.Изобретение относится к области горячей обработки металлов давлением, а именно к устройствам для раскатки заготовок вне зоны пресса.
Цель изобретения - повышение производительности и расширение технологических возможностей.
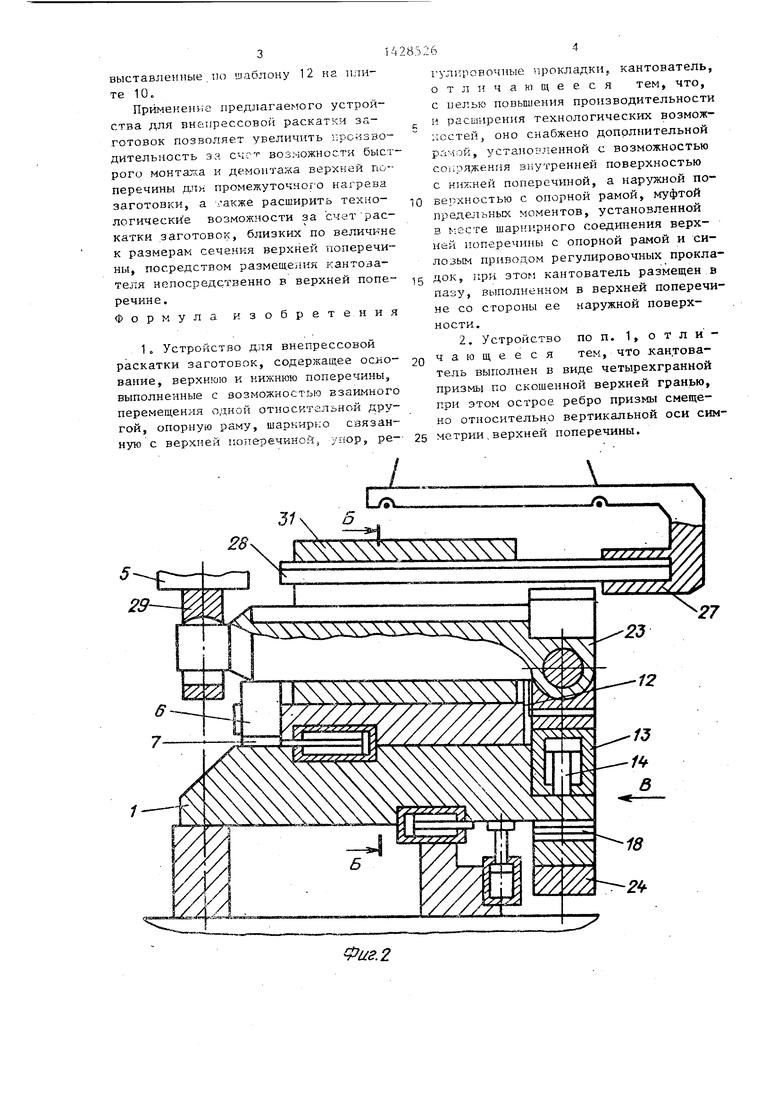
На фиг. 1 изображено устройство в момент установки заготовки для раскатки; на фиг.2 - то же, в момент раскатки; на фиг.З - сечение А-А на фиг.1; на фиг.4 - сечение Б-Б на фиг.2; на фиг.З - вид Б на фиг.2.
