Нзобретенне относится к управлении) нроцессами обработки длинномерных изделий и может быть использован во всех отраслях промышленности для позиционирования различных объектов, когда места обработки должны распо- лат аться определенным образом по длине изделия, в частности в котло- строении, при массовом производстве оребренных трубных плетей плетей для осуществления процесса приварки или резки ребер в зарднее заданных местах по длине плети,
Цель изобретения - повышение про- изводительности и точности позиционирования при обработке изделий по длине,
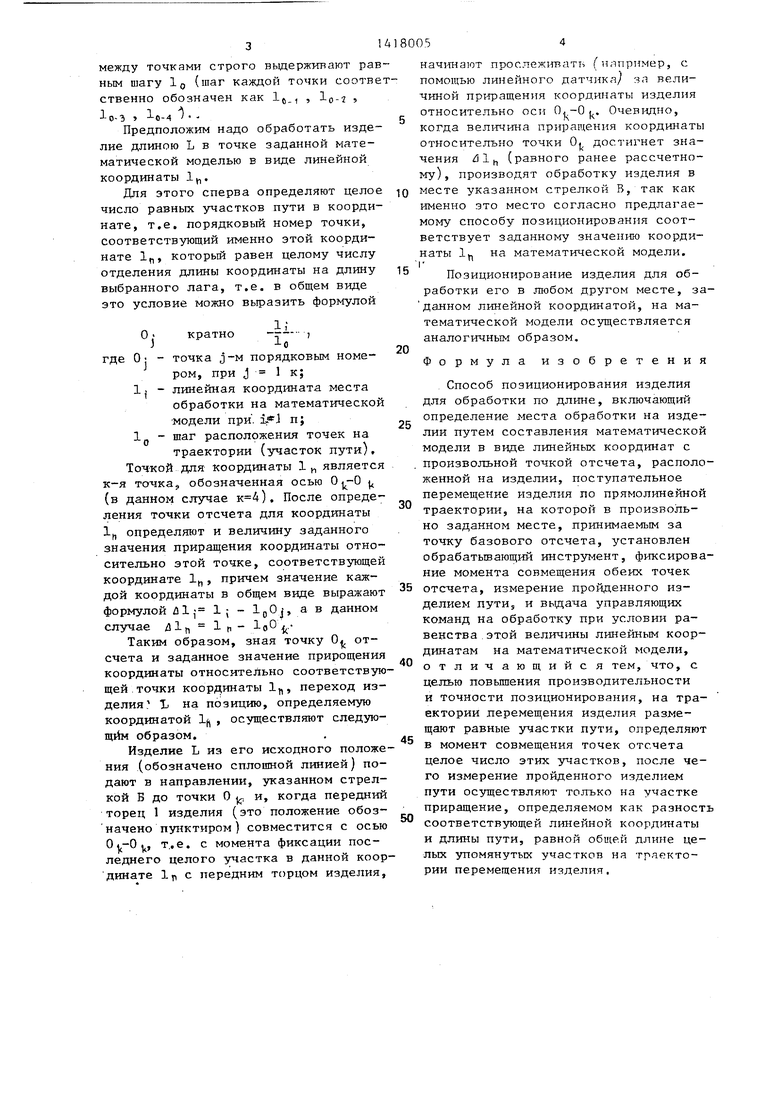
На фиг, 1 приведена иллюстрация способа позиционирования изделия; на фиг. 2 - сечение А-А на фиг, 1.
