61) 712185
(21)4135096/25-27
(22)17.10.86
(46) 15.08.88. Бюп. Р 30
(71)Краматорский завод Энерго- машспедеталь
(72)В.Н.Кузнецов, В.П.Быков и А.В.Мищенко
(53)621.73(088.8)
(56)Авторское свидетельство СССР № 712185, кл. В 21 К 1/38, 1978.
(54)УСТРОЙСТВО ДЛЯ РАСКАТКИ ПОЛЫХ ИЗДЕЛИЙ НА ПРЕССЕ
(57)Изобретение относится к обработке металлов давлением, а именно
к устройствам для раскатки полых изделий на прессе. Цель - повышение производительности пресса за счет совмещения операции кантовки загс- товки и обратного хода траверсы пресса. Устройство содерясит тяги
в виде П-образной стойки, прикрепленной к траверсе пресса. На опорных концах тяг закреплена оправка. Устройство снабжено кантователем. Кантователь вьшолнен в виде консоли, жестко связанной с тягами, ограничителя хода и зажимного элемента. Ограничитель хода установлен на столе пресса. Зажимкой элемент соединен с консолью посредством гибкой связи и установлен с возможностью взаимодействия с ограничителем хода. При обратном ходе траверсы пресса зажимной элемент зазкимает
заготовку. При дальнейшем ходе траверсы зажатая заготовка проворачивается на требуемый угол. За счет совмещения обратного хода траверсы е пресса и кантовки заготовки повышается производительность пресса. 3 ил.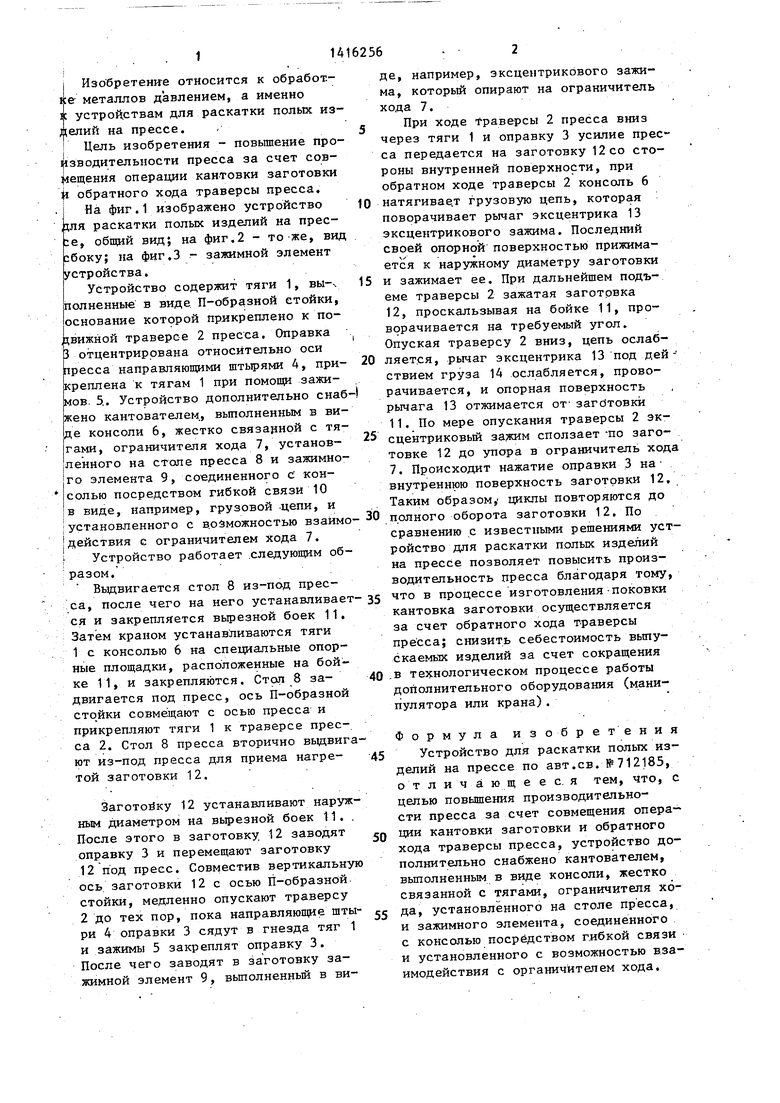
