1
(21)4381902/27-27 (22) 25.02.88 (46)30,06.90. Бюл. №24 (75) М.М.Мезенцев (53)658.515(088.8)
(56)Авторское свидетельство СССР №430985, кл. В 23 Р 19/02, 1972.
(54) ПРЕСС ДЛЯ МОНТАЖА И ДЕМОНТАЖА УЗЛОВ
(57)Изобретение относится к механосборочному производству, к устройствам для монтажа и демонтажа прессовых соединений. Цель изобретения - расширение технологических возможностей и повышение автоматизации путем обеспечения выполнения устройством различных операций и обработки изделий разных типоразмеров, а
также путем объединения всех операций в единый цикл, задаваемый системой управления. Револьверные головки 5 и 6 подводят к демонтируемому узлу 8. Вначале осуществляются операции по демонтажу резьбовых соединений при помощи гайковертов и захватов. Далее, поворотом головок вводят в работу базирующие упоры 29 - 32, которые зажимают валы узла 8, после чего происходит совместное перемещение головок в одну сторону. Обратным их движением при помощи приспособления 11 с валов спрессовываются подшипники. Последовательность включения всех механизмов обеспечивает система управления с коман- доаппаратом и путевыми конечными выключателями. 2 з.п. ф-лы, 11 ил.
СО
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для намотки рулонного материала | 1984 |
|
SU1216112A1 |
| Револьверная головка | 1990 |
|
SU1787697A1 |
| Многооперационный станок | 1991 |
|
SU1775268A2 |
| Устройство для обслуживания транспортных средств | 1978 |
|
SU856873A1 |
| Многошпиндельный гайковерт | 1991 |
|
SU1804996A1 |
| Револьверная головка | 1984 |
|
SU1196155A1 |
| Револьверный суппорт токарного автомата | 1986 |
|
SU1342610A1 |
| Устройство для отпирания замка крышки люка вагона | 1988 |
|
SU1579854A1 |
| Подвесное устройство для технического обслуживания автомобилей | 1983 |
|
SU1146224A1 |
| Револьверная головка | 1986 |
|
SU1323245A1 |




Изобретение относится к механосборочному производству, к устройствам для монтажа и демонтажа прессовых соединений. Цель изобретения - расширение технологических возможностей и повышение автоматизации путем обеспечения выполнения устройством различных операций и обработки изделий разных типоразмеров, а также путем объединения всех операций в единый цикл, задаваемый системой управления. Револьверные головки 5 и 6 подводят к демонтируемому узлу 8. Вначале осуществляются операции по демонтажу резьбовых соединений при помощи гайковертов и захватов. Далее, поворотом головок вводят в работу базирующие упоры 29 - 32, которые зажимают валы узла 8, после чего происходит совместное перемещение головок в одну сторону. Обратным их движением при помощи приспособления 11 с валов спрессовываются подшипники. Последовательность включения всех механизмов обеспечивает система управления с командоаппаратом и путевыми конечными выключателями. 2 з.п. ф-лы, 11 ил.
35
/
ел
XJ
Јь N ГО
DS
Фиг. 1
Изобретение относится к механосборочному производству, а именно к устройствам для монтажа и демонтажа прессовых соединений, в частности коробок передач автомобилей.
Целью изобретения является расширение технологических возможностей и повышение автоматизации путем снабжения устройства револьверными головками и дополнительными закрепленными на них инструментами, выполнения привода этих головок обеспечивающим их как взаимное относительное, так и совместное перемещение, электрической связи этого привода с приводами других механизмов устройства, а также установки всех базирующих и обрабатывающих узлов с возможностью регулировочных перемещений.