Способ позиционирования изделия для обработки по длине включает определение места обработки на изделии
10
180052
- 3 - - h Ji JiefiHbie координаты математической модели, указывающие места обработки изделия по длине, количество которых может быть от 1 до ; О - базовая точка отсчета; 0-0 - ее осевая линия; О,, 0, О,,,,, О - отличающие на траектории равные участки пути с порядковыми номерами от 1 до к; 1о 1о, 1.1 д, ; 0-4- шаг, определяющий расстояние между данными точками друг от друга на пути перемещения; /3 1„ - приращение
координаты заданной координаты 1 , относительно точки 0 - передний торец 1 изделия при его различных положениях, выбранный, например, за начало отсчета линейных координат математической модели обработки, ребра 2 трубной плети 3, которые необходимо в процессе позиционирования либо приваривать, либо резать (в далънейщем обрабатьтатъ в заданных местах по длине плети, представляю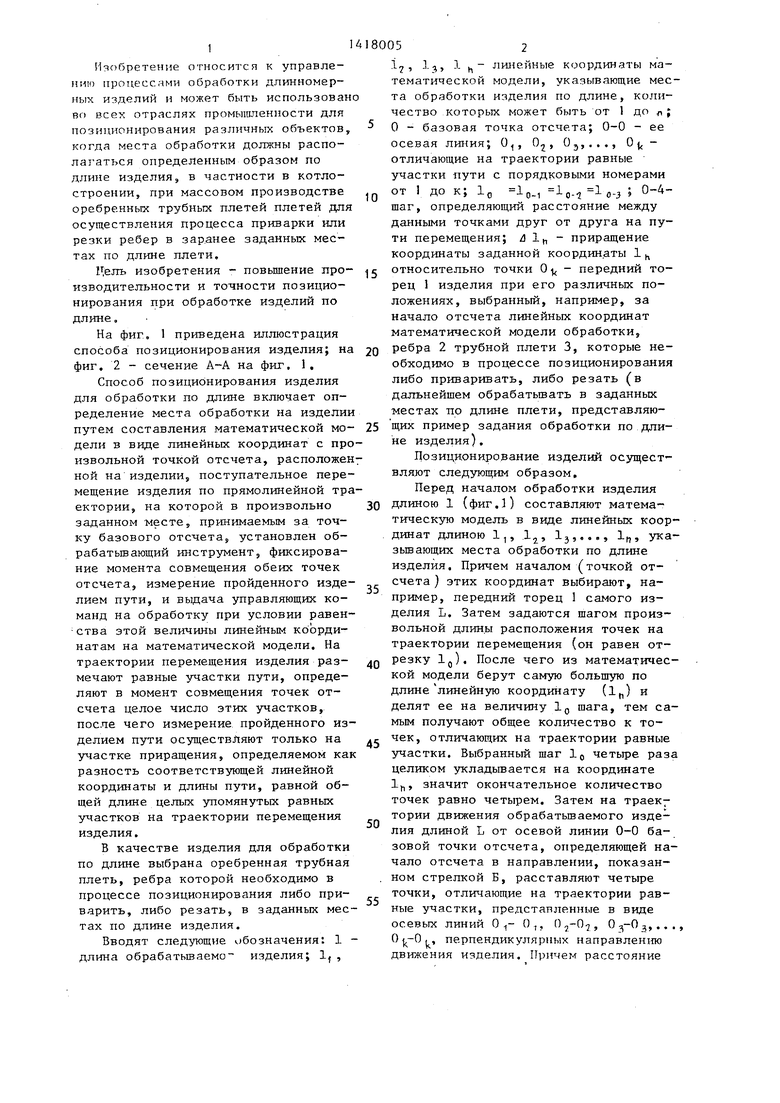
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБРАБОТКИ ДЛИННОМЕРНЫХ ТРУБНЫХ ИЗДЕЛИЙ И АВТОМАТИЗИРОВАННЫЙ ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2111103C1 |
| Способ обзорной пассивной однопозиционной моноимпульсной трёхкоординатной угломерно-разностно-доплеровской локации перемещающихся в пространстве радиоизлучающих объектов | 2017 |
|
RU2661357C1 |
| Способ обзорной однопозиционной трилатерационной некогерентной радиолокации воздушных целей | 2020 |
|
RU2735744C1 |
| Способ обзорной активно-пассивной латерационной радиолокации воздушно-космических объектов | 2019 |
|
RU2713498C1 |
| Способ пассивной однопозиционной угломерно-доплеровской локации перемещающихся в пространстве радиоизлучающих объектов | 2019 |
|
RU2699552C1 |
| Способ пассивной однопозиционной угломерно-разностно-доплеровской локации перемещающегося в пространстве радиоизлучающего объекта и радиолокационная система для реализации этого способа | 2016 |
|
RU2617830C1 |
| Способ обзорной трехкоординатной двухпозиционной латерационной радиолокации авиационно-космических объектов | 2019 |
|
RU2717970C1 |
| СТЕНД И СПОСОБ ИССЛЕДОВАНИЯ ДВИЖЕНИЯ РОБОКАРА | 2013 |
|
RU2561405C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МОМЕНТА ИНЕРЦИИ ТЕЛА ПРИ КАЧЕНИИ | 2000 |
|
RU2185608C1 |
| СПОСОБ ПОВЫШЕНИЯ ТОЧНОСТИ МЕСТООПРЕДЕЛЕНИЯ НАЗЕМНОГО ПОДВИЖНОГО ОБЪЕКТА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2015 |
|
RU2638358C2 |