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РАСКАТКИ ПОЛЫХ ИЗДЕЛИЙ НА ГИДРАВЛИЧЕСКОМ ПРЕССЕ | 2015 |
|
RU2601842C2 |
| УСТРОЙСТВО ДЛЯ КОВКИ ПОКОВОК КОЛЕЦ | 1992 |
|
RU2009758C1 |
| Способ раскатки полых цилиндрических изделий | 1987 |
|
SU1447518A1 |
| Устройство для раскатки изделий вне зоны пресса | 1985 |
|
SU1402401A1 |
| Устройство к прессу для раскатки крупногабаритных колец | 1986 |
|
SU1391790A1 |
| Пресс для раскатки обечаек | 1975 |
|
SU567532A1 |
| Устройство для внепрессовой раскатки заготовок | 1986 |
|
SU1428526A1 |
| Устройство для подгибки кромок изделий из листового материала | 1977 |
|
SU725742A1 |
| Пресс для раскатки обечаек | 1975 |
|
SU527307A1 |
| Устройство к прессу для раскатки крупногабаритных колец | 1987 |
|
SU1493377A1 |
в Ю
СЛ ОЭ
I Изобретение относится к обработ.- ice металлов давлением, а именно к устройствам для раскатки полых из на прессе. .
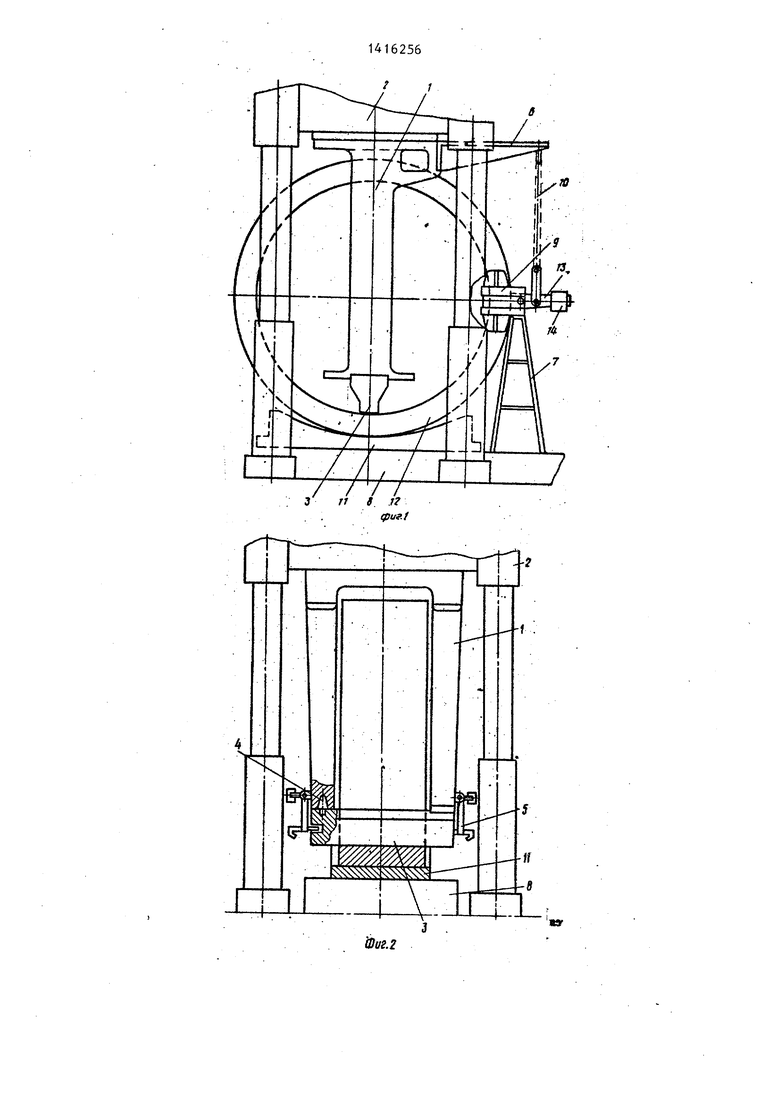
I Цель изобретения - повьшение про зводительности пресса за счет сов- Йещения операции кантовки заготовки И обратного хода траверсы пресса, j На фиг.1 изображено устройство для раскатки полых изделий на прес- :е, общий вид; на фиг,2 - то же, вид сбоку; на фиг.З - зажимной элемент устройства.
