лл I 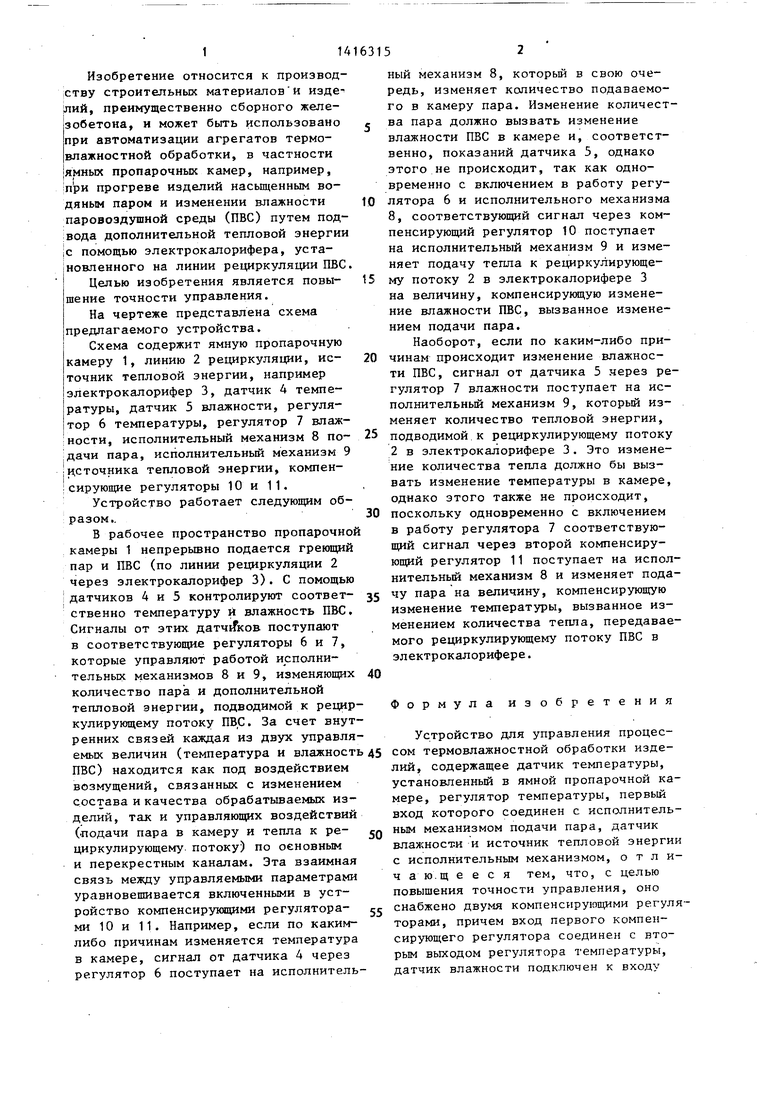
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО УПРАВЛЕНИЯ ТЕРМОВЛАЖНОСТНОЙ ОБРАБОТКОЙ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1990 |
|
RU2026779C1 |
| Устройство автоматического управления термовлажностной обработкой лицевых бетонных изделий | 2016 |
|
RU2606522C1 |
| Способ автоматического управления процессом термовлажностной обработки изделий | 1974 |
|
SU512462A1 |
| Способ автоматического управления процессом термовлажностной обработки железобетонных изделий и устройство для его осуществления | 1983 |
|
SU1104375A1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТЕРМОВЛАЖНОСТНЫХ ХАРАКТЕРИСТИК ЗЕРНА ПРИ ЕГО СУШКЕ И ХРАНЕНИИ | 2005 |
|
RU2303213C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ГОРЯЧЕГО КОПЧЕНИЯ РЫБЫ | 2000 |
|
RU2183065C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОПАРКОЙ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ В ЯМНЫХ ПРОПАРОЧНЫХ КАМЕРАХ | 1991 |
|
RU2068828C1 |
| Способ автоматического управленияТЕРМОВлАжНОй ОбРАбОТКОй бЕТОННыХи жЕлЕзОбЕТОННыХ издЕлий и уСТРОйСТВОдля ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU796806A1 |
| Способ работы конвективной сушильной установки для лакокрасочных покрытий | 1979 |
|
SU896342A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ПРОИЗВОДСТВА ВАРЕНО-СУШЕНЫХ КРУП | 1999 |
|
RU2181015C2 |
Изобретение относится к области производства строительных материалов и изделий, преимущественно сборного железобетона, может быть использовано при автоматизации агрегатов термовлажностной обработки, в частности ямньсх пропарочных кайер и позволяет повысить точность управления. Устройство содержит ямную пропарочную камру 1, линию рециркуляции 2, источник 3 тепловой энергии, датчик 4 температуры, датчик 5 влажности, регулятор 6 температуры, регулятор 7 влажности, исполнительный механизм 8 подачи пара, исполнительный механизм 9 источника тепловой энергии, компенсирующие регуляторы 1 О и 1 1 , 1 ил.. с $ (Л
2
г
О) 00
О1
/
Изобретение относится к производству строительных материалов И изделий, преимущественно сборного желе- |зобетона, и может быть использовано при автоматизации агрегатов термо- влажностной обработки, в частности |Ямных пропарочнык камер, например, :пЬи прогреве изделий насыщенным водяным паром и изменении влажности паровоздушной среды (ПВС) путем под- :вода дополнительной тепловой энергии iC помощью электрокалорифера, установленного на линии рециркуляции ПВС.
