Изобретение относится к обработке металлов давлением и может быть использовано в прокатном производстве для раскроя летучими ножницами.
Цель изобретения - повьшение выхода годного и повышение производительности за счет уменьшения количества коротких полос.
На фиг,1 изображена предлагаемая система управления раскроем раската на летучих ножницах; на фиг„2 - диаграмма раскройного плана раската; на фиг.З и 4 - варианты диаграммы раскройного плана раската.
Система управления раскроя раската содержит блок 1 реза, соединенные между собой шиной информации блок 2 задания и регистр 3, командный блок 4, соединенный с первым управляющим входом 5 регистра 3, датчик 6 наличия проката и датчик 7 импульсов, измеритель 8 длины полосы, в состав которого входят триггер 9, включающий вход которого соединен с датчиком 6, счетчик 10, ключ 11, входы которого соединены с выходом триггера 9 и датчиком 7 импульсов, а выход - со счетным входом счетчика 10, элемент 12 сравнения состояния счетчика- 10 с уставкой 13, триггер 14, включающий вход которбго соединен с выходом элемента 12 сравнения, триггер 15, динамический вход которого соединен с датчиком 6 наличия проката и элемент И 16, входы которого соединены с выходами триггеров 14 и 15, блок 17 сравнения, информационные входы которого соединены с выходом регистра 3 и выходом счетчика 10, элемент ИЛИ 18, входы которого соединены с выходами блока 17 сравнения и элемента И 16, а выход - с блоком 1 реза, входом установки в нуль счетчика 10 и . отключающими входами 19-21 триггеров 9, 14 и 15 соответственно.
В систему также введены делитель 22 частоты, вход которого соединен с датчиком 7 импульсов, счетчик 23, соединенный с регистром 3 шиной информации, одновибратор 24, вход которого соединен с датчиком 6 наличия проката, а выход - с входом установки в нуль счетчика 23 и вторът управляющим входом 25 регистра 3, два элемента И 26 и 27, вход 28 элемента И 26 соединен с выходом триггера 15, два других его входа и входы элеме нта И 27 соединены с датчиком 6 наличия прока0
5
0
5
0
5
0
5
0
5
та и выходом делителя 22 частоты, : причем регистр выполнен в виде вычитающего счетчика, счетный вход 29 которого соединен с выходом элемента И 26, а вьосод элемента И 27 соединен со счетным входом счетчика 23.
Система управления работает следующим образом.
Перед поступлением заготовок в стан все счетчики установлены в нулевое состояние, сигнал на выходе триггеров 9, 14 и 15 отсутствует, элементы 26 и 27 и ключ 11 закрыты. Установка 13 элемента 12 сравнения эквивалентна минимальной длине IMMH полосы, принимаемой механизмами холодильника. Коэффициент k деления делителя 22 частоты задан равным числу полос, на которое целесообразно делить раскат. Уставка блока 2 задания соответствует длине В, отрезаемой полосы на первом раскате. Кнопкой командного блока 4 оператор заносит в регистр 3 из блока 2 задания код, эквивалентный длине I,.
В момент появления раската 30 в сечении стана 31, контролируемого датчиком 6, включается триггер 9, открывается ключ 11, и импульсы датчика 7 начинают суммироваться счетчиком 10. В момент равенства состояния счетчика 10 коду числа, установленному в регистре 3, т.е. эквивалентному длине 1-, полосы, выходной сигнал блока 17 сравнения через элемент ИЛИ 18 включает блок 1 реза ножниц 32 и устанавливает в нуль счетчик 10. От раската последовательно отделяются полосы заданной длины I,.
Для обработки полос, отрезаемых от концов смежных раскатов,предназначены: элемент 12 сравнения, триггеры 14 и 15 и элемент И 16. Элемент 12 сравнения осуществляет на каждой полосе сравнение состояния счетчика 10 с уставкой 13. Моменты равенства запоминаются триггером 14. При отрезании каждой очередной полосы триггер 14 устанавливается в исходное положение, а затем при отсчете текущей длины следующей полосы цикл повторяется.
При обработке последней концевой полосы Е )(. возможны три варианта раскройного плана, представленные на фиг.2-4. Последовательность срабатывания элементов схемы в каждом из вариантов зависит от длины концевой полосы, которая, в свою очередь, должна
удовлетворять одному из приведенных неравенств.