Изобретение относится к управ-, лению процессами обработки длинномерных изделий и может быть использовано в различных отраслях промышленности для позиционирования различных объектов, когда места обработки должны располагаться определенным образом по длине изделия. Цель - повьшение производительности и точности позиционирования при обработке изделий по длине. Перед началом обработки составляют математическую модель изделия длиной L в виде линейных координат длиною 1, 1, ..., (,, указьшающих места обработки, выбирая точкой отсчета, например, передний торец и дeлия, На траектории движения расставляют точки, отмечающие равные участки пути на этой траектории, расположенные, например, с определенным выбранным шагом (ij., , lo.j,..., 1.,J. .Затем определяют конец последнего целого участка, соответствующего коорди ате заданной на математической модели, в которой необходимо произвести обработку, а также определяют заданное значение приращения координаты относительно точки отсчета If,. Изделие подают до конца последнего целого участка и с момента совмещения переднего торца с этим концом начинают прослеживать за величиной приращения координаты, при равенстве которой значению 31 производят обработку. 2 ил. с (Л с 4 00 О О ел
путем составления математической мо- 25 Щих пример задания обработки по длине изделия).
дели в виде линейных координат с произвольной точкой отсчета, расположенной на изделии, поступательное перемещение изделия по прямолинейной траектории, на которой в произвольно заданном месте, принимаемым за точку базового отсчета, установлен об- рабатьшающий инструмент, фиксирование момента совмещения обеих точек отсчета, измерение пройденного изделием пути, и выдача управляющих команд на обработку при условии равен- ства этой величины линейным координатам на математической модели. На траектории перемещения изделия размечают равные участки пути, определяют в момент совмещения точек отсчета целое число этих участков, после чего измерение пройденного изделием пути осуществляют только на участке приращения, определяемом как разность соответствующей линейной координаты и длины пути, равной общей длине целых упомянутых равных участков на траектории перемещения изделия,
В качестве изделия для обработки по длине выбрана оребренная трубная плеть, ребра которой необходимо в процессе позиционирования либо приварить, либо резать, в заданных местах по длине изделия.
Вводят следующие обозначения: 1 - длина обрабатьшаемо изделия; 1, ,
Щих пример задания обработки по длине изделия).
Позиционирование изделий осуществляют следующим образом.
