Изобретение относится к сварке а именно к способам изготовлений tesнологических образцов для исследования формирования и других свойств .и параметров сварных швов.
Известен технологический образец для исследования влияния ширины paSделки на свойства шва, выполненш91Й в виде двух плоских пластин/ между торцами которых расположен ев арочный шов. Образец изготавливЙк следующи Ьбразом. Две пластины располагают на поверхности третьей пластины так, что их торцы образуют переменный угол, т.е. зазор переменной ширины, в который накладывают валик сваркой под флюсом С11
Однако такой образец применяется только для исследования свойств свар ного шва при разной ашрине разделки и не может быть применен при исследовании влияния угла раскрытия кромок на свойства сварного шва.
Наиболее близким по технической сущности к предлагаемому является способ изготовления образца для исследования СВОЙСТВ сварного соедйнения, по которому две пластины располагают под углом друг другу и между ними наплавляют контрольный шов C2J.
Однако для исследования влияния различных углов раскрытия кромок необходимо изготовить большое копи-чество образцов с различными углами раскрытия KpojjioK, что Требует значительных затрат труда и материалов.
Цель изобретения - снижение трудоемкости н материалоемкости путем обеспечения исследований влияния различных углов кромок йа одном образце.
Эта цель достигается тем, что S способе изготовления образца для исследования свойств.сварного соединения две пластины располагают под углом Друг к другу и между ними Наплавляют контрольный .шов, причем перед выполнением контрольного шва между установленными под углом Пластинами наплавляют слой металла с пер менным сечением в направлении сварки по всей длине образца, и контрсьпьный шов располагают в углбвой раз- делке между ОДНОЙ из пластин .и поверхностью наплавленного слоя мв- талла.
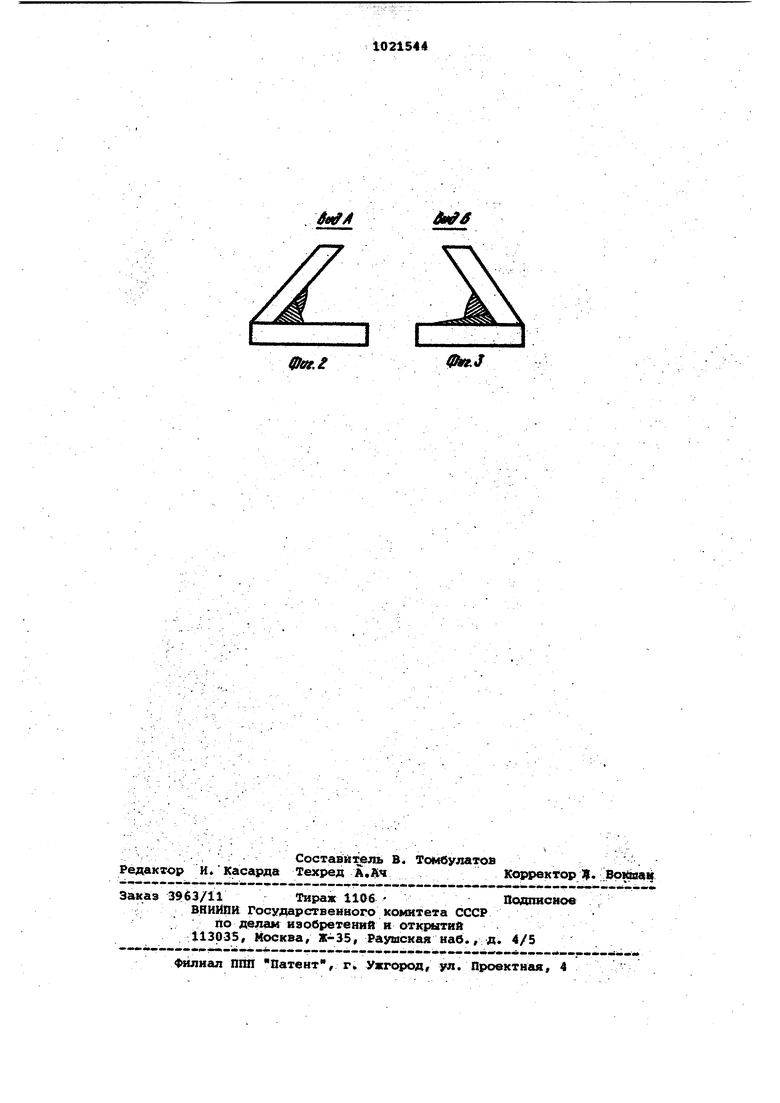
I На фиг. 1 изображен образец дня исследования свойств сварного соеди ненияУ на фиг. 2 - вид А на фйг.1; на фиг. 3 вид Б на фиг. 1.
