Изобретение относится к области обработки металлов давлением, а именно к технологии изготовления изделий с изогнутой и ступенчатой осью из полых заготовок, имеющих в поперечном сечении внешний контур с одной или двумя, как минимум, противоположно или смежно расположенными плоскими поверхностями.
Известно устройство, реализующее способ гидроштамповки трубных заготовок в изделия, например тройников, заключающийся в одновременной штамповке нескольких тройников в нескольких ручьях штампа путем укладки заготовок в ручьи, герметизации полости заготовок осевыми пуансонами, создании в полости заготовок высокого гидростатического давления и наложении на торцы заготовок встречно направленных сил со стороны осевых пуансонов, осуществляя тем самым перераспределение материала заготовок в отверстия матриц, оси которых пересекают оси трубных заготовок (см. МПК В21С37/29) описание изобретения к авторскому свидетельству СССР №733761, опубл. 15.08.80 г.).
Недостатком известного способа являются высокие энергетические затраты при штамповке партии заготовок, обусловленные необходимостью преодоления суммарных сил трения между поверхностями заготовок и ручьями штампа.
Наиболее близким к заявляемому является способ изготовления крутоизогнутых изделий из полых заготовок, заключающийся в заполнении заготовки наполнителем, герметизации ее полости осевыми пуансонами, создании в полости заготовки высокого гидростатического давления наполнителя и сдвиге ее срединной части или концевых участков в направлении, перпендикулярном ее первоначальной оси (см.УДК 621.643.4.062 журнал «Заготовительные производства в машиностроении» №8, 2003 г., стр.15-23).
Недостатками известного способа являются:
- высокие энергетические затраты, обусловленные большими удельными нагрузками, развиваемыми осевыми пуансонами и подвижной матрицей за счет сил трения между поверхностями заготовки и штампа;
- большие затраты потребляемой мощности при изготовлении единицы продукции;
- низкая производительность труда, обусловленная изготовлением лишь одного изделия.
Техническим результатом предлагаемого изобретения является снижение энергетических затрат и потребляемой мощности на изготовление партии изделий с изогнутой или ступенчатой осью при одновременном повышении производительности труда.
Сущность технического решения заключается в том, что в способе изготовления изделий с изогнутой и ступенчатой осью из полых заготовок, включающем штамповку путем заполнения полостей заготовок наполнителем и их герметизации осевыми пуансонами, создание в полостях заготовок высокого гидростатического давления наполнителя и перемещение срединных частей заготовок или их концевых участков в направлении, перпендикулярном их первоначальным осям, используют трубчатые прямоугольные или квадратные в сечении заготовки, штампуют одновременно несколько заготовок, которые устанавливают перед штамповкой в полость полуматрицы параллельно друг другу с контактом боковой поверхности последующей заготовки с боковой поверхностью предыдущей заготовки, и контактом крайних заготовок со стенками полуматрицы.
Штамповка одновременно несколько трубчатых прямоугольных или квадратных в сечении заготовок, которые устанавливают перед штамповкой в полость полуматрицы параллельно друг другу с контактом боковой поверхности последующей заготовки с боковой поверхностью предыдущей заготовки, и контактом крайних заготовок со стенками полуматрицы, позволяет уменьшить удельные нагрузки, развиваемые осевыми пуансонами и подвижной матрицей за счет отсутствия сил трения между контактирующими друг с другом трубчатыми заготовками, тем самым обеспечивая снижение энергетических затрат и потребляемой мощности на единицу продукции, повышая производительность труда.
С уменьшением количества одновременно штампуемых заготовок суммарные давления, развиваемые осевыми пуансонами и подвижной матрицей, интенсивно увеличиваются, превышая в несколько раз напряжения текучести материала заготовок, интенсивно растут сжимающие напряжения, например в осевых пуансонах и наоборот, увеличивая количество одновременно штампуемых заготовок повышается работоспособность штамповой оснастки, что особенно важно при гидроштамповке заготовок с достаточно высоким пределом текучести материала.
