314
боек 5, свнааипын с горизонтальными цилиндрами 3, механизм 6 возврата бойка, оправку 7 и силовые элементы 8, замыкающие оправку 7 с цилиндра- ми 1 и 3, и механизм 9 поворота кольца.
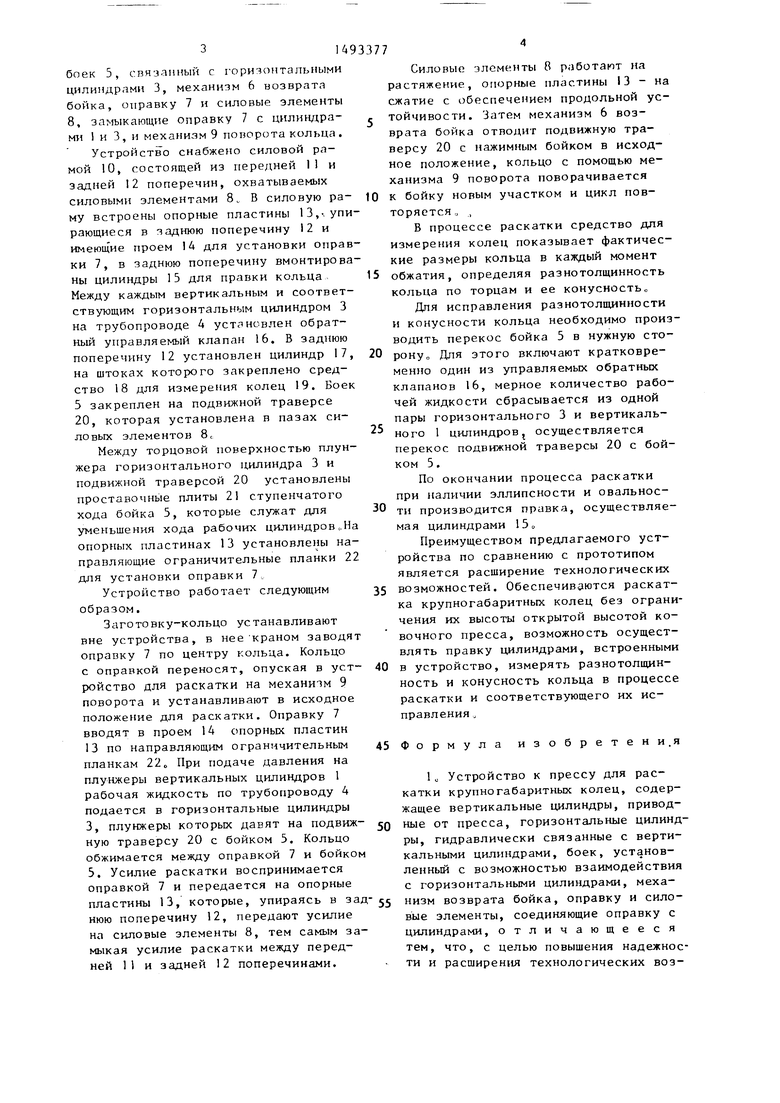
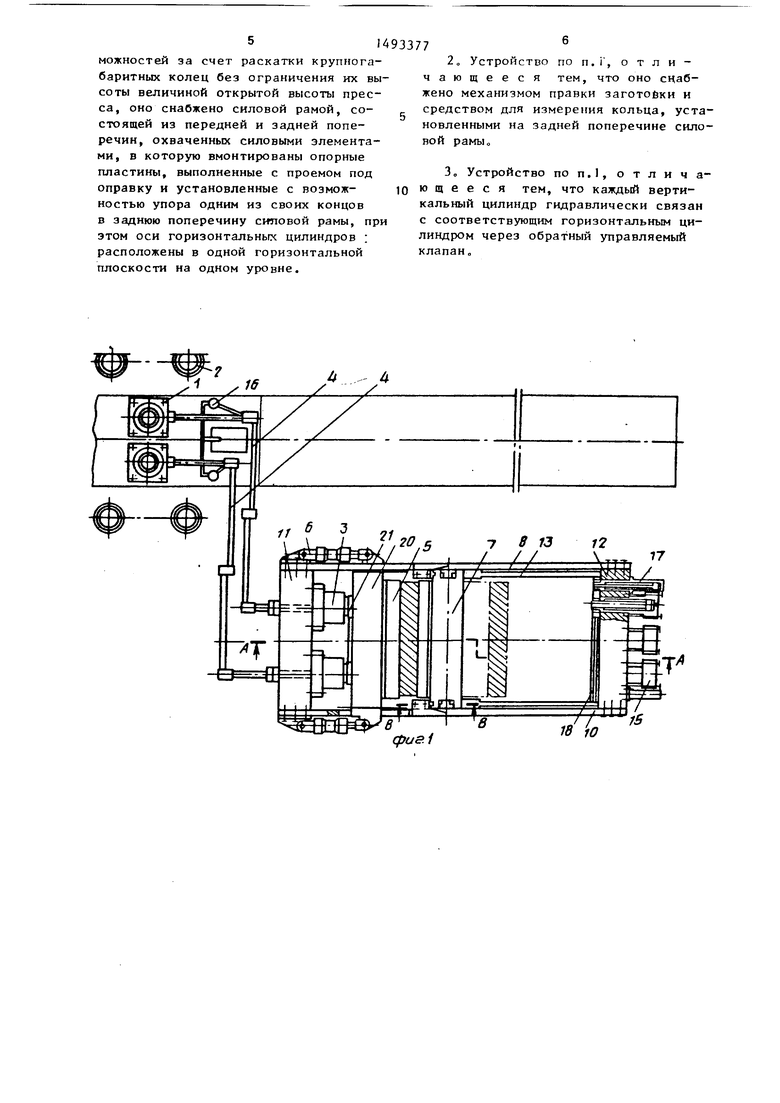
Устройство снабжено силовой рамой 10, состоящей из передней 11 и задней 12 поперечин, охватываемых силовыми элементами 8, В силовую ра- му встроены опорные пластины 13,-. упирающиеся в заднюю поперечину 12 и имеющие проем для установки оправки 7, в заднюю поперечину вмонтированы цилиндры 15 для правки кольца Между каждым вертикальным и соответствующим горизонтальным цилиндром 3 на трубопроводе 4 установлен обратный управляемый клапан 16. В заднюю поперечину 12 установлен цилиндр 17, на штоках которого закреплено средство 18 для измерения колец 19. Боек 5 закреплен на подвижной траверсе 20, которая установлена в пазах силовых элементов 8с
Между торцовой поверхностью плунжера горизонтального цилиндра 3 и подвижной траверсой 20 установлены проставочнь1е плиты 21 ступенчатого хода бойка 5, которые служат для уменьшения хода рабочих цилиндров с.На опорных пластинах 13 установлены направляющие ограничительные планки 22 для установки оправки 7„
Устройство работает следующим образом.
