: Изобретение относится к обработке металлов давлением, а именно к изготовлению крутоизогнутых деталей с малыми радиусами закруглений методом ;объемной штамповки из сортового про- :ката,
Цель изобретения - улучшение качества штампуемой заготовки за счет ис ;КЛ1очения утонения изогнутой части ее I На фиг.1 показана заготовка после предварительной ее штамповки в наборном ручье; на фиг.2 - заготовка посл пережима; на фиг.З - заготовка после гибки; на фиг.4 - изделие после штам повки в окончательном ручье; на фиг . 5, 6 - первый и второй переходы предварительной штамповки изделия Заготовка тяги рулевого управления ;косилки КПС соответственно;на фиг. j8, 9 - заготовки операций пережима, I гибки и окончательной штамповки того же изделия соответственно после; на фиг.10 - разрез А-А на фиг.9.
i .
f
. Способ осуществляется следующим образом. ; На исходной заготовке осуществля- |ют набор металла одной из концевых |частей заготовки. После этого под- |лежаш 1й гибке участок пережимают путем расплющивания. Далее при гиб- ;ке этого участка наибольший размер ;уширения располагают перпендикулярно плоскости, в которой лежит стре- ла прогиба. После гибки .заготовку помещают в штамп для окончательной штамповки, располагая наибольший размер у уширения перпендикулярно разъему штампа.
Следует отметить, что введение операции пережима позволяет осзпдест- вить гибку без утонения заготовки, а операция штамповки заготовки в направлении уширения в штампе позволя- ет вернуть металл пережатого участ- ка обратно, перераспределив его по сечению.
При этом пережатый участок не яа- ляется набором, его сечения и объём полностью соответствуют сечениям и объему окончательного ручья, поскольку сохранено равенство площадей сечений заготовки по оси при изменении их геометрической формы.
Пример. Штамповка тяги рулевого управления косилки КПС ПО Люберецкий завод. Материал: круг ф 22, сталь ст.6.
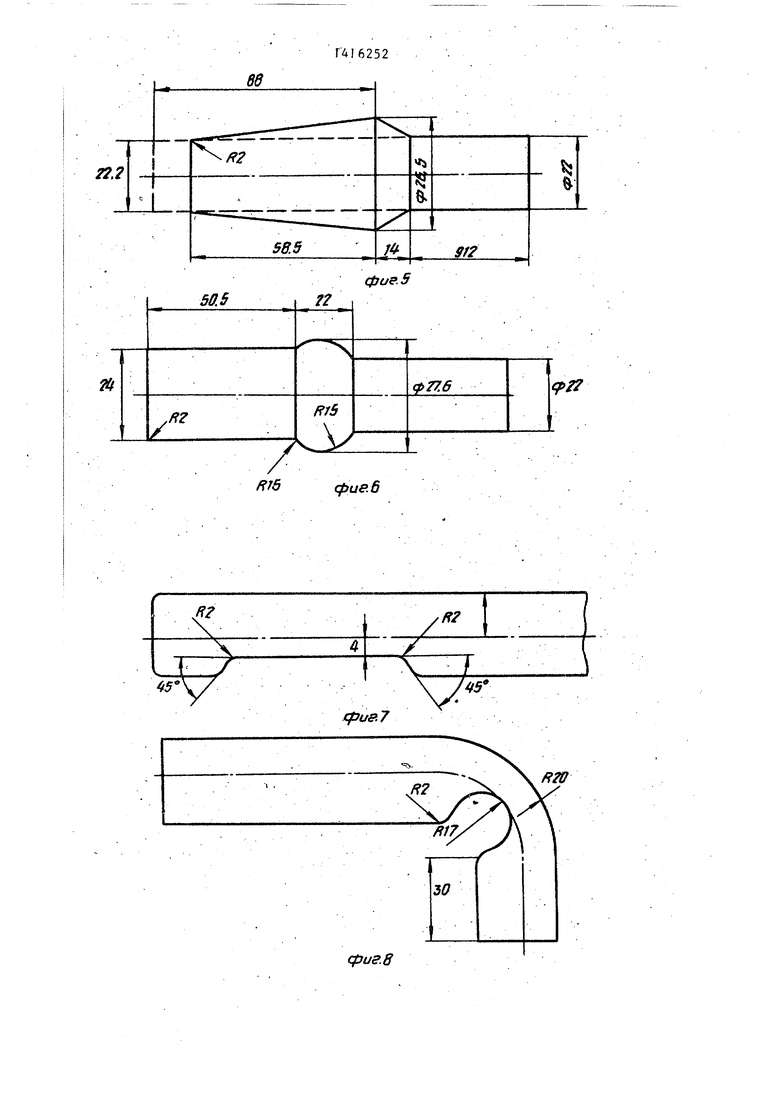
На исходной заготовке - круге диаметром 22 мм, дпиной 1000 мм, на ГКМ высаживают за 2 перехода цилиндрический утолщенньп участок диаметром 24 мм на длине 50,5 мм, к которому примыкает сферический набор (утолщение) . с диаметром 27,6 мм, радиусом 15 мм, длиной 22 мм (фиг.5, 6).