Устройство содеряотт тяги 1, вы- полненнью в виде П-образной стойки, основание которой прикреплено к подвижной траверсе 2 пресса. Оправка 3 отцентрирована относительно оси пресса направляющими штырями 4, прикреплена к тягам 1 при помощи зажимов. 5.. Устройство дополнительно снаб ено кантователем,, выполненным в ви- 1де консоли 6, жестко связанной с тягами, ограничителя хода 7, установленного на столе пресса 8 и зажимного элемента 9, соединенного с консолью посредством гибкой связи 10 IB виде, например, грузовой -цепи, и I установленного с возможностью взаймо I действия с ограничителем хода 7. Устройство работает .следующим об- : разом. ,
Вьщвигается стол 8 из-под прес- са, после чего на него устанавливает ся и закрепляется вьщезной боек 11. Затем краном устанавливаются тяги 1с консолью 6 на специальные опорные площадки, расположенные на бойке 11, и закрепляются. Стол 8 за- двигается под пресс, ось П-образной совмещают с осью пресса и прикрепляют тяги 1 к траверсе прес-. са 2. Стол 8 пресса вторично вьщвига ют из-под пресса для приема нагре- той заготовки 12.
Заготовку 12 устанавливают наружным диаме-тром на вырезной боек 11. . После этого в заготовку, 12 заводят оправку 3 и перемещают заготовку 12 под пресс. Совместив вертикальную ось. заготовки 12 с осью П-образной стойки, медленно опускают траверсу 2 до тех пор, пока направляющие шты- ри 4 оправки 3 сядут в гнезда тяг 1 и зажимы 5 закреплят оправку 3. После чего заводят в заготовку зажимной элемент 9, вьшолненньй в ви
10
15
35 40 45
20
25
30
50
де, например, эксцентрикового зажима, который опирают на ограничитель хода 7.
При ходе tpaвepcы 2 пресса вниз через тяги 1 и оправку 3 усилие пресса передается на заготовку 12 со стороны внутренней поверхности, при обратном ходе траверсы 2 консоль 6 натягивае.т грузовую цепь, которая поворачивает рычаг эксцентрика 13 эксцентрикового зажима. Последний своей опорной поверхностью прижимается к наружному диаметру заготовки и зажимает ее. При дальнейшем подъеме траверсы 2 зажатая заготовка 12, проскальзывая на бойке 11, проворачивается на требуемый угол. Опуская траверсу 2 вниз, цепь ослабляется, рычаг эксцентрика 13 под действием груза 14 ослабляется, проворачивается, и опорная поверхность рычага 13 отжимается от- загбтовки 11. По мере опускания траверсы 2 эксцентриковый зажим сползает-по заготовке 12 до упора в ограничитель хода 7. Происходит нажатие оправки 3 на внутреннюю поверхность заготовки 12. Таким образом, циклы повторяются до полного оборота заготовки 12. По сравнению с известными решениями устройство для раскатки польк изделий на прессе позволяет повысить производительность пресса благодаря тому, что в процессе изготовления-поковки кантовка заготовки осуществляется за счет обратного хода т-раверсы пресса; снизить себестоимость выпускаемых изделий за счет сокращения ,в технологическом процессе работы дополнительного оборудования (манипулятора или крана).
Формула изобретения Устройство для раскатки полых изделий на прессе по авт.св.№712185, отличающее с. я тем, что, с целью повышения производительности пресса за счет совмещения опера- ции кантовки заготовки и обратного хода траверсы пресса, устройство дополнительно снабжено кантователем, вьшолненным в виде консоли, жестко связанной с тягами, ограничителя хода, установленного на столе пресса, и зажимного элемента, соединенного с консолью посредством гибкой связи и установленного с возможностью взаимодействия с органичйтелем хода.
Я
