; Изобретение относится к о бработ- pje металлов давлением и может быть кспользовано в машиностроении для гродольной резки рулонного материала
Цель изобретения - повьшение про- 1|зводительности и улучшение условий обслуткивания ножниц при их мон- и демонтаже,,
На фиг.1 изображена кинематиче- Ская схема многодисковых ножниц; на )иг.2 - разрез на фиг.1.
Многодисковые ножницы содержат :танину 1, привод 2 и ножевую клеть, ;остоящую из корпуса 3, подвижной I неподвижной опор 4. и 5, в которых установлены ножевые валы 6 и 7. В шжней части корпуса 3 ножевой кле- ги имеются упоры 8 и 9, предназначенные для запирания ее в станине во взаимодействии С ползушкой 10 и замковым упором 115 закрепленным на станине.
Упоры 8 и 9, ползушка 10 и замковый упор 11 являются составными частями средства фиксации ножевой клети, Привод которого может быть выполнен электромеханическим или гид- равлическим.
На консолях ножевых валов установлены сцепные, например кулачковые полумуфты 12 и 13, оснащенные конусными ловителям. На неподвижной стойке 14, закрепленной на верхней плоскости станины, в подпружиненно под- вешенньпс опорах установлены промежуточные валы 15 и 16 жестко связанные с карданными валами привода.
На промежуточных валах консольно установлены сцепные муфты 17 и 18 с коническими отверстиями, взаимодействующими -с ловителями полумуфт 12 и 13, обеспечивающими, автоматическое соединение муфт, несмотря на разницу межцентровых расстояний ножевых и подвешенных промежуточных валов, вызванную переточкой дисковых ножей
Многодисковые ножницы со средством фиксации ножевой клети работают следующим образом.
.Ножевая клеть с помощью подъемного крана опускается в нишу станины, когда ползушка 10 находится в исходном (заднем) положении. После вклАче- ния привода средства фиксации ползушка 10, пройдя часть пути вхолостую, входит в контакт .с упором 8 и перемещает ножевую клеть до соприкосновения упора 9 с замковым упором 11, жестко запирая ее в станине. Одновременно, благодаря наличию конусных ловителей на полумуфтах 12 и 13 и подпружиненной подвеске промежуточных валов автоматически соединяются сцепные муфты.
Для замены ножевой клети на дру- при переналадке ножниц привод средства фиксации переключается и на обратный ход, и ползушка 10, вза имодействуя с упором 8, имеющим форму крюка, перемещает ножевую клеть в исходное положние. Одновременно выходят из зацепления сцепные муфты.
Формула изобретения
5