Целью изобретения является повы- |шение точности управления.
На чертеже представлена схема предлагаемого устройства.
Схема содержит ямную пропарочную камеру 1, линию 2 рециркуляции, источник тепловой энергии, например электрокалорифер 3, датчик 4 температуры, датчик 5 влажности, регулятор 6 температуры, регулятор 7 влажности, исполнительный механизм 8 подачи пара, исполнительный механизм 9 1 стсчника тепловой энергии, компенсирующие регуляторы 10 и 11.
Устройство работает следующим образом..
В рабочее пространство пропарочно камеры 1 непрерывно подается греющий пар и ПВС (по линии рециркуляции 2 через электрокалорифер 3). С помощью датчиков 4 и 5 контролируют соответственно температуру и влажность ПВС. Сигналы от этих. датч1 ков поступают в соответствующие регуляторы 6 и 7, которые управляют работой исполнительных механизмов 8 и 9, изменяющих количество пара и дополнительной тепловой энергии, подводимой к рецир кулирующему потоку ПВС. За счет внутренних связей каждая из двух управляемых величин (температура и влажност ПВС) находится как под воздействием возмущений, связанных с изменением состава и качества обрабатываемых изделий, так и управляющих воздействий (подачи пара в камеру и тепла к ре- циркулирующему. потоку) по основным и перекрестным каналам. Эта взаимная связь между управляемьми параметрами уравновешивается включенными в устройство компенсирующими регуляторами 10 и 11. Например, если по каким- либо причинам изменяется температура в камере, сигнал от датчика 4 через регулятор 6 поступает на исполнитель
0
5
0
5
0
5
5
ный механизм 8, который в свою очередь, изменяет количество подаваемого в камеру пара. Изменение количества пара должно вызвать изменение влажности ПВС в камере и, соответственно, показаний датчика 5, однако этого не происходит, так как одновременно с включением в работу регулятора 6 и исполнительного механизма 8, соответствующий сигнал через компенсирующий регулятор 10 поступает на исполнительный механизм 9 и изменяет подачу тепла к рециркулирующе- му потоку 2 в электрокалорифере 3 на величину, компенсирующую изменение влажности ПВС, вызванное изменением подачи пара.
Наоборот, если по каким-либо причинам происходит изменение влажности ПВС, сигнал от датчика 5 нерез регулятор 7 влажности поступает на исполнительный механизм 9, который изменяет количество тепловой энергии, подводимой к рециркулирующему потоку 2 в электрокалорифере 3. Это изменение количества тепла должно бы вызвать изменение температуры в камере, однако этого также не происходит, поскольку одновременно с включением в работу регулятора 7 соответствующий сигнал через второй компенсирующий регулятор 11 поступает на исполнительный механизм 8 и изменяет подачу пара на величину, компенсирующую изменение температуры, вызванное изменением количества тепла, передаваемого рециркулирующему потоку ПВС в электрокалорифере.
5
0
5
Формула изобретения
Устройство для управления процессом термовлажностной обработки изделий, содержащее датчик температуры, установленный в ямной пропарочной камере, регулятор температуры, первый вход которого соединен с исполнительным механизмом подачи пара, датчик влажности и источник тепловой энергии с исполнительным механизмом, о т л и- ч а ю.щ е е с я тем, что, с целью повышения точности управления, оно снабжено двумя компенсирующими регуляторами, причем вход первого компенсирующего регулятора соединен с вторым выходом регулятора температуры, датчик влажности подключен к входу
31416315
регулятора в-пажности, первый вход ко- вого компенсирующего регулятора и торого подключен через второй компен- второй выход регулятора влаж гости сое- сирующий регулятор к исполнительному динены с исполнительным механизмом механизму подачи пара, а выход пер- источника тепловой энергии.
| Марьямов Н.Б., Тепловая обработка на заводах сборного железобетона М.: Стройиздат, 1970, с | |||
| Прибор для измерения угла наклона | 1921 |
|
SU253A1 |
| Способ автоматического управления процессом термовлажностной обработки изделий | 1974 |
|
SU512462A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
