 и 5 и разрез 12 от нижней кромки пластины до дна выреза 5. Для создания заданной предварительно нагрузки в сварном шве 6 образец снабжен талрепом 13, закрепленным на параллельных стенках выреза 4 в канавках 14, а пластина 2 - датчиком 15 деформации
.Образец сварного соединения изго- тавливают в следующей последовательт ности.
В пластине 1 выполняют ступенчатый вырез 4 и 5, затем прорезают канавки 14, высверливают отверстия 11, наносят наплавку 9 и выполняют разделку 7 под сварные швы 6. Далее осуществляют посадку пластины 2 с заданной величиной натяга или зазора в прямоугольный вырез 5 пластины 1 так чтобы она не касалась его дна, и накладывают сварные швы 6. Затем в центре пластины 2, чуть ниже линии, соединяющей корни сварных швов 6, наклеивают (или крепят точечной сваркой) датчик 15 деформации и записывают его показание, соответствующее выбранной величине натяга (или зазора) , выполняют разрез 12 и в канав
O
5 0 5 О
Q
5 -
5
ки 14 вставляют талреп 13. Закручивая талреп 13 и следя за показанием датчика 15, добиваются того, чтобы его показание совпало с тем, которое было зафиксировано до выполнения разреза 12. После этого сварной образец готов к работе.
Таким образом, в предлагаемом образце сварного соединения можно варьировать величину натяга или зазора как на этапе посадки пластины 2 в вырез 5 пластины 1, так и на этапе закручивания талрепа 13 и подготовки образца к испытаниям. Тем самым повьшгается как точность моделирования самого Непровара, возникающего в зоне приварки патрубка к стенке плакированного сосуда давления, так и точность моделирования условий на- гружения в зоне непровара. Наличие в предлагаемом образце двух сварных швов 6 позволяет уменьшить число испытаний при сравнительном исследовании различных технологий приварки J патрубка к стенке плакированного
сосуда давления.
Формула изобретения
1. Образец сварного соединения для испытания внецентренной нагрузкой, содержащий две состыкованные кромками пластины с отверстиями для захватов, первая из которых имеет наплавку на кромке, перпендикулярную состыкованной кромке, и сварной шов, рас- положенньй на частях состыкованных кромок со стороны наплавки 5 а отверстия для захватов расположены между противоположными наплавке кромками и концом сварного шва, отличающийся тем, что, с целью повьш1ения Точности при моделировании непровара изделий, состыкованных с зазором или натягом, вторая пластина имеет двухступенчатый вьфез, расположенный со стороны одной из qe кромок, и осевой разрез, один конец которого расположен со стороны противоположной кромки, а другой - на дне вьфаза, ступени вырезов имеют форму прямоугольников, один из которых удаленный от указанной кромки, имеет поперечный размер, меньший поперечного размера другого вьфеза, и вьшолнен с трапецеидальными симметричными относительно продольной оси вьфезов разделками, расположенными на границе вьфезов, первая