Затем указанньп сферич еский набор и примыкающие к нему с двух сторон цилиндрические участки заготовки примерно посередине пережимают до толщины 16 мм (фиг.7) в молотовом штампе. Затем полученную заготовку пережимают в гибочном ручье того же штампа (фиг.8), после чего штампуют окончательно.
Полученная деталь имеет парамет- : ры, указанные на фиг.9.
Кроме исключения утонения изогнутой части заготовки, она имеет улучшенную проработку структуры материала в зоне изгиба, что увеличива ет долговечность изделий.
Формула изобретения
Способ малоотходной штамповки из- делий с изогнутой осью и концевыми частями различного поперечного сечения, включающей предварительный набор металла в одну из концевых частей заготовки, гибку и окончательную штамповку, отличающийся тем, что, с целью повьш1ения качества изделий за счет исключения уменьшения площади поперечного сечения изогнутой его части, заготовку перед гибкой пережимают в зоне изгиба, при гибке заготовку располагают наибольшим раз- мер.ом пережатой части перпендикулярно плоскости гибки, а при окончательной штa ffloвкe усилие прилагают со стороны ушн рения пережатой части.
Л5

| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2008 |
|
RU2391166C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ | 2003 |
|
RU2251462C2 |
| Способ изготовления толстостенных крутоизогнутых отводов | 2016 |
|
RU2628444C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2012 |
|
RU2506134C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ИЗОГНУТОЙ И СТУПЕНЧАТОЙ ОСЬЮ ИЗ ПОЛЫХ ЗАГОТОВОК | 2006 |
|
RU2329109C2 |
| СПОСОБ ГИБКИ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 1989 |
|
RU1741344C |
| Способ изготовления коленчатых валов и устройство для его осуществления | 1982 |
|
SU1142208A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 1998 |
|
RU2172221C2 |
| Способ изготовления крутоизогнутых отводов из штучных трубчатых заготовок | 1988 |
|
SU1696051A1 |
| Способ изготовления турбинных и компрессорных лопаток | 1984 |
|
SU1181772A1 |


Изобретение относится к обработке металлов давлением, а именно к изготовлению крутоизогнутых деталей с малыми радиусами закруглений методом объемной штамповки из сортового проката. Цель - улучшение качества штампуемой заготовки за счет исключения утонения изогнутой ее части. После набора металла в одну из концевых частей заголовку пережимают в подлежащей изгибу зоне. Во время гибки наибольший размер сплющенной части располагают перпендикулярно плоскости гибки. При окончательной штамповке прикладывают усилие в направлении наибольшего размера пережатой части. В результате перераспределения объема металла в зоне изгиба детали также улучшается проработка структуры материала. 10 ил. а и
k
(рие Л
фие.1
cfJue.S
-
г2.
KJ6Фчэ. 6
«5CfJuffi
ери а 8
фае. 5
RW
Л
cfiue.S
| Бабенко В.А | |||
| и др | |||
| Объемная штамповка, - Атлас схем и типовых конструкций штампов | |||
| Учебное пособие для вузов | |||
| - м.: Машиностроение, 1982,.с.65, рис.229. |