Устройство включает в себя нижнюю поперечину 1 со стойками 2 и 3, установленными на столе пресса 4. На поперечине 1 со стороны верхней траверсы 5 пресса смонтирован упор 6 с набором прокладок 7, которые последовательно могут удаляться из-под упора 6 с помощью пневмоцилиндра 8 со штоком 9. На нижней поперечине 1 смонтирована плита 10 с упорами 11, устанавливаемыми по шаблону 12, также закрепленному на плите .10. С противоположного от упора 6 конца нижняя поперечина оснащена поддерживаю- ujHM гидроцилиндром 13 со штоком 14, которые охватывает дополнительная рама 15, В основании рамы 15 выполнены направляющие 16, в которых смонтирована перемычка 17. К Дополнительной раме 15 примыкает набор про- кладок 18, которые имеют возможность перемещаться штоками 19 и 20, установленными в пневмоцилиндрах 21 и 22. Устройство содержит также верхнюю поперечину 23, выполненную в виде оп равки и связанную с опорной рамой 24 шарнирно с помощью оси 25, на которой размещена муфта 26 предельных моментов. Б гнездо верхней поперечины 23 вставлен С-образный патрон 27, кото- рый фиксирует призматический кантователь 28, устанавливаемый в пазу верхней поперечины 23. Кантователь 28 выполнен со скошенной верхней гранью острое ребро которого смещено.относи- тельно вертикальной оси симметрии верхней поперечины на величину подачи И заготовки. На верхней траверсе 5 пресса смонтирован боек 29 в виде обоймы для размещения в ней конца верхней поперечины 23. Дополнительная рама 15 и опорная рама 24 фиксируются относительно друг друга посредством направляющих 16 и 30.
5
0
0 5 0 З Q
Устройство работает следующим образом.
На верхней поперечине 23 устанавливают заготовку 31 с помощью С- образного патрона 27 любым известным способом, например посредством грузоподъемного крана, переносят к нижней поперечине 1 собранные в один узел верхнюю поперечину 23, раму 24, призматический кантователь 28 и заготовку 31. Конец верхней поперечины 23 вводится в боек 29 и одновременно с этим рама 24 надвигается на дополнительную раму 15. Фиксация указан- ньк рам производится посредством направляющих 16 и 30. При установке рама 24 жестко зафиксирована относительно верхней поперечины 23 с помощью муфты 26 предельных -моментов. С помощью набора прокладок 7, упора 6 и набора прокладок 18 обеспечивают требуемый рабочий ход и горизонтальное положение верхней поперечины 23 при первом обжатии заготовки 31 на первом проходе. Обжатия заготовки 31 производят, перемещая верхнюю траверсу 5 пресса. Количество прокладок в наборах прокладок 7 и 18 берут, как правило, равным числу проходов, а высоты прокладок - равной величине обжатия в соответствующем проходе. После каждого прохода с определенной величиной обжатия заготовки 31 высоту наборов прокладок 7 и 18 уменьшают с помощью штоков 9, 19 и 20 пневмоцилиндров 8, 21 и 22 на величину обжатия, удаляя