Заготовку-кольцо устанавливают вне устройства, в нее краном заводят оправку 7 по центру кольца. Кольцо с оправкой переносят, опуская в уст- ройство для раскатки на механитм 9 поворота и устанавливают в исходное положение для раскатки. Оправку 7 вводят в проем 14 опорных пластин 13 по направляющим ограничительным планкам 22 При подаче давления на плунжеры вертикальных цилиндров 1 рабочая жидкость по трубопроводу 4 подается в горизонтальные цилиндры 3, плунжеры которых давят на подвиж- ную траверсу 20 с бойком 5. Кольцо обжимается между оправкой 7 и бойком 5. Усилие раскатки воспринимается оправкой 7 и передается на опорные пластины 13, которые, упираясь в зад нюю поперечину 12, передают усилие на силовые элементы 8, тем самым замыкая усилие раскатки между передней 11 и задней 12 поперечинами.
7
Силовые элементы 8 работают на растяжение, опорные пластины 13 - на сжатие с обеспечением продольной устойчивости. Затем механизм 6 возврата бойка отводит подвижную траверсу 20 с нажимным бойком в исходное положение, кольцо с помощью механизма 9 поворота поворачивается к бойку новым участком и цикл повторяется „ ,
В процессе раскатки средство для измерения колец показывает фактические размеры кольца в каждый момент обжатия, определяя разнотолщинность кольца по торцам и ее конусность„
Для исправления разнотолщинности и конусности кольца необходимо производить перекос бойка 5 в нужную сто- ронуо Для этого включают кратковременно один из управляемых обратных клапанов 16, мерное количество рабочей жидкости сбрасывается из одной пары горизонтального 3 и вертикального 1 цилиндровJ осуществляется перекос подвижной траверсы 20 с бойком 5.
