NU
СХ5
Изобретение относится к машиностроению и может быть применено, например, при подаче электродной проволоки или полосы при сварке, наплавке и газотермическом напылении
Целью изобретения является снижение энергоемкости привода,,
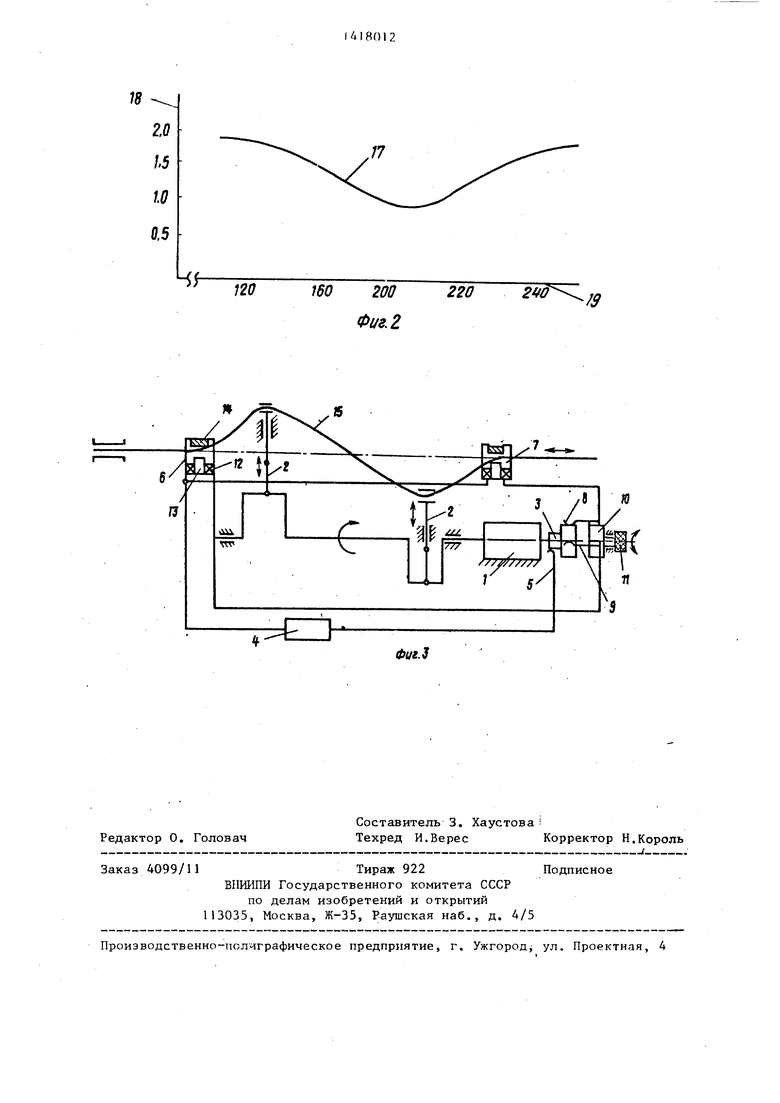
На фиг, 1 представлена схема расположения протяженного тела (сте.рж- ня ) на двух опорах (а, б - первая форма собственных колебаний стержня; в - вторая форма собственных колебаний; г - третья форма собственных колебаний); на фиг„ 2 - график энер- гоемкости привода в зависимости от частоты изгибающей силы, полученной экспериментально; на фиг„ 3 устройство для реализации способа.
Устройство (фиГоЗ ) состоит из электродвигателя 1 постоянного тока, с осью которого связаны кривошипно- шатунные механизмы 2, имеющие возможность регулируемого перемещения вдоль оси двигателя 1, и ротор 3 прерьша- теля, который подключен к источнику 4 питания через щетку 5 и к электромеханическим зажимам 6 и 7 через щетки 8 и 9„ Последние укреплены на, статоре 10, установленном соосно ро- тору 3 на общем основании с возможностью перемещения вокруг оси относительно ротора при помощи рукоятки 11
Электромеханические зажимы 6 и 7 состоят из обмотки 12 сердечника 13 и якоря 14, Ротор 3 прерьшателя состоит из кольцевой части с установленной на ней .щеткой 5 и коллекторнь Х пластин с установленными на них под прямым углом друг к другу щетками 8 и 9.