по прокладке.
I .
Подачу заготовки 31 на очередное обжатие осуществляют подъемом призматического кантователя 28 при выведенном С-образном патроне 27 из гнезда верхней поперечины 23. Благодаря тому, что острое ребро призматического кантователя 28 смещено относительно вертикальной оси симметрии верхней-поперечины 23 на величину Н, заготовка 31, вывешенная на ребре поднятого призматического кантователя 28, стремится повернуться под действием силы тяжести в положение, в котором центр тяжести заготовки 31 и ребро призматического кантователя 28 окажутся на одной вертикали. При последнем проходе одновременно с доводочными обжатиями возможно исправление эллипсности. Для этого используются .упоры 11, предварительно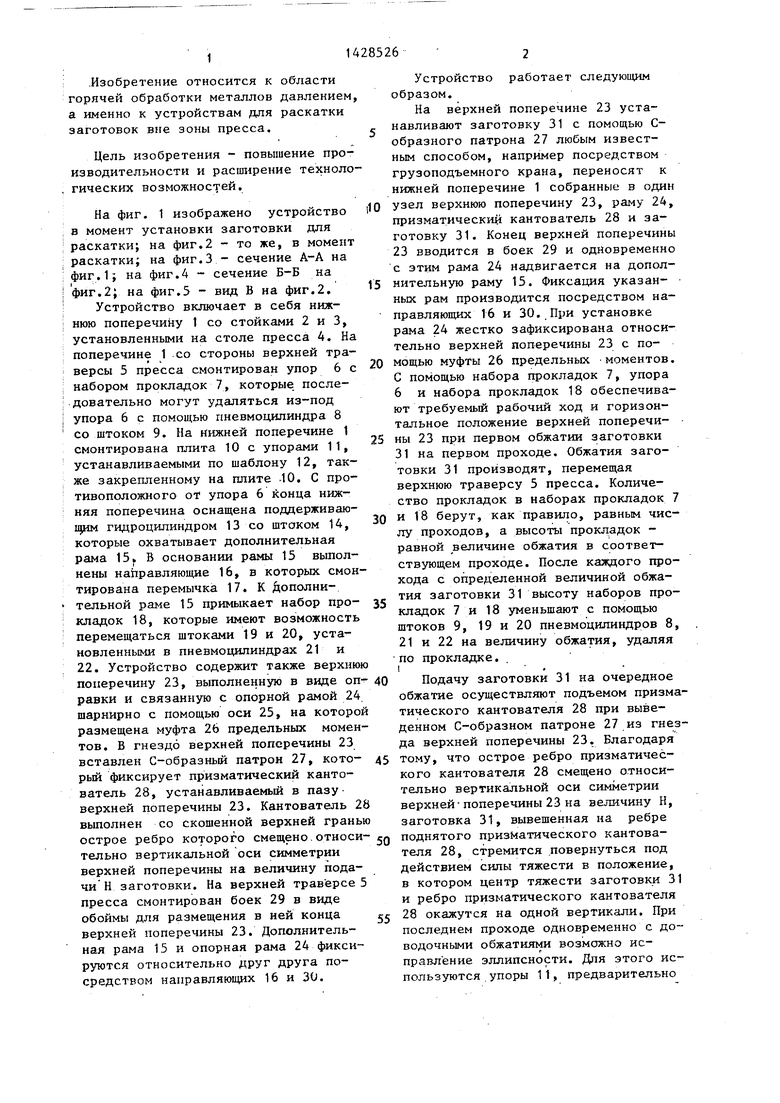
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раскатки изделий вне зоны пресса | 1985 |
|
SU1402401A1 |
| Устройство для ковки | 1985 |
|
SU1389921A1 |
| Пресс для раскатки обечаек | 1983 |
|
SU1134279A2 |
| Способ раскатки полых цилиндрических изделий | 1987 |
|
SU1447518A1 |
| Устройство для внепрессовой раскатки заготовок | 1988 |
|
SU1602606A1 |
| Пресс для раскатки обечаек | 1980 |
|
SU956129A1 |
| Пресс для раскатки обечаек | 1985 |
|
SU1389924A2 |
| УСТРОЙСТВО ДЛЯ РАСКАТКИ ПОЛЫХ ИЗДЕЛИЙ НА ГИДРАВЛИЧЕСКОМ ПРЕССЕ | 2015 |
|
RU2601842C2 |
| Пресс для раскатки обечаек | 1980 |
|
SU963686A1 |
| Устройство для раскатки полых заготовок | 1985 |
|
SU1328052A1 |
Изобретение относится к горячей .обработке металлов давлением и может быть использовано для раскатки заготовок вне зоны пресса. Цепь - повышение производительности и расширение технологических возможностей. Устройство содержит нижнюю поперечину 1, верхнюю поперечину 23, в которой размещен кантователь 28, опорную s я раму 24, дополнительную раму 15,упор 6, регулировочные прокладки 7 и 18, силовые пневмоцилиндры 8 и. 21. Допол- нитёльн ая рама установлена с возможностью сопряжения с нижней поперечиной 1 и опорной рамой 24. В месте шар вирного соединения верхней поперечир- ны 23 с опорной рамой 24 установлена муфта предельных моментов. Ускорение монтажа и демонтажа устройства под нагрев и прокатку заготовки осуществляется благодаря быстрому съему и установке опорной рамы 24, верхней поперечины 23 и заготовки 31. В процессе прокатки заготовки с определенной величиной обжатия набор прокладок 7 и 18 уменьшают с помощью силовых цилиндров 8 и 21. Подача заготовки на очередное обжатие осуществляется путем подъема кантователя 28, выполненного в виде четьфехгранной призмы со скошенной верхней гранью. Острое ребро кантователя, смещенное относительно вертикальной оси симметрии верхней поперечины 23, поворачивает заготовку на величину подачи. 1 з.п. ф-лы, 5 ил. Фиг.г
Фие.2
Фиг.з
28
Z6
Вив в
| Устройство для ковки поковок | 1975 |
|
SU605664A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