Если при порезке, например, 1-го раската (фиг.2) возникает ситуация, при которой
1««к IK, li. (1) то в период отсчета измерителем 8 текущей длины полосы сначала срабатывает элемент 12 сравнения и триггер 14, а затем в момент исчезновения проката из полосы резания - триггер 15. Выходной сигнал элемента И 16 устанавливает через элемент ИЛИ 18 элементы схемы в исходное состояние. При этом блок 1 реза не включается (запрет на включение блока 1 реза в отсутствии проката на ножницах на схеме не показан).
В случае, изображенном на фиг.З, когда
1л,ин 1к,+ а, (2) где а - длина разрыва между смежными
раскатами,
исчезновение раската фиксируется триггером 15. Затем, в период дальнейшей работы счетчика 10 срабатьшает элемент 12 сравнения и триггер 14. Выходной сигнал элемента И 16 устанавливает элементы схемы в исходное положение.
При соблюдении неравенств (1) и (2) раскройный план следующего раската не зависит от длины концевой полосы предьщущего. Если же на стьже смежных раскатов возникает ситуация, изображенная на фиг.4, при которой
f 1
мин
то от начала следующего, например 2-го, раската отрезается укороченная полоса 1Hj длиной
1н1 IMMH - (1 k, + а). (4)
В этом случае элемент 12 сравнени срабатывает при наличии в плоскости резания начала следующего раската.
В период порезки 1-го раската под готавливается информация для порезки последующего. Для этого вычисляется длина полосы, необходимая для равномерного раскроя 1-го раската. При появлении раската в поле зрения датчика 6 открывается элемент И 27, и импульсы датчика 7 через делитель 22 частоты начинают суммироваться счетчиком 23. По окончанию суммирования, т.е. в момент исчезновения раскатс из плоскости резания счет- |4иком 23, будет отсчитано число им- ульсов, эквивалентное длине 1 i поG
.Q |.- 20,
25 35
30
50 55лосы, для равномерного раскроя 1-го прокатанного раската. Исчезновение раската вызывает появление кратковременного сигнала на выходе одновиб- ратора 24. Этот сигнал, поступая на управляющий вход 25 регистра 3 и на вход установки в ноль счетчика 23, сначала разрешает перенос состояния счетчика 23 в регистр 3, а затем устанавливает этот счетчик в нулевое состояние.
Порезка 2-го и всех последующих раскатов основана на предположении о том, что заготовки поступают на стан партиями и в пределах одной партии имеют равную длину. Исходя из этого, длина 1 полосы, вычисленная в период прокатки 1-го раската путем деления его полной длины на коэффициент k, является уставкой для равномерного ракроя 2-го раската. В свою очередь, длина I полосы, вычисленная в пери- од прокатки 2-го раската, является уставкой для раскроя раската,т.е.
1, 1,; Ч 1,; 1, IP.,.
Такая программа порезки приемлема для ситуаций, удовлетворяющих неравенствам (1) и (2). В этом случае после прокатки 1-го раската длина l , полосы, вычисленная счетчиком 23, переносится в регистр 3, откуда поступает на вход блока 17 сравнения в качестве уставки для длины 1 полосы на следующем раскате.
Лдя предотвращения последствий ситуаций, характеризующихся неравенством (3), в устройстве предусмотрен элемент И 26 и вычитающий вход 29 регистра 3. В этом случае, исчезновение предьщущего раската из поля зрения датчика 6 фиксируется триггером. 15, который подготавливает к открытию элемент И 26. К этому моменту в регистр 3 из счетчика 23 перенесено число, эквивалентное длине 1. При появлении начала 2-го раската в плоскости резания элемент И 26 открывается, и импульсы датчика 7 через делитель 22 частоты начинают вычитаться регистром 3. Процесс корректировки длины I заканчивается при отсчете счетчиком Ю длимы полосы и последовательно срабатыванием элемента 12 сравнения, триггера 14 и элемента И 16. Выходной сигнал последнего через элемент ШШ 18 включает блок 1 реза, и от 2-го раската отде- , ляется короткая полоса IHJ , длине ко513918
торой удовлетворяет соотношение (4). К этому моменту из регистра будет вычтено число импульсов, эквивалентное HHJ /k и его состояние станет эквивалентно скорректированной длине
равной
fC jP lat t. i , .
Эта длина и является заданием для порезки оставшейся части 2-го раската полосы длиной Ij. Так как длины смежных раскатов равны, т.е. (), то эта часть 2-го раската разрезается на равные части.