Образец изготавливают из двух плоских пластин 1 и 2, которые располагают под углом друг к другу; в УГОЛ, образованный поверхностью
;двух пластин нап швляют металл 3 таким образом, что направление наплавки составляет угол cd с линией пересечения пластин 1 и 2. П этсм поверх ность нгшлавленного металла 3 и поверхность пластины 1 образуют между собой разделку с непрерывно :изменякяцимся углсж раскрытия кромок |3 полученную разделку с изменяющимся углом раскрытия кромок наплавлярт контрольный шов 4. Таким образом на образце можно исследовать свойства сварного .шва при различных углах раскрытия крсток.
По предлегаемсйлу способу изготовлен образец .для исследования влияния угла раскрытия кромок на формирование сварного шва тл кристаллизацию. .Для этого две пластины длиной 350 мм из стали 15Х2НМФА располагсоот под углом 45 и металл йаплавляют в угол между пластинами проволокой 0 4 мм св-тЮХГНМДА под флюсом ФЦ-16 (режимы: Ice, 450 А, U 26 В, VCB. 35 м/ч, lg. 40 мм), причем направление наплавки составляет угол линией пересечения двузс пластин. Затем в образованную разделку 1У1ежду поверхностью наплавленного металла и поверхностью одной из ПЛастин с непре хлвно изменяющимся уЬлом раскрытия кромок от 150 до НО наплавляют контрольный шов проволокой 0 4 мм св-ЮХГНМАД под флюсом ФЦ-16 (режимы; JCR, 450А, U 26В, V. 35 м/ч, Гал. 40 мм).
Изготовленный образец позволяет исследовать сварной laos путем его разрезки на темплеты., изготавливают макрошлифы . и производят 1змёрение размеров параметров формирования шва ширины шва, глубины проплаЬлення и др.) . После анализа результатов исследований можно выбрать оптимальную разделку, обеспечива«яцую получение качественного сварного шва.
За базовый объект принят способ изготовления образца для исследования свойств сварного шва (прототип) для определения оптимальной раздел кй при приварке патрубков Ду 350 iK корпусу парогенератора ПГВ-1000. По этому способу было изготовлено восемь образцов.
Предлагаемый способ по сравнению с известными позвс ляет экономить материалы и снизить трудоёмкость эксперимента ItrtH проведения эксперимента вместо во1сьми образцов Нспользовали только ОДИН.. Экономический эффект от снижения расхода мате риалов на 1 Т 5вар 5ч:ной проволоки составляет 64000 руб.
Ф1№.1
J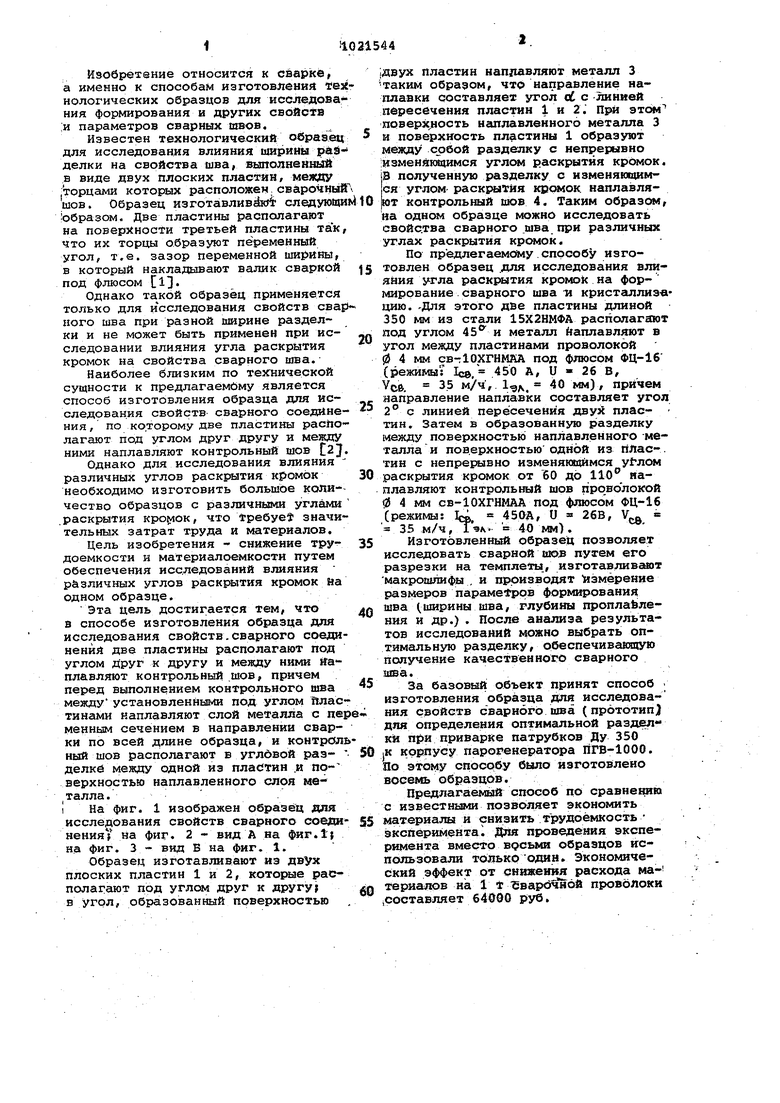