По окончании процесса раскатки при наличии эллипсности и овальности производится правка, осуществляемая цилиндрами 15„
Преимуществом предлагаемого устройства по сравнению с прототипом является расширение технологических возможностей. Обеспечиваются раскатка крупногабаритных колец без ограничения их высоты открытой высотой ковочного пресса, возможность осуществлять правку цилиндрами, встроенными в устройство, измерять разнотолщинность и конусность кольца в процессе раскатки и соответствующего их исправления J
Формула изобретен и.я
1„ Устройство к прессу для раскатки крупногабаритных колец, содержащее вертикальные цилиндры, приводные от пресса, горизонтальные цилиндры, гидравлически связанные с вертикальными цилиндрами, боек, установленный с возможностью взаимодействия с горизонтальными цилиндрами, механизм возврата бойка, оправку и силовые элементы, соединяющие оправку с цилиндрами, отличающееся тем, что, с целью повышения надежности и расширения технологических возбаритных колец без ограничения юс высоты величиной открытой высоты пресса, оно снабжено силовой рамой, состоящей из передней и задней поперечин, охваченных силовыми элементами, в которую вмонтированы опорные пластины, выполненные с проемом под оправку и установленные с возможностью упора одним из своих концов в заднюю поперечину силовой рамы, при этом оси гориэонтальных цилиндров ; расположены в одной горизонтальной плоскости на одном уровне.
чающееся тем, что оно снабжено механизмом правки заготойки и средством для измерения кольца, установленными на задней поперечине силовой рамыо
3„ Устройство поп,1,отлича- ю щ е е с я тем, что каждый вертикальный цилиндр гидравлически связан с соответствующим горизонтальным цилиндром через обратный управляемый клапан„
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство к прессу для раскатки крупногабаритных колец | 1986 |
|
SU1391790A1 |
| Устройство к прессу для изготовления крупногабаритных колец | 1987 |
|
SU1489920A1 |
| УСТРОЙСТВО ДЛЯ КОВКИ ПОКОВОК КОЛЕЦ | 1992 |
|
RU2009758C1 |
| УСТРОЙСТВО ДЛЯ РАСКАТКИ ПОЛЫХ ИЗДЕЛИЙ НА ГИДРАВЛИЧЕСКОМ ПРЕССЕ | 2015 |
|
RU2601842C2 |
| Устройство для раскатки изделий вне зоны пресса | 1985 |
|
SU1402401A1 |
| Пресс для раскатки обечаек | 1981 |
|
SU1015538A2 |
| Устройство к прессу для расковки крупных обечаек | 1986 |
|
SU1428528A1 |
| КОВОЧНО-РАСКАТНЫЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕЦ БОЛЬШОГО ДИАМЕТРА | 2014 |
|
RU2568403C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННЕЙ ДОРОЖКИ НАРУЖНОГО КОЛЬЦА ШАРИКОПОДШИПНИКА | 2011 |
|
RU2483858C1 |
| УСТРОЙСТВО СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННЕЙ ДОРОЖКИ НАРУЖНОГО КОЛЬЦА ШАРИКОПОДШИПНИКА | 2011 |
|
RU2483857C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении крупногабаритных колец - обечаек кузнечной раскаткой, осуществляемой вне зоны пресса. Цель изобретения - повышение надежности и расширение технологических возможностей путем раскатки крупногабаритных колец без ограничения их высоты величиной открытой высоты ковочного пресса. Устройство содержит вертикальные и горизонтальные цилиндры, боек, оправку и силовую раму (СР), соединяющую оправку с цилиндрами. СР выполнена в виде передней и задней поперечин, охваченных силовыми элементами. Внутри СР вмонтированы опорные пластины (ОП) для размещения оправки. ОП установлены с возможностью упора одним из своих концов в заднюю поперечину СР. Полую заготовку с оправкой устанавливают в устройство в вертикальном положении и производят раскатку между бойком и оправкой. При этом усилие раскатки воспринимается оправкой и передается на ОП, которые, упираясь в заднюю поперечину, передаюи усилие на силовые элементы, замыкая усилие раскатки между передней и задней поперечинами. В результате одновременно с расширением технологических возможностей устройства повышается его надежность. 2 з.п. ф-лы, 4 ил.
(рие.1
«4
f9
Фаг.г
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
