I
Изобретение относится к электросварке и может быть использовано при пода е электродной и присадочной проволоки при сварке, наплавке и напылении.
По основному авт. св. № 416193 известен способ подачи сварочной проволоки в зону сварки с сообщением ей поперечных колебаний, отличающийся тем, что проволоку перед подачей в зону сварки попеременно закрепляют в двух точках, а усилие колебания прикладывают на участке между ними.
Недостаточно широкий диапазон скоростей подачи ограничивает применение этого способа, в особенности при подаче проволоки небольщих диаметров.
Требуемые параметры определяются, исходя из скорости подачи проволоки, равной 800 м/ч или 222 мм/с. Амплитуда колебаний в разумных пределах не.превыщает 10 мм, а конструктивно расстояние между захватами должно быть не менее 100 мм. Следовательно, подача проволоки за один цикл колебаний с учетом плавных изгибов проволоки составляет не более 1,5 мм, а требуемая частота колебаний определяется как частное от деления скорости подачи на величину подачи за один цикл и составляет 188 Гц.
При создании колебаний с помощью электродвигателя даже без редукции требуемая частота вращения превыщает частоту вращения применяемых в промышленности алектродвигателей.
Однако при применении электромагнитных приводов такая частота практически недостижима.
Для расширения диапазона скоростей подачи проволоки в предлагаемом способе усилия колебания прикладывают по крайней мере в двух точках в противоположных направлениях.
Образующиеся при этом «волны проволоки увеличивают скорость подачи прямо пропорционально их количеству.
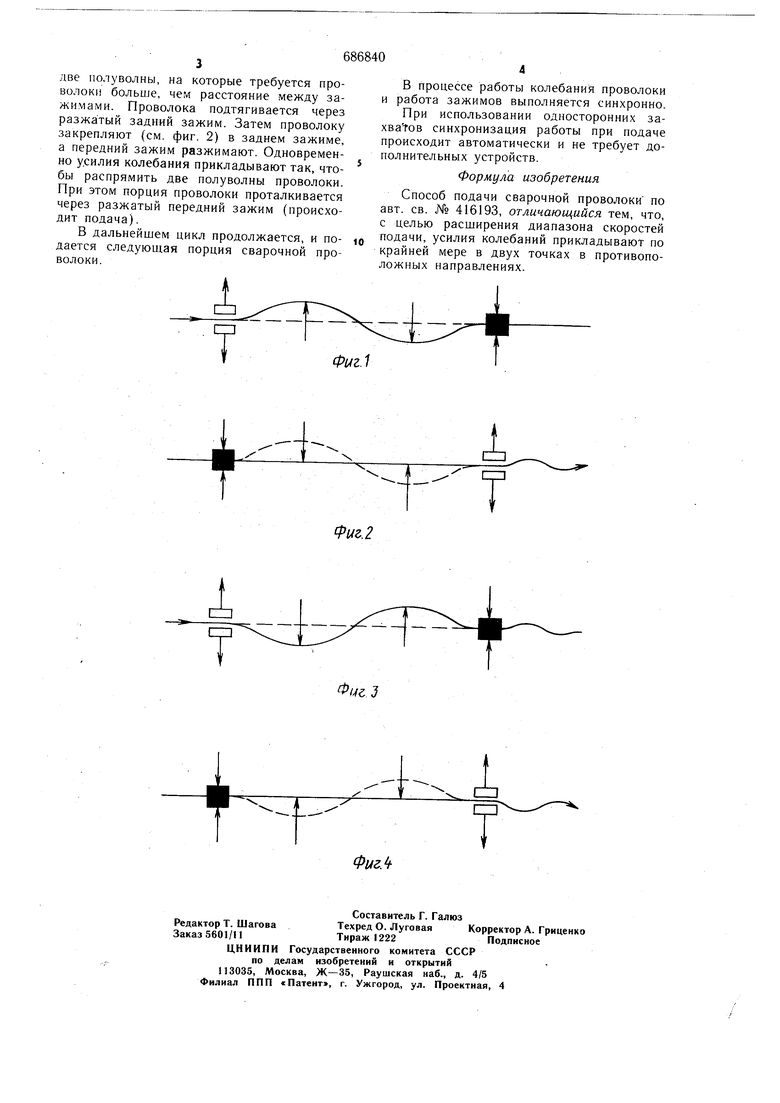
На фиг. 1 и фиг. 3 схематически изображено образование «волны (подтягивание проволоки); на фиг. 2 и фиг. 4 - исчезновение «волны - выпрямление проволоки (проталкивание - подача).
Сварочную проволоку закрепляют в переднем зажиме (см. фиг. 1), а усилия колебания прикладывают в двух точках в противоположных направлениях. Образуются две полуволны, на которые требуется проволоки больше, чем расстояние между зажимами. Проволока подтягивается через разжатый задний зажим. Затем проволоку закрепляют (см. фиг. 2) в заднем зажиме, а передний зажим разжимают. Одновременно усилия колебания прикладывают так, чтобы распрямить две полуволны проволоки. При этом порция проволоки проталкивается через разжатый передний зажим (происходит подача). В дальнейшем цикл продолжается, и подается следующая порция сварочной проволоки.
Фыг.1 В процессе работы колебания проволоки и работа зажимов выполняется синхронно. При использовании односторонних захватов синхронизация работы при подаче происходит автоматически и не требует дополнительных устройств. Формула изобретения Способ подачи сварочной проволоки по авт. св. № 416193, отличающийся тем, что, с целью расширения диапазона скоростей подачи, усилия колебаний прикладывают по крайней мере в двух точках в противоположных направлениях.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подачи сварочной проволоки | 1980 |
|
SU867553A1 |
| Устройство для подачи протяженного тела | 1982 |
|
SU1082575A1 |
| Способ автоматической подачи протяженного тела | 1986 |
|
SU1418012A1 |
| Способ односторонней автоматической сварки под флюсом | 1990 |
|
SU1787086A3 |
| Способ подачи сварочной проволоки | 1980 |
|
SU1191221A2 |
| Способ проволочного монтажа полупроводниковых приборов | 1990 |
|
SU1764908A1 |
| СПОСОБ СТАБИЛИЗАЦИИ ЭЛЕКТРИЧЕСКИХ ДУГ ПРИ МНОГОДУГОВОЙ СВАРКЕ ТОЛСТЫХ ПЛАСТИН В ОДНУ СВАРОЧНУЮ ВАННУ | 2021 |
|
RU2765157C1 |
| Способ односторонней двухдуговой сварки неплавящимися электродами | 1986 |
|
SU1449274A1 |
| Способ исследования свойств сварногоСОЕдиНЕНия | 1979 |
|
SU804292A1 |
| Способ дуговой сварки и устройство для его осуществления | 1988 |
|
SU1574391A1 |
/