Следующий раскат 3-ий режется на полосы длиной
2. и и
Формула изобретения
Система управления раскроем раската на летучих ножницах, содержащая блок реза, соединенные между собой шиной информации блок задания и регистр, командный блок, соединенный с первым управляющим входом регистра, датчик наличия проката и датчик импульсов, измеритель длины полосы, включающий вход которого соединен с датчиком наличия проката, а счетный
0
5
0
5
0
1А6
вход-- с датчиком импульсов, блок сравнения, информационные входы которого соединены с выходом блока сравнения и исполнительным выходом измерения длины полосы, а выход - с отключающим входом последнего и блоком реза, отличающаяся тем, что, с целью повышения выхода годного и повышения производительности за счет уменьшения количества коротких полос, она снабжена делителем частоты, вход которого снабжен с датчиком импульсов, счетчиком, соединенным с регистром шиной информации, одновиб- ратором, вход которого соединен с датчиком наличия проката, а выход - с входом установки в нуль счетчика и вторым управляющим входом регистра, двумя элементами И, один из входов первого из которых соединен с управляющим выходом измерителя длины полосы, а два других его входа и выходы второго элемента И связаны с датчиком наличия проката и выходом делителя частоты, при этом регистр вьшол- нен в виде вычитающего счетчика, счетный вход которого соединен с выходом первого элемента И, а выход второго элемента И соединен со счетным входом вычитающего счетчика.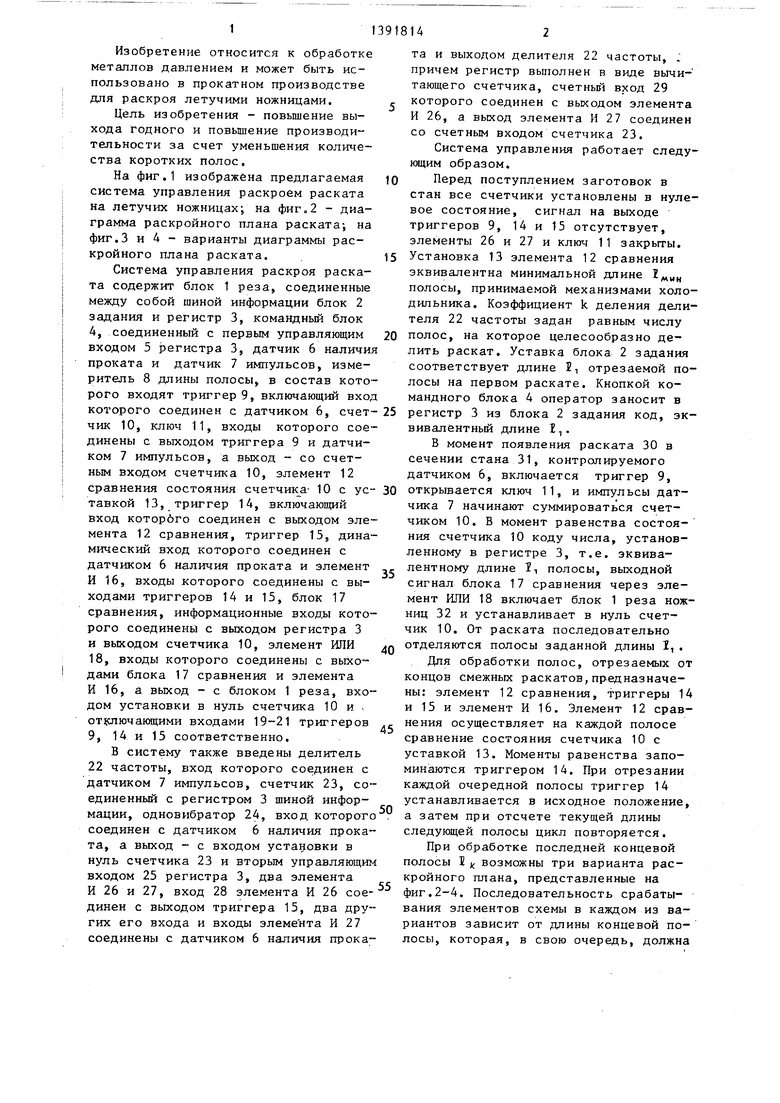


| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления раскроем раската на летучих ножницах | 1986 |
|
SU1391813A1 |
| Устройство для раскроя мелкосортного раската | 1986 |
|