Изложенная сущность изобретения поясняется чертежами, где на
Фиг.1 изображено исходное положение полых заготовок перед штамповкой в изделия с изогнутой или ступенчатой осью, имеющих четыре колена (вариант I);
Фиг.2 - вид по стрелке А фиг.1;
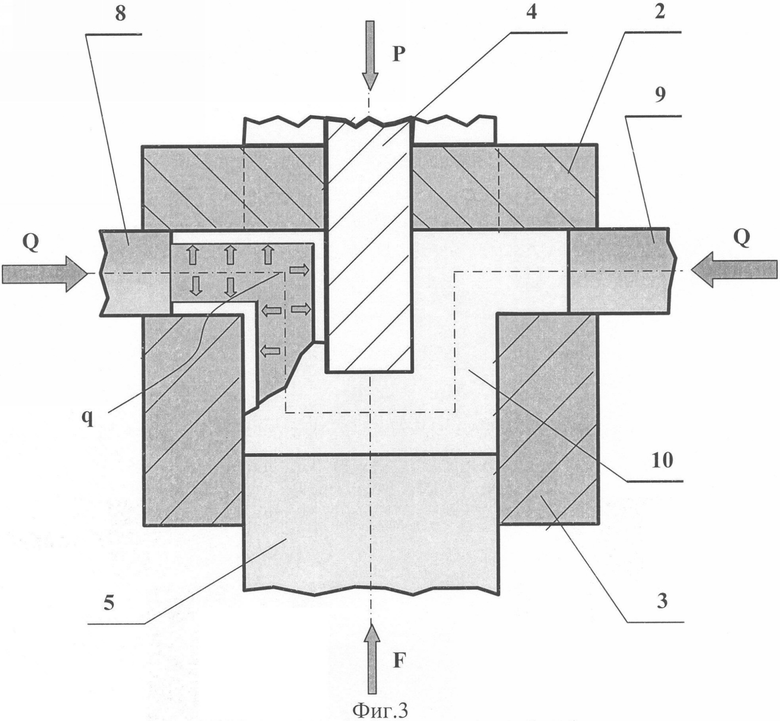
Фиг.3 - конечное положение полых заготовок после их деформирования в изделия;
Фиг.4 - вид сверху на фиг.3 (полуматрица 2 условно не показана);
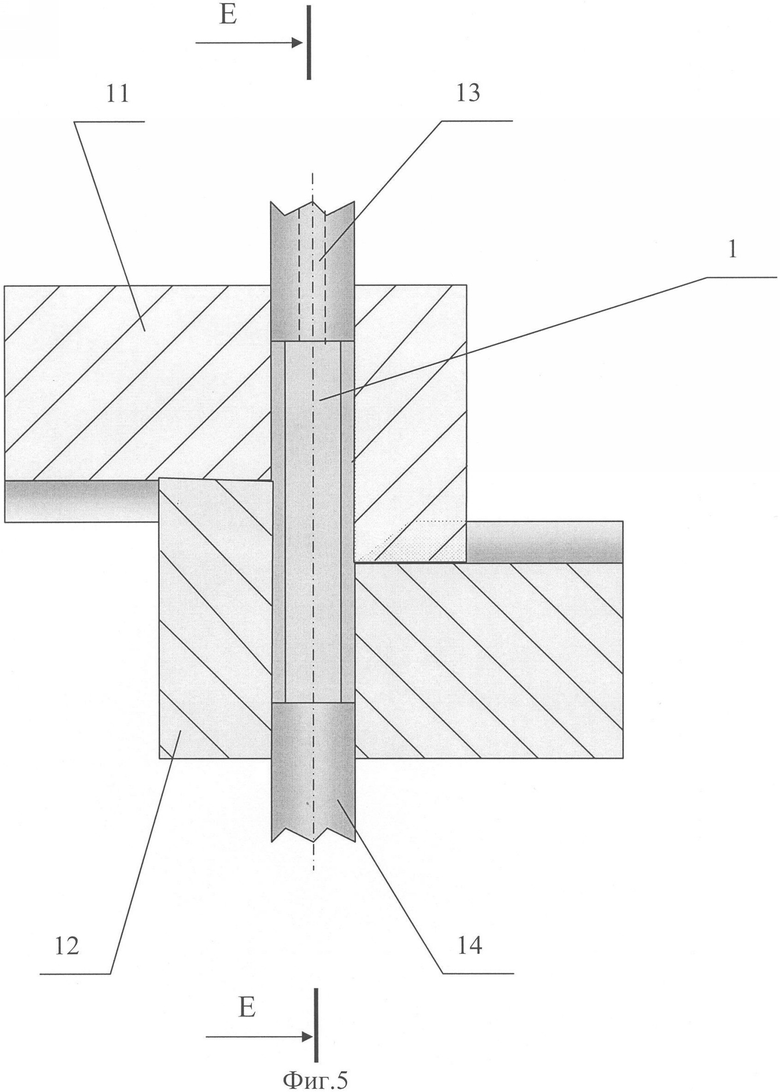
Фиг.5 - исходное положения полых заготовок перед штамповкой в изделия с изогнутой или ступенчатой осью, имеющих два колена (вариант II);
Фиг.6 - сечение Е-Е фиг.5;
Фиг.7 - конечное положение полых заготовок после их деформирования в изделия.