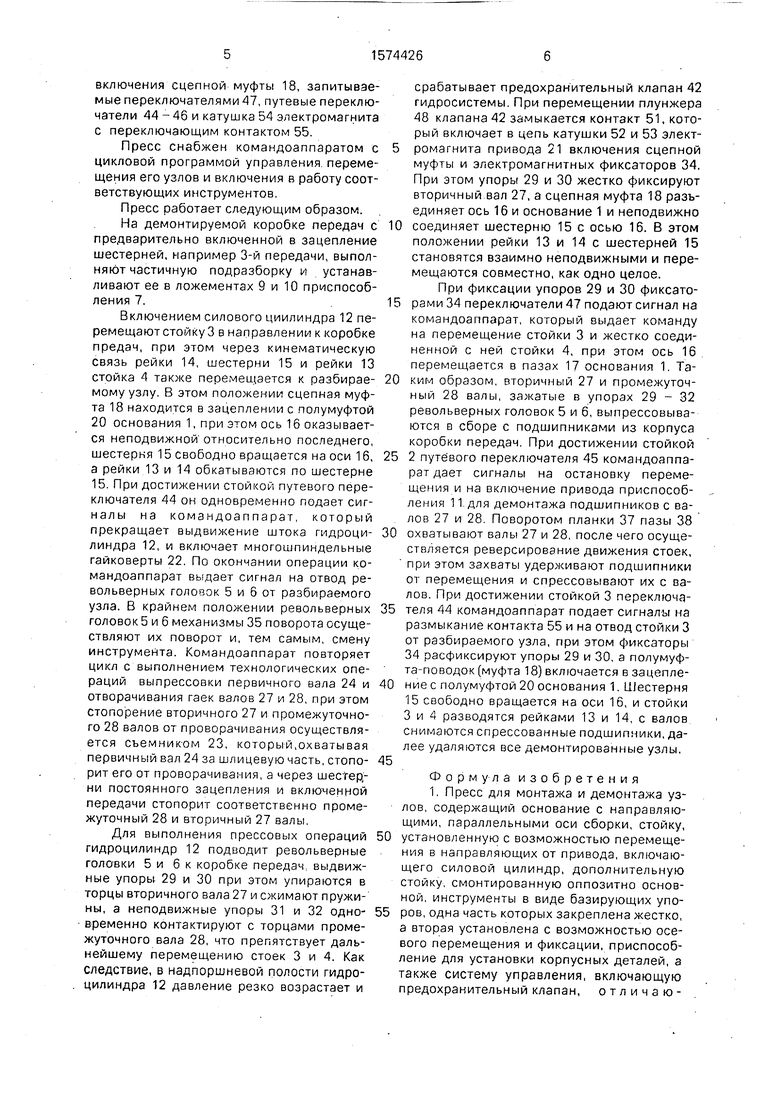
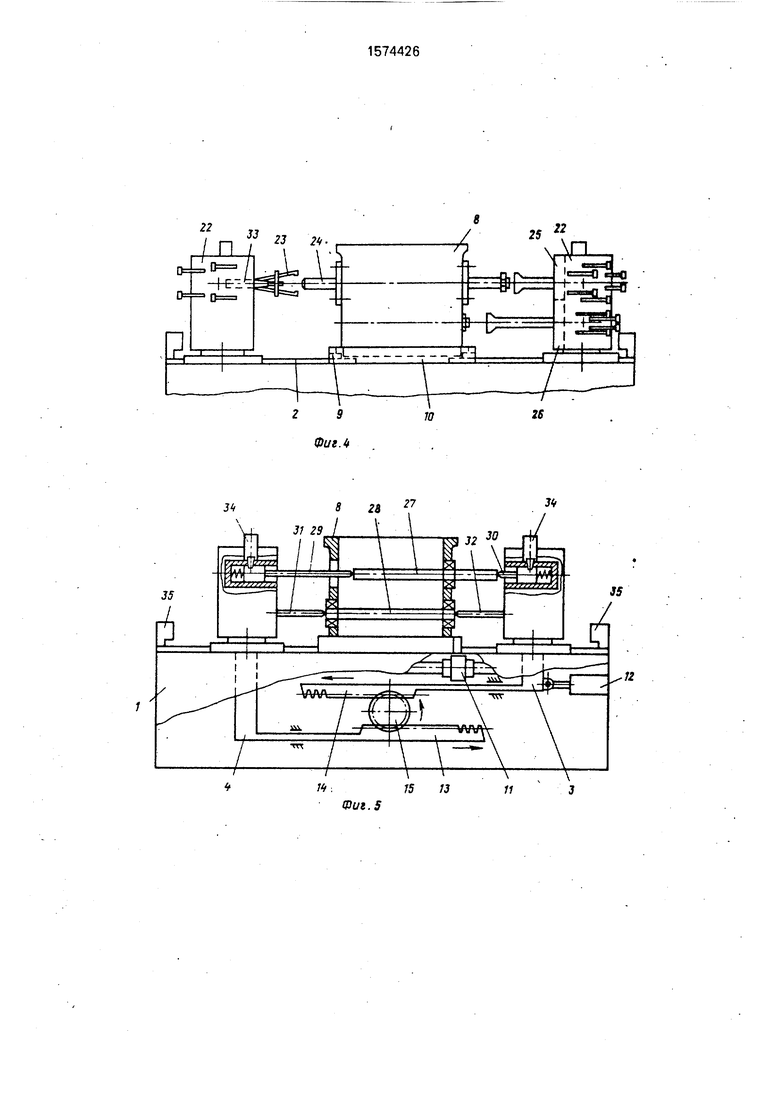
На фиг, 1 представлен предлагаемый пресс, вид сверху; на фиг. 2 - узел I на фиг. 1; на фиг, 3 - разрез А-А на фиг. 2; на фиг.4- пресс (исходное положение), общий вид; на фиг. 5 - то же, в момент касания упорами торцов обрабатываемого вала; на фиг. 6 - то же, в положении для демонтажа охватываемых деталей с валов; на фиг. 7 - разрез Б-Б на фиг. 6; на фиг, 8 - гидравлическая схема стенда; на фиг. 9 - предохранительный клапан, разрез; на фиг. 10 - электрическая схема; на фиг. 11 - схема установки путевых конечных выключателей.
Пресс состоит из основания 1 с направляющими 2,-параллельными оси обработки, и установленными на них с возможностью перемещения стойками 3 и 4. На стойках смонтированы с возможностью поворота револьверные головки 5 и 6 трехгранной формы. Между стойками на основании размещено приспособление 7 для установки корпусных деталей или узлов 8, выполненное в виде ложементов 9 и 10, установленных с возможностью взаимного относительного перемещения и фиксации. Между приспособлением 7 и стойкой 3 на основании 1 закреплено приспособление 11 для демонтажа охватывающих деталей.
Привод перемещения стоек выполнен в виде силового цилиндра 12, который закреплен на основании и шарнирно связан своим штоком со стойкой 3, а также жестко связанных со стойками зубчатых реек 13 и 14. Обе зубчатые рейки входят в