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ создания искусственного дефекта в сварном соединении | 1980 |
|
SU903035A1 |
| ПЛАВЛЕНЫЙ ФЛЮС ДЛЯ МЕХАНИЗИРОВАННОЙ СВАРКИ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2005 |
|
RU2309829C2 |
| Способ гибридной лазерно-дуговой сварки толстостенных труб | 2022 |
|
RU2787195C1 |
| Способ испытания металла шва на сопротивляемость образованию холодных трещин | 1989 |
|
SU1691020A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ ПРОПЛАВЛЕНИЯ ОСНОВНОГО МЕТАЛЛА ПРИ ДУГОВОЙ СВАРКЕ | 2018 |
|
RU2704676C1 |
| Способ определения склонности материалов к образованию дефектов | 1990 |
|
SU1731545A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЧВООБРАБАТЫВАЮЩЕЙ ЛАПЫ (ВАРИАНТЫ) | 2009 |
|
RU2397849C1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ТОЛСТОСТЕННЫХ КОНСТРУКЦИЙ | 2018 |
|
RU2679858C1 |
| СВАРНЫЕ КОНСТРУКЦИИ ИЗ КОРРОЗИОННО-УСТОЙЧИВЫХ СПЛАВОВ В КОНСТРУКЦИЯХ ИЗ УГЛЕРОДИСТОЙ СТАЛИ И ТРУБОПРОВОДАХ, ВЫДЕРЖИВАЮЩИЕ ВЫСОКИЕ ОСЕВЫЕ ПЛАСТИЧЕСКИЕ ДЕФОРМАЦИИ | 2008 |
|
RU2452779C2 |
| СПОСОБ СВАРКИ ТРУБОПРОВОДОВ ИЗ ВЫСОКОПРОЧНЫХ ТРУБ С КОНТРОЛИРУЕМЫМ ТЕПЛОВЛОЖЕНИЕМ | 2014 |
|
RU2563793C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ОБРАЗЦА ДЛЯ ИССЛЕДОВАНИЯ СВОЙСТВ СВАРНОГО СОЕДИНЕНИЯ, ПО которому, две пластины располагают под углом друг к другу и межцу ними наплавляют контролышй ,шов, отличающийся тем, что, с целью снижения трудоемкости и материсшоемкости путем обеспечения исследований влияния различных углов раскрытия кромок на одном образце, перед выполнением коитрольгного шва между установленными под у-глом пластингши наплавляют слой металла с переменным сечением в направлении сварки по всей длине образца и контрольный шов располагают в угловой разделке между одной из пластин и поверхностью наплавленного слоя металла.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление, заменяющее сигнальную веревку | 1921 |
|
SU168A1 |
| Submerged Arc harrow Gap Welding Process With One Run per Layer Technigue for Heavy section | |||
| 0 | |||
| Ktorigaki, R | |||
| Kuftagai, У. | |||
| Sugioka g | |||
| Nishimyra, H | |||
| Motosugi, M | |||
| Miroyami | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Ерохин A.A | |||
| Основы сварки плавлениемъ Физико-химические закономерности | |||
| М., Машиностроение, 1973, с | |||
| Мяльная машина для лубовых растений | 1923 |
|
SU414A1 |