Кольцевая и коллекторные части ротора имеют гальваническую связь, коллекторные пластины занимают участок окружности коллектора, ограниченный углом ///2, и установлены на диаметрально противоположных сторонах коллектора.
Способ реализуют в следующей последовательности.
Осуществляют подачу электродной проволоки 15 круглого сечения диаметром 6 мм (длина участка между зажимами 1 460 мм) при помощи двух кривошипно-шатунных механизмов, сдвинутых по окружности на угол 180 , Для данной проволоки методами планирования оптимального эксперимента предварительно были о еделены места
z Q
5
0
5
16 пучностей (установки кривошипов } - на расстоянии 0,21 от электромеханических зажимов частота собственных колебаний, соответствующая данной форме колебаний, равна 214. Гц.
При включении привода 1 проволоке 15 сообщают поперечные колебания с заданной частотой от -пары кривошипно- шатунных механизмов 2, установленных на заданном расстоянии от зажимов 6 и 7, Одновременно коллектором ротора 3 осуществляется поочередное подключение электромеханических зажимов 6 и 7 к источнику 4 питания через щетки 8 и 9, При подсоединении обмотки 12 зажима 6 к источнику питания его якорь 14 втягивается в магнито- проводньш корпус зажима 6, в резуль- тате чего тело фиксируется между якорем 14 и сердечником 13. Фиксирование в зажиме 7 происходит аналогично. Удержание тела в одном из зажимов происходит поочередно на время, равное четверти периода поперечных колебаний проволоки 15. При изменении положения щеток 8 и 9 поворотом статора 10 на некоторый угол относительно мертвой точки кривошипно-шатунных механизмов 2 между периодами работы зажимов 6 и 7 и колебаниями проволо- 15 наблюдается врег енное рассогласование, в результате чего подача тела при неизменной частоте колебаний может быть изменена.
Способ содержит следующие операции: размещение точек пр:иложения усилий ( кривошипно-шат унных механизмов) в местах 16 пучностей выбранной моды колебаний проволоки, которая определяется рабочим диапазоном частоты вращения приводного электродвигателя, подключение устройства, осуществляющего подачу к источнику питания, создание колебаний заданной частоты, необходимой частоты вращения электродвигателя привода, регулирование величины подачи проволоки временным рассогласованием между работой зажимов и прохождением кривошипно-шатунных механизмов через мак-. симум.
На фиг. 2 показан график 17 энергоемкости привода в зависимости от частоты изгибающей силы, полученной экспериментально, по оси 18 ординат отложено отношение Р/Рд,цц, где Р - мощность, затрачиваемая на подачу проволоки; РЛАМИ- мощность, соответствующая собственной частоте колебаний (второй моде } проволоки, по оси 19 абсцисс - частота прикладываемых усилий в Гц. Из графика (фиг.2) видно, что энергоемкость подачи по предлагаемому способу ниже на 40%, чем при подаче без учета упругих свойств праврлоки.