, 1415138 .
пластина установлена в одном из выре-дельные стенки и предназначенным для
зов, ее наплавка расположена на pa-создания между пластинами зазора
нице между вьфезами, сварной шов име-или натяга соответственно, ет два участка, расположенные в со- 2. Образец по п.1, отличаюответствующих разделках, отверстиящ и и с я тем, что вторая пластина
для захватов расположены симметричноимеет наплавку, состоящую из двух
относительно оси вьфезов, а образецсимметричных относительно оси выреснабжен талрепом, размещенным в дру-зов частей и расположенную на их
гом вырезе, соединяющим его парал- JQгранице.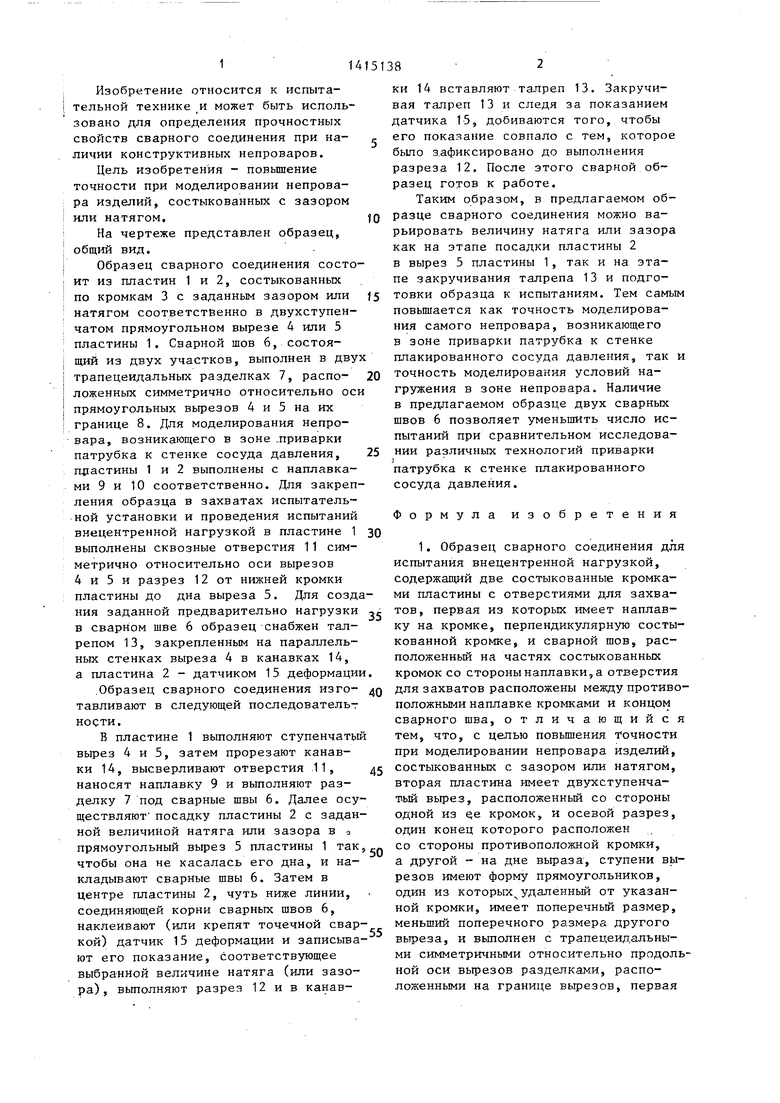
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сварных образцов | 1987 |
|
SU1433695A1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ С НАПЫЛЕНИЕМ СТАЛЬНЫХ ПЛАКИРОВАННЫХ ТРУБ | 2018 |
|
RU2688350C1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ТРУБ С НАРУЖНЫМ ПЛАКИРУЮЩИМ СЛОЕМ | 2018 |
|
RU2684735C1 |
| СПОСОБ СОЗДАНИЯ ТРОЙНИКОВОГО СОЕДИНЕНИЯ | 2015 |
|
RU2598764C1 |
| Образец сварного соединения, способ его изготовления и устройство для его испытания | 1988 |
|
SU1534370A1 |
| СПОСОБ МНОГОСЛОЙНОЙ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ПЛАКИРОВАННЫХ ТРУБ | 2018 |
|
RU2706988C1 |
| Способ изготовления образца для исследования свойств сварного соединения | 1982 |
|
SU1021544A1 |
| Способ сварки | 1986 |
|
SU1400831A1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ТОЛСТОСТЕННЫХ КОНСТРУКЦИЙ | 2018 |
|
RU2679858C1 |
| Способ изготовления фланцевой вставки для проверки работоспособности внутритрубных инспекционных приборов на испытательном трубопроводном полигоне | 2016 |
|
RU2625985C1 |
Изобретение относится к испытательной технике и может быть использовано для определения прочностных свойств сварного соединения при наличии конструктивных непроваров,Целью изобретения является повышение точности при моделировании непровара изделий, состыкованных с зазором или натягом. Образец вьтолнен из двух пластин 1 и 2, состыкованных кромками 3 в прямоугольном вырезе 5 пластины 1 и сваренных швом 6 в разделках 7, выполненных на границе В пря- моугольных вырезов 4,5, симметрично относительно их оси. Пластины 1 и 2 снабжены наплавками 9 и 10 соответственно, а для закрепления образца в захватах испытательной установки в пластине 1 вьтолнены отверстия 11. .Предварительное напряжение в сварных швах 6 создается тапрепом 13 и контролируется датчиком 15 деформации, закрепленным на пластине 2. 1 з.п. ф-лы 5 1 ил. «
| D Escatha Y.C., Devaux I.С., Bernard I.L | |||
| and Pellissier - Ta- non A.A | |||
| A criterion for analysing fatigue crack initiation in glo- metrical singularities | |||
| Forth International Conference in Pressure Vessel Technology, C37/80, p.211-222. |