зацепление с шестерней 15, установленной на оси 16 с возможностью свободного вращения. На основании 1 выполнены направляющие пазы 17, параллельные оси обработки, в которых размещена с возможностью перемещения ось 16. На ней выполнены шлицы, на которых установлена сцепная муфта 18. Последняя может входить в зацепление с полумуфтой 19, закрепленной на шестерне 15, и с полумуфтой 20, закрепленной на основании. Сцепная муфта перемещается по шлицам оси 16 электромагнитным приводом 21.
На револьверных головках 5 и 6 размещены инструменты, представляющие собой сменные пневматические многошпиндельные гайковерты 22 для отворачивания болтов крепления крышек подшипников валов
0 коробки передач, сьемник 23 первичного вала 24 коробки передач, гайковерты 25 и 26 для отворачивания гайки.крепления фланца вторичного вала 27 и гайки заднего подшипника промежуточного вала 28, а также бази5 рующие упоры 29 - 32 для выпрессовки валов 27 и 28 коробки передач. При этом сьемник 23 имеет привод от пневмоцилинд- ра 33, а выдвижные упоры 29 и 30, гайковерт 25 и сьемник 23 смонтированы с возможно0 стью вертикального перемещения. Упоры 31 и 32 для выпрессовки промежуточного вала 28 жестко закреплены в револьверных головках, а упоры 29 и 30 для выпрессовки вторичного вала 27 подпружинены в на5 правлении к коробке передач и снабжены электромагнитными фиксаторами 34. Револьверные головки 5 и 6 вращаются механизмами 35 поворота.