Перед началом обработки изделия длиною 1 (фиг,1) составляют математическую модель в виде линейных коор0
0
динат длиною 1,, 1., Ij,,
П
указьшающих места обработки по длине изделия. Причем началом (точкой от- счета ) этих координат выбирают, например, передний торец 1 самого изделия L, Затем задаются шагом произвольной длины расположения точек на траектории перемещения (он равен отрезку Ig), После чего из математической модели берут самую большую по длине линейную координату (1) и делят ее на величину IQ шага, тем самым получают общее количество к то- г чек, отличающих на траектории равные участки. Выбранный щаг l четьфе раза целиком укладывается на координате 1,,, значит окончательное количество точек равно четырем. Затем на траек7 тории движения обрабатьшаемого изделия длршой L от осевой линии 0-0 базовой точки отсчета, определяющей начало отсчета в направлении, показанном стрелкой Б, расставляют четыре
0
точки, отличающие на траектории равные участки, представленные в виде осевых линий Q О т, , ,,, , О ,-0 1, перпендикулярных направлению движения изделия. Причем расстояние
314
между точками строго вьщерживают равным шагу 1Q (шаг каждой точки соответственно обозначен как Ij,, , 1о-7
1о-Э - -о- I
Предположим надо обработать изделие длиною L в точке заданной математической моделью в виде линейной координаты 1.
Для этого сперва определяют целое число равных участков пути в координате, т.е. порядковый номер точки, соответствующий именно этой координате Ifi, который равен целому числу отделения длины координаты на длину выбранного лага, т.е. в общем виде это условие можно выразить формулой
О
J
кратно
1,где Oj - точка j-м порядковым номером, при J 1 к; 1I - линейная координата места
обработки на математической модели при. п; 1р - шаг расположения точек на траектории (участок пути).
Точкой для координаты 1 является к-я то-чка, обозна-ченная осью | (в данном случае ). После определения точки отсчета для координаты 1 определяют и величину заданного значения приращения координаты относительно этой точке, соответствующей координате 1,, причем значение каждой координаты в общем виде выражают формулой л1,- 1; - данном случае и In In- оО.Таким образом, зная точку 0 отсчета и заданное значение прирощения координаты относительно соответствующей точки координаты 1, переход изделия. Х, на позицию, определяемую координатой 1( , осуществляют следзпо- щйм образом.
Изделие L из его исходного положения (обозначено сплошной линией) подают в направлении, указанном стрелкой Б до точки О и, когда передний торец 1 изделия (это положение обозначено пунктиром ) совместится с осью О у-0 , т..е. с момента фиксации последнего целого участка в данной коор- динате с передним торцом изделия.
054
нач5даа1от прослежгтвать (няпрнмер, с помощью линейного датчикл/ зл величиной приращения координаты изделия относительно оси П.-О (. Очевидно, когда величина приращения координаты относительно точки Q достигнет значения d 1 f, (равного ранее рассчетно- му), производят обработку изделия в месте указанном стрелкой В, так как именно это место согласно предлагаемому способу позиционирования соответствует заданному значению координаты 1 на математической модели.
Позиционирование изделия для обработки его в любом другом месте, за- данном линейной координатой, на математической модели осзтдествляется аналогичным образом.
Формула изобретения
Способ позиционирования изделия для обработки по длине, включающий определение места обработки на изделии путем составления математической модели в виде линейных координат с произвольной точкой отсчета, расположенной на изделии, поступательное перемещение изделия по прямолинейной траектории, на которой в произвольно заданном месте, принимаемым за точку базового отсчета, установлен обрабатьшающий инстрз ент, фиксирование момента совмещения обеих точек отсчета, измерение пройденного изделием пути, и выдача управляющих команд на обработку при условии равенства этой величины линейным координатам на математ1-гческой модели, отличающийся тем, что, с целью ловьшения производительности и точности позиционирования, на траектории переме1цения изделия размещают равные участки пути, определяют в момент совмещения точек отсчета целое число этих участков, после чего измерение пройденного изделием пути осуществляют только на участке приращение, определяемом как разность соответствующей линейной координаты и длины пути, равной оби1е.й длине целых упомянутых участков на траектории перемещения изделия,
r
0,
...
OK
In.
| Патент США № 4350033, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