Способ изготовления изделий с изогнутой и ступенчатой осью по I варианту осуществляют следующим образом.
Полые заготовки 1 (Фиг.1, 2), прямоугольного или квадратного сечения, устанавливают в ручей штампа, состоящего из неподвижных верхней 2 и нижней 3 полуматриц, имеющих плоскость разъема, перпендикулярную плоскости чертежа. При этом заготовки 1, находящиеся в средней части (Фиг.2), контактируют друг с другом своими вертикальными стенками, а крайние заготовки - со стенками полуматрицы 3. В центральное отверстие полуматрицы 2 (Фиг.1, 2) сверху вводят верхнюю подвижную полуматрицу 4 до соприкосновения с поверхностями трубчатых заготовок 1. Снизу с заготовками 1 контактирует нижняя подвижная полуматрица 5. В сомкнутом положении полуматрицы 4 и 5 образуют подвижную матрицу, канал которой охватывает заготовки 1. На боковых гранях полуматрицы 4 выполнены каналы 6 и 7, например, прямоугольной формы, показанные на фиг.4. Установив полые заготовки в ручье штампа, их полости заполняют наполнителем, например машинным маслом. (В другом варианте заполнение полостей заготовок выполняют предварительно перед установкой в штамп, заполняя полости заготовок пластичным наполнителем, например мочевиной и т.п.). Затем сообщают встречное синхронное перемещение осевым пуансонам 8 и 9, обеспечивая их силовой контакт с торцами заготовки, осуществляя при этом герметизацию ее полости. Через осевые каналы, выполненные, например, в пуансонах 9, в полость заготовок 1 добавляют наполнитель, создавая определенное гидростатическое давление q. Продолжая перемещать пуансоны 8 и 9 навстречу друг другу, сообщают перемещение подвижной матрице, обеспечивая заданное соотношение скоростей между ними. Под действием осевых сил Q (фиг.3, 4), прикладываемых к заготовке пуансонами 8 и 9, высокого гидростатического давления наполнителя q в полости заготовки и нагрузки Р со стороны подвижной полуматрицы осуществляют деформирование полых заготовок в  крутоизогнутые полуфабрикаты 10 (фиг.3), которые могут служить основой для изготовления
крутоизогнутые полуфабрикаты 10 (фиг.3), которые могут служить основой для изготовления 

 Г-образных и иных изделий путем их разрезки.
Г-образных и иных изделий путем их разрезки.
Способ изготовления изделий с изогнутой и ступенчатой осью по II варианту осуществляют следующим образом.
Полые заготовки 1 (фиг.5, 6) устанавливают в полость штампа, состоящего из верхней 11 и нижней 12 полуматрицы, имеющих плоскость сдвига, перпендикулярную осям заготовок 1. В плоскости сдвига полуматриц выполнен канал, например прямоугольной формы, в который размещают деформируемые заготовки. Установив полые заготовки, осуществляют заполнение их полостей наполнителем, например машинным маслом. Затем к их торцам подводят осевые пуансоны 13 и 14 с контактным усилием, обеспечивающим герметизацию полостей заготовок. Используя осевые каналы, выполненные в пуансонах 13 и 14, в полость заготовок добавляют наполнитель, создавая и обеспечивая в их полостях высокое гидростатическое давление q, например с помощью мультипликатора (на чертеже не показан). Пуансонам 13 и 14 сообщают встречное синхронное перемещение усилием Q (фиг.17), а полуматрицы 11 и 12 начинают перемещать усилием Р. При этом под действием сил, развиваемых пуансонами 13 и 14, усилия со стороны полуматриц 11 и 12 и высокого гидростатического давления q в полостях заготовок осуществляют их деформирование в  изделия.