Приспособление 11 для демонтажа ох0 ватывающих деталей, например подшипников с валов коробки передач, содержит базирующий элемент 36, установленный на основании с возможностью регулировочного перемещения в направлении, параллель5 ном оси обработки. На этом элементе шарнирно закреплена с возможностью поворота упорная планка 37 с расширяющимися наружу пазами 38 для охвата валов. Поворот планки осуществляется при помо0 щи привода (не показан).
Гидросистема и система управления содержат насос 39, электрогидравлический трехпозиционный распределительный золотник 40, соединительные трубопроводы
5 41, предохранительный клапан 42, включенный в напорную магистраль, и обратный клапан 43. Включение золотника 40 осуществляется командоаппаратом (не показан), в который поступают сигналы от путевых пе0 реключателей 44 - 46 перемещения стоек 3 и 4 и от переключателей 47 фиксаторов 34. Предохранительный плунжерный клапан 42 снабжен закрепленным на плунжере 48 стержнем 49 с постоянным магнитом 50 и размещенными в корпусе клапана 42 магни- тоуправляемыми контактами 51. 5В электрическую цепь включены замыкающий контакт 51 путевого выключателя катушки 52 электромагнитных фиксаторов в 34, катушка 53 электромагнита привода 21
включения сцепной муфты 18, запитывэе- мые переключателями 47, путевые переключатели 44 -46 и катушка 54 электромагнита с переключающим контактом 55.
Пресс снабжен командоаппаратом с цикловой программой управления перемещения его узлов и включения в работу соответствующих инструментов.
Пресс работает следующим образом.
На демонтируемой коробке передач с предварительно включенной в зацепление шестерней, например 3-й передачи, выполняют частичную подразборку и устанавливают ее в ложементах 9 и 10 приспособления 7.
Включением силового циилиндра 12 перемещают стойку 3 в направлении к коробке предач, при этом через кинематическую связь рейки 14, шестерни 15 и рейки 13 стойка 4 также перемещается к разбирае- мому узлу. В этом положении сцепная муфта 18 находится в зацеплении с полумуфтой 20 основания 1, при этом ось 16 оказывается неподвижной относительно последнего, шестерня 15 свободно вращается на оси 16, а рейки 13 и 14 обкатываются по шестерне 15. При достижении стойкой путевого переключателя 44 он одновременно подает сигналы на командоаппарат, который прекращает выдвижение штока гидроци- линдра 12, и включает многошпиндельные гайковерты 22. По окончании операции командоаппарат выдает сигнал на отвод револьверных головок 5 и 6 от разбираемого узла. В крайнем положении револьверных головок 5 и 6 механизмы 35 поворота осуществляют их поворот и, тем самым, смену инструмента. Командоаппарат повторяет цикл с выполнением технологических операций выпрессовки первичного вала 24 и отворачивания гаек валов 27 и 28, при этом стопорение вторичного 27 и промежуточного 28 валов от проворачивания осуществляется съемником 23, который,охватывая первичный вал 24 за шлицевую часть, стопо- рит его от проворачивания, а через шестерни постоянного зацепления и включенной передачи стопорит соответственно промежуточный 28 и вторичный 27 валы.
Для выполнения прессовых операций гидроцилиндр 12 подводит револьверные головки 5 и 6 к коробке передач выдвижные упоры 29 и 30 при этом упираются в торцы вторичного вала 27 и сжимают пружины, а неподвижные упоры 31 и 32 одно- временно контактируют с торцами промежуточного вала 28, что препятствует дальнейшему перемещению стоек 3 и 4. Как следствие, в надпоршневой полости гидроцилиндра 12 давление резко возрастает и
срабатывает предохранительный клапан 42 гидросистемы. При перемещении плунжера 48 клапана 42 замыкается контакт 51, который включает в цепь катушки 52 и 53 электромагнита привода 21 включения сцепной муфты и электромагнитных фиксаторов 34. При этом упоры 29 и 30 жестко фиксируют вторичный вал 27, а сцепная муфта 18 разъединяет ось 16 и основание 1 и неподвижно соединяет шестерню 15 с осью 16. В этом положении рейки 13 и 14 с шестерней 15 становятся взаимно неподвижными и перемещаются совместно, как одно целое.