SU1357101A1 |
| Система управления раскроем сортового проката | 1989 |
|
SU1632770A1 |
| Система управления порезкой крупных профилеразмеров сортового проката | 1989 |
|
SU1632540A1 |
| Способ равномерного раскроя мелкосортного проката и устройство для его осуществления | 1986 |
|
SU1424997A1 |
| Система управления раскроем мелкосортного раската на полосы | 1987 |
|
SU1426789A1 |
| Система управления раскроем сортового раската летучими ножницами | 1987 |
|
SU1426788A1 |
| Устройство для раскроя сортового проката | 1990 |
|
SU1734996A1 |
| Система управления раскроем сортового раската летучими ножницами | 1988 |
|
SU1542800A2 |
| Устройство для раскроя мелкосортного проката | 1986 |
|
SU1416303A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для раскроя раскатов на непрерьтных мелкосортных станах, оборудованных летучими ножницами. Цель повышение выхода годного и производительности за счет уменьшения количества коротких полос. Счетчик 23 путем суммирования через делитель 22 частоты импульсов датчика 7 вычисляет длину полосы для равномерного раскроя раската, перемещающегося через плоскость резания. Эта длина запоминается регистром 3, выполненным в виде вычитающего счетчика, и является заданием для порезки следуняцего раската. При отделении от начала следующего раската короткой полосы состояние регист-. ра 3 корректируется за счет вычитания из последнего через делитель 22 частоты эквивалентного количества импульсов датчика 7. 4 ил. о (Л 00 со 00 ) Фае-/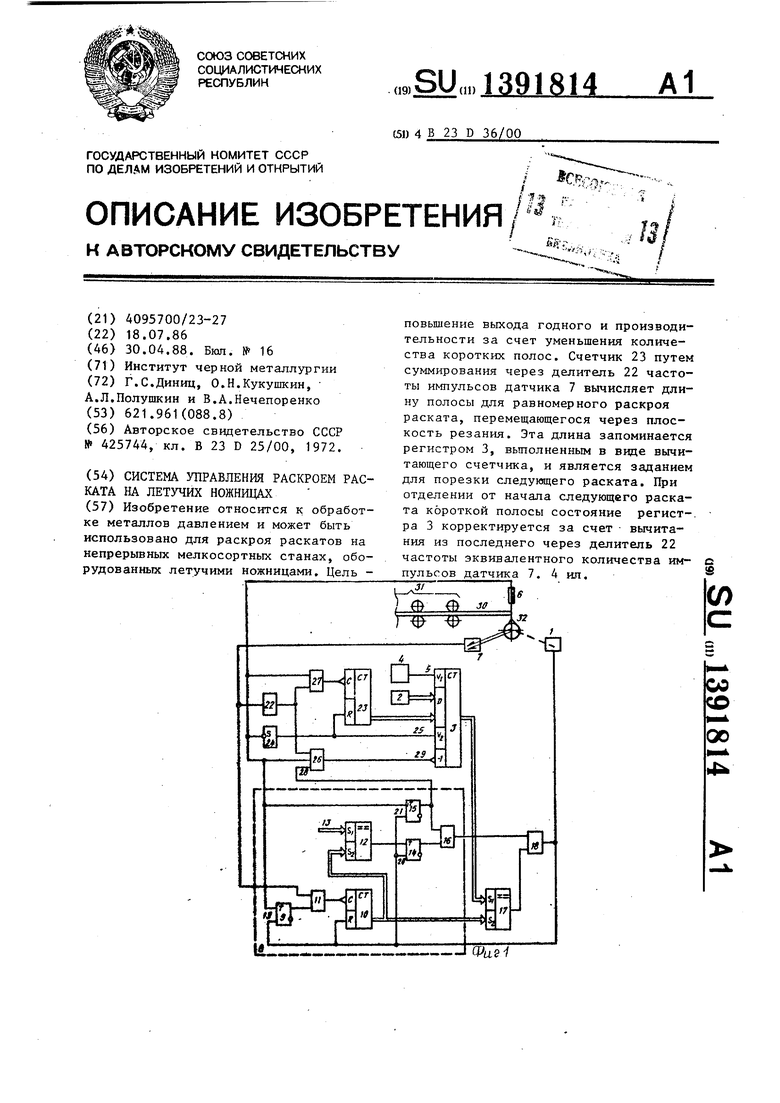
L)
h
ii
LZ
12 - /;
h -l
фиг 3
фиг. 4
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ РЕЗКОЙ МЕЛКОСОРТНОГО РАСКАТА | 1972 |
|
SU425744A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