Формула изобретения Способ автоматической подачи протяженного тела, преимущественно сварочной проволоки, при котором тело при подаче переменно закрепляют в
двух точках и прикладьшают усилие, создающее поперечные колебания на участке между ними по крайней мере в одной точке в месте максимальной амплитуды колебаний, при этом колебания тела и процесс закрепления синхронизируют по частоте, отличающийся тем, что, с целью снижения энергоемкости привода, частоту поперечных колебаний выбирают равной одной из гармоник собственных частот поперечных колебаний участка тела между точками закрепления.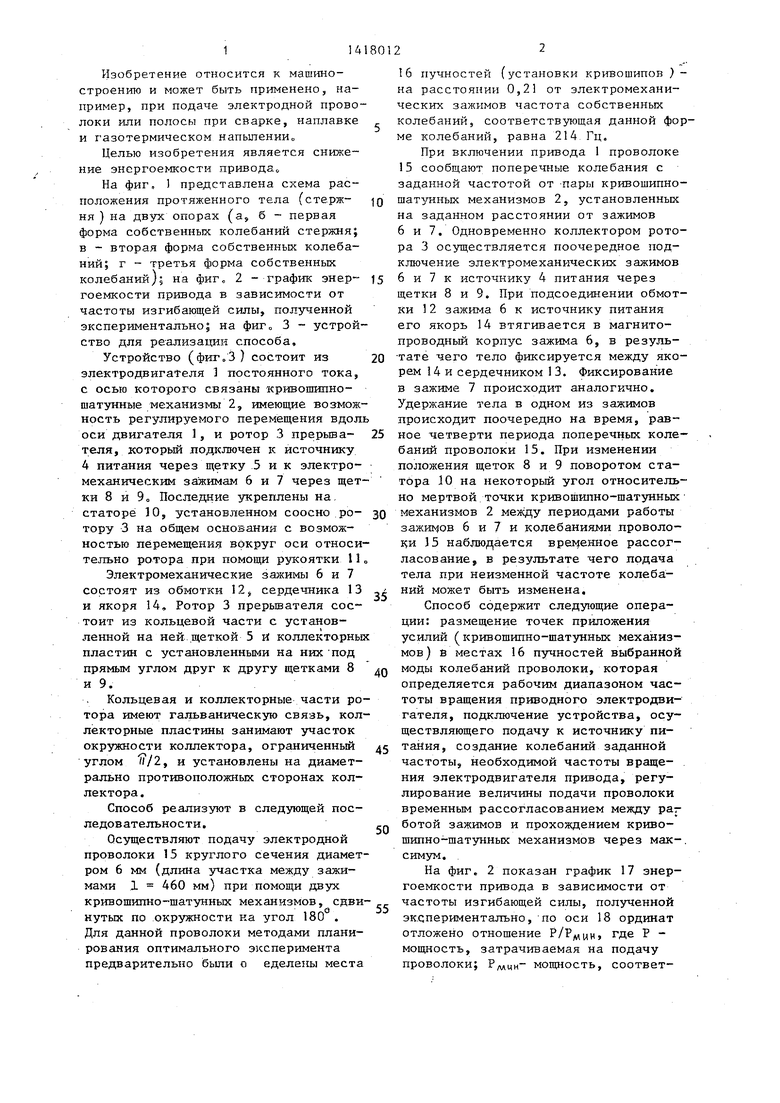

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи проволоки | 1981 |
|
SU967713A1 |
| Устройство для подачи протяженного тела | 1982 |
|
SU1082575A1 |
| СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ ОСЕСИММЕТРИЧНЫХ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2254192C1 |
| СПОСОБ ВИБРОДУГОВОЙ СВАРКИ С ПОДАЧЕЙ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 2005 |
|
RU2301728C2 |
| Способ подачи сварочной проволоки | 1980 |
|
SU1191221A2 |
| ЛИНЕЙНЫЙ ЭЛЕКТРИЧЕСКИЙ ДВИГАТЕЛЬ ПОСТОЯННОГО ТОКА | 2023 |
|
RU2815378C1 |
| АВТОМАТ ПРОВОЛОЧНО-ГВОЗДИЛЬНЫЙ | 1974 |
|
SU376989A1 |
| СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ ОСЕСИММЕТРИЧНЫХ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2376093C2 |
| СПОСОБ СУШКИ ВОЛОКНИСТЫХ, МЕЛКОЗЕРНИСТЫХ И ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2006 |
|
RU2325600C2 |
| СПОСОБ ДИАГНОСТИКИ СОПРЯЖЕННЫХ ДЕТАЛЕЙ | 2000 |
|
RU2166743C1 |
Изобретение относится к сварке, в частности к способу автоматической подачи протяженного тел, и может найти применение в машиностроении. использующем подачу тел, обладающих гибкостью и некоторой упругостью Цель - снижение энергоемкости привода. Способ основан на подаче тел с сообщением им поперечных колебаний, при которых тело попеременно закрепляют в двух точках синхронно с этими колебаниями. Усилие колебаний прик- ладьтают на участке между точками закрепления. Частоту поперечных колебаний выбирают равной одной из гармоник собственных частот попереч- ньпс колебаний .участка тела между точками закрепления. Закрепление тела осуществляют в узлах Усилие колебаний прикладьшают в местах пучностей выбранной моды поперечных колебаний тела. При этом обеспечивается автоматическая подача электродной проволоки, полосы, ленты при сварке, наплавке и газотермическом напылении. 3 ил. & (Л
to
0.5
4f
/
Ю
Фиг.З
| Способ подачи сварочной проволоки | 1978 |
|
SU686840A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для подачи проволоки | 1981 |
|
SU967713A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| 1971 |
|
SU416193A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