1.Многодисковые ножницы, содер- станину и сменную ножевую клеть со средством фиксации, связанную с приводом карданными валами посредст0 вом установленных .в стойке промежу- точных валов с помощью жестких сцепных муфт, отличающиеся тем, что, с целью повьш1ения производительности и улучшения условий обслуживания при их монтаже и демонтаже, средство фиксации ножевой клети, выполнено приводным в виде подвижно установленной в станине в направлении осей промежуточных валов
Q ползушки, связанной с приводом, замкового упора, смонтированного на станине, и двух упоров, закрепленных на корпусе ножевой клети, один из которых выполнен в виде крюка и у танов5 лен с возможностью взаимрдействия с ползушкой,а другой - с возможностью - .взаимодействия с замковым упором, а стойка жестко закреплена на станине.
2,Ножницы ПОП.1, отличающиеся тем, что привод средства фиксации ножевой клети выполнен электромеханическим или гидравлическим.
0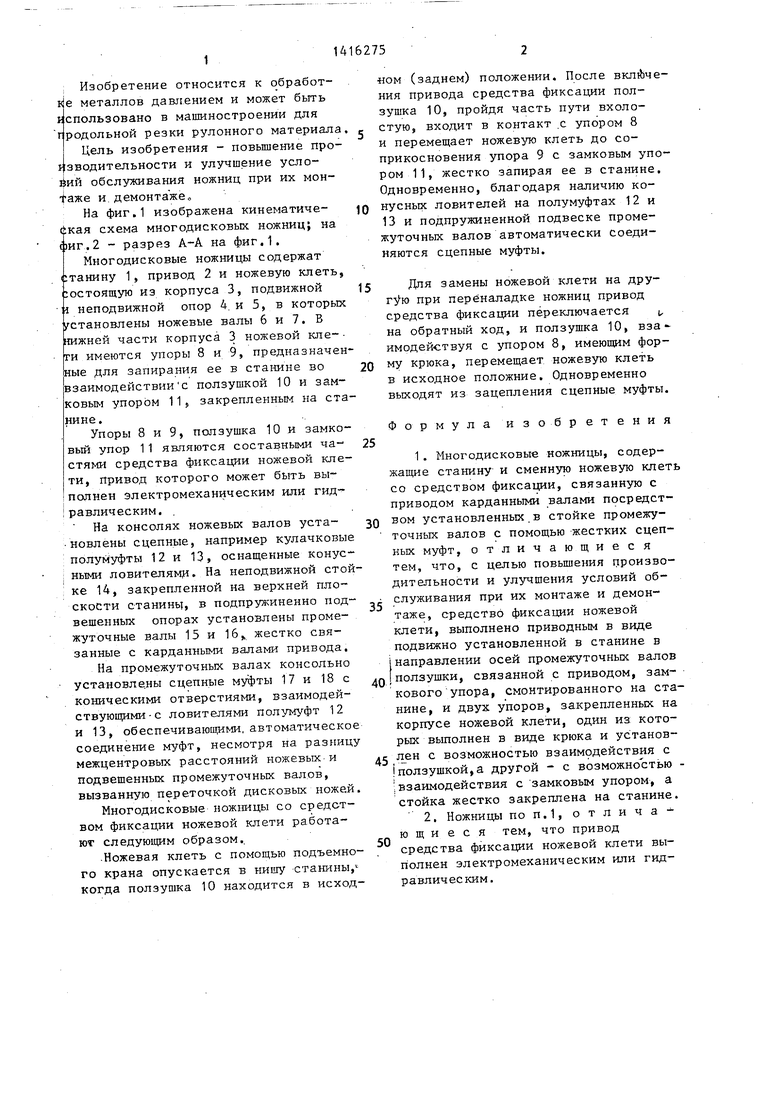
| название | год | авторы | номер документа |
|---|---|---|---|
| Ножницы многодисковые | 1966 |
|
SU656752A1 |
| Многодисковые ножницы | 1978 |
|
SU791470A1 |
| Ножницы для резки сортового проката | 1978 |
|
SU764880A1 |
| Многодисковые ножницы | 1982 |
|
SU1044437A2 |
| Ножницы дисковые | 1983 |
|
SU1094681A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| Ножницы для резки проката | 1982 |
|
SU1050817A1 |
| Устройство для закатки и раскатки рулонного материала | 1986 |
|
SU1341135A1 |
| Устройство для заправки полос в барабан моталки | 1987 |
|
SU1512716A1 |
| Пресс для монтажа и демонтажа узлов | 1988 |
|
SU1574426A1 |
Изобретение относится к обработке металлов давлением и может б ыть использовано в машиностроении для продольной резки рулонного материала. Цель изобретения - повышение производительности и улучшение условий I СП IД-J УлччУ Л fjЧЧЧуи.Ч. JJ 9 обслуживания многодисковых ножниц при их монтаже и демонтаже. Многодисковые ножницы содержат станину 1, привод 2 и ножевую клеть, связанную с приводом 2 карданнь ш валами через .промежуточною валы 15, 16 с помощью жестких сцепных муфт, и оснащены средством фиксации ножевой клети с электромеханическим или гидравлическим приводом, включающим ползушку 10, установленную в станине, упоры 8, 9, закрепленные на корпусе 3, клети, один из которых вьтолнен в виде крюка, и замковьй упор 11 на станине, а стойка 14 с промежуточными валами 15, 16 привода и парой сцепных полумуфт закреплена на станине 1 неподвижно и привода перемещения не имеет. 1 з.п. ф-лы, 1 ил. о СО С v / Фиг.2 ЧЧЧуи 9 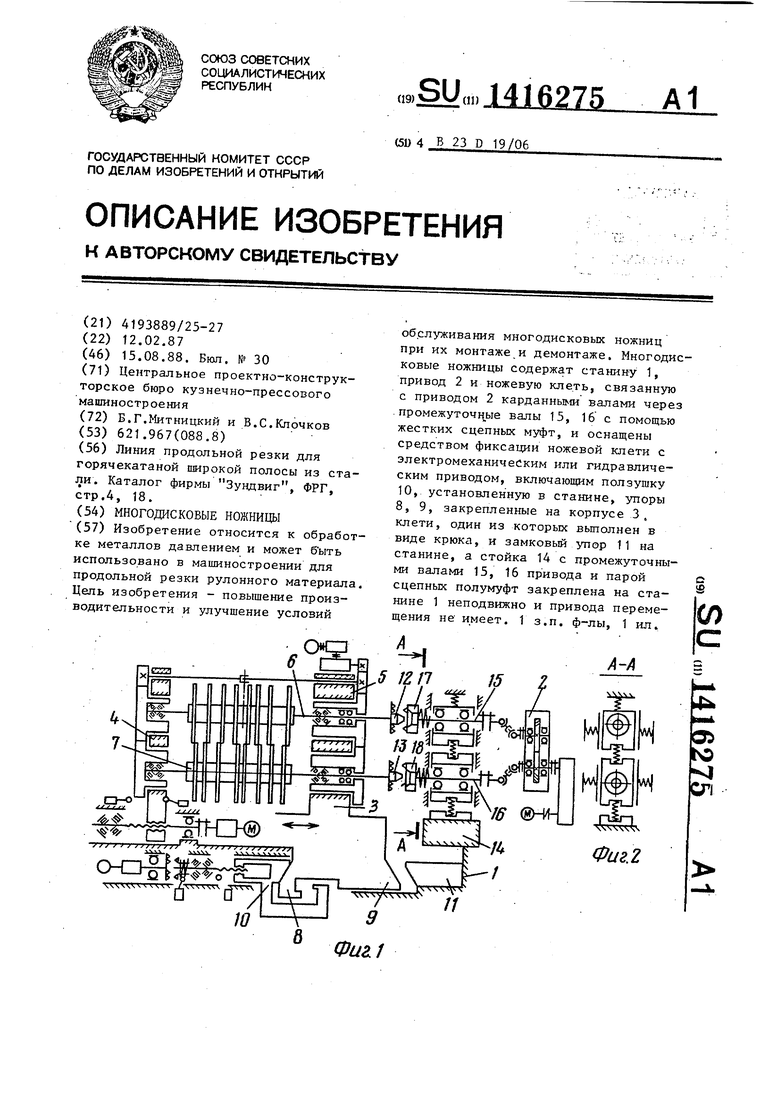
| Линия продольной резки для горячекатаной широкой полосы из стали | |||
| Каталог фирмы Зундвиг, ФРГ, стр.4, 18. |