При фиксации упоров 29 и 30 фиксаторами 34 переключатели 47 подают сигнал на командоаппарат, который выдает команду на перемещение стойки 3 и жестко соединенной с ней стойки 4, при этом ось 16 перемещается в пазах 17 основания 1. Таким образом, вторичный 27 и промежуточный 28 валы, зажатые в упорах 29 - 32 револьверных головок 5 и 6, выпрессовыва- ются в сборе с подшипниками из корпуса коробки передач. При достижении стойкой
2путевого переключателя 45 командоаппарат дает сигналы на остановку перемещения и на включение привода приспособления 11 для демонтажа подшипников с валов 27 и 28 Поворотом планки 37 пазы 38 охватывают валы 27 и 28, после чего осуществляется реверсирование движения стоек, при этом захваты удерживают подшипники от перемещения и спрессовывают их с валов. При достижении стойкой 3 переключа,- теля 44 командоаппарат подает сигналы на размыкание контакта 55 и на отвод стойки 3 от разбираемого узла, при этом фиксаторы 34 расфиксируют упоры 29 и 30, а полумуфта-поводок (муфта 18) включается в зацепление с полумуфтой 20 основания 1.Шестерня 15 свободно вращается на оси 16, и стойки
3и 4 разводятся рейками 13 и 14, с валов снимаются спрессованные подшипники, далее удаляются все демонтированные узлы.
Формула изобретения 1. Пресс для монтажа и демонтажа узлов, содержащий основание с направляющими, параллельными оси сборки, стойку, установленную с возможностью перемещения в направляющих от привода, включающего силовой цилиндр, дополнительную стойку, смонтированную оппозитно основной, инструменты в виде базирующих упоров, одна часть которых закреплена жестко, а вторая установлена с возможностью осевого перемещения и фиксации, приспособление для установки корпусных деталей, а также систему управления, включающую предохранительный клапан, отличающ и и с я тем. что, с целью расширения технологических возможностей и повышения автоматизации, он снабжен приспособлением для демонтажа охватывающих деталей, смонтированным на основании между стойка- ми, револьверными головками, установленными на стойках с возможностью поворота, и дополнительными инструментами, установ- леными на этих головках, базирующие упоры, установленные с возможностью осевого перемещения, подпружинены, а их фиксаторы выполнены в виде электромагнитов, приспособление для установки корпусных деталей выполнено в виде смонтированных на основании между стойками ложе- ментов, основание выполнено с направляющими пазами, параллельными оси сборки, привод перемещения выполнен в виде соединенных со стойками зубчатых реек, оси со шлицами, размещенной с воз- можностью перемещения в направляющих пазах, шестерни, установленной с возможностью свободного вращения на оси и взаимодействия с зубьями реек, двух зубчатых полумуфт, одна из которых закреплена на торце шестерни, а вторая - на основании, сцепной муфты, установленной на шлицах оси с возможностью осевого перемещения
/ /4
с:;
///// //fY/ //////////// //////
.... j ,
Г
,
}
Ј //////// /////////А/х/
///7/4
га
if/r//////////f
16
и взаимодействия с упомянутыми полумуфтами, а также электромагнитного привода перемещения сцепной муфты, система управления выполнена с датчиком давления, установленным на предохранительном клапане и электрически связанным с электромагнитами привода сцепной муфты и фиксаторов упоров, а дополнительная стойка установлена с возможностью перемещения в направляющих основания.
IT18
/х/
if/r//////////f
Фиг. 2
со см «сг ч- г- ю
i
-Е-Г
И
«
«О
«V 51 в
38 38
/ К
Ч-Л-Л
Фиг. 7
12
47
W
ZJW
Х
4-2
/
Ф
W
J
Фиг. В
Фиг. 9
51
34
44
I
Демонтаж подшипников
Выпрессодка далод
I
СиТ-
г
«сФиг.Ю
46
/
LC
Подвод стойки
Отвод