изделия.
Формообразование изделий с изогнутой и ступенчатой осью из полых заготовок происходит путем наложения внешних нагрузок на заготовку 1, а именно гидростатического давления наполнителя q (см.фиг.3, 7), давления наполнителя q и сил Р, развиваемых осевыми пуансонами 8, 9, давления наполнителя q и сил Р и Q, развиваемых подвижной матрицей и осевыми пуансонами 8 и 9. При деформировании заготовок, например по варианту I (см. фиг.8), давление наполнителя q является единственной внешней нагрузкой, обеспечивающей перемещение срединных частей заготовок относительно их концевых участков, при этом формоизменение полых заготовок осуществляется под действием тянущих сил, возникающих от взаимодействия давления q в полости заготовок с поверхностями штампа.
Использование изобретения позволяет снизить энергетические затраты на гидроштамповку трубчатых заготовок в изделия с криволинейной или ступенчатой осью и уменьшить затраты потребляемой мощности на производство единицы продукции, повысить производительность труда, упростить конструкцию штампа, а также увеличить ресурс работы оснастки (штампа) особенно при гидроштамповке заготовок с высоким пределом текучести материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ИЗОГНУТОЙ И СТУПЕНЧАТОЙ ОСЬЮ ИЗ ПОЛЫХ ЗАГОТОВОК | 2009 |
|
RU2401711C1 |
| Способ изготовления крутоизогнутых угольников из трубчатых заготовок | 1990 |
|
SU1771844A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ | 2008 |
|
RU2368445C1 |
| Устройство для гидравлической штамповки полых изделий | 1989 |
|
SU1708466A1 |
| Способ изготовления тройников | 1986 |
|
SU1409365A1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРЫ МАТЕРИАЛА В ТРУБНЫХ ЗАГОТОВКАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2403206C1 |
| Способ гидравлической штамповки с осадкой полых деталей из трубчатых заготовок и устройство для его осуществления | 1987 |
|
SU1503945A1 |
| СПОСОБ ИНЕРЦИОННОЙ ШТАМПОВКИ ТРУБ | 2009 |
|
RU2401715C1 |
| Способ изготовления сферического шарнирного соединения | 1989 |
|
SU1764744A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2014 |
|
RU2562570C1 |




Изобретение относится к области обработки металлов давлением, в частности к получению изделий с изогнутой и ступенчатой осью из полых заготовок. Осуществляют штамповку трубчатых прямоугольных или квадратных в сечении заготовок путем заполнения полостей заготовок наполнителем и их герметизации осевыми пуансонами, создания в полостях заготовок высокого гидростатического давления наполнителя и перемещения срединных частей заготовок или их концевых участков в направлении, перпендикулярном их первоначальным осям. Штампуют одновременно несколько заготовок, которые устанавливают перед штамповкой параллельно друг другу с контактом боковой поверхности последующей заготовки с боковой поверхностью предыдущей заготовки и контактом крайних заготовок со стенками полуматрицы. Снижаются энергетические затраты и повышается производительность труда. 7 ил.
Способ изготовления изделий с изогнутой и ступенчатой осью из полых заготовок, включающий штамповку путем заполнения полостей заготовок наполнителем и их герметизации осевыми пуансонами, создания в полостях заготовок высокого гидростатического давления наполнителя и перемещения срединных частей заготовок или их концевых участков в направлении, перпендикулярном их первоначальным осям, отличающийся тем, что используют трубчатые прямоугольные или квадратные в сечении заготовки, штампуют одновременно несколько заготовок, которые устанавливают перед штамповкой параллельно друг другу с контактом боковой поверхности последующей заготовки с боковой поверхностью предыдущей заготовки и контактом крайних заготовок со стенками полуматрицы.
| Заготовительные производства в машиностроении | |||
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Устройство для изготовления полых изделий с отводами | 1977 |
|
SU733761A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ | 1977 |
|
SU719013A1 |
| US 4389866 А, 28.06.1983. | |||

