, С / /////7/7 ////т

| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИВАРИВАЕМАЯ КРЕПЕЖНАЯ ДЕТАЛЬ, УСТРОЙСТВО ДЛЯ ПРИВАРИВАНИЯ КРЕПЕЖНОЙ ДЕТАЛИ И УЗЕЛ ПРИКРЕПЛЕНИЯ КОМПЛЕКТУЮЩЕЙ ЧАСТИ К ПРИВАРИВАЕМОЙ КРЕПЕЖНОЙ ДЕТАЛИ | 1993 |
|
RU2140587C1 |
| Устройство для дугоконтактной сварки трубы с концевой деталью | 1979 |
|
SU854632A1 |
| ЦЕНТРАТОР ДЛЯ СОЕДИНЕНИЯ ТОРЦЕВ ТРУБ ПОД СВАРКУ | 2005 |
|
RU2302933C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ПАКЕТОВ ДЛИННОМЕРНЫХ МАТЕРИАЛОВ | 1996 |
|
RU2105704C1 |
| ДВОЙНАЯ БУРИЛЬНАЯ КОЛОННА И СПОСОБ ИЗГОТОВЛЕНИЯ ДВОЙНОЙ БУРИЛЬНОЙ ТРУБЫ ДЛЯ ДВОЙНОЙ БУРИЛЬНОЙ КОЛОННЫ | 2001 |
|
RU2190746C1 |
| Машина для сварки трением | 1988 |
|
SU1655726A1 |
| Зажимной патрон | 1986 |
|
SU1386378A1 |
| ВНУТРЕННИЙ ЦЕНТРАТОР ДЛЯ СБОРКИ И СВАРКИ В ВАКУУМЕ КОЛЬЦЕВЫХ СТЫКОВ ТРУБ | 2000 |
|
RU2169654C1 |
| Машина для сварки трением двух пар заготовок | 1986 |
|
SU1423324A1 |
| Машина для сварки трением | 1978 |
|
SU806323A1 |
Изобретение относится к сварке, в частности к оборудованию для сварки трением, и может быть использовано во всех отраслях народного хозяйства, где применяется сварка трением при производстве сварных изделий из трех деталей, состоящих из длинномерной центральной и взаимоориентированных .относительно друг друга концевых деталей. Цель - расширение технологических возможностей существующего Б (Л 22 00 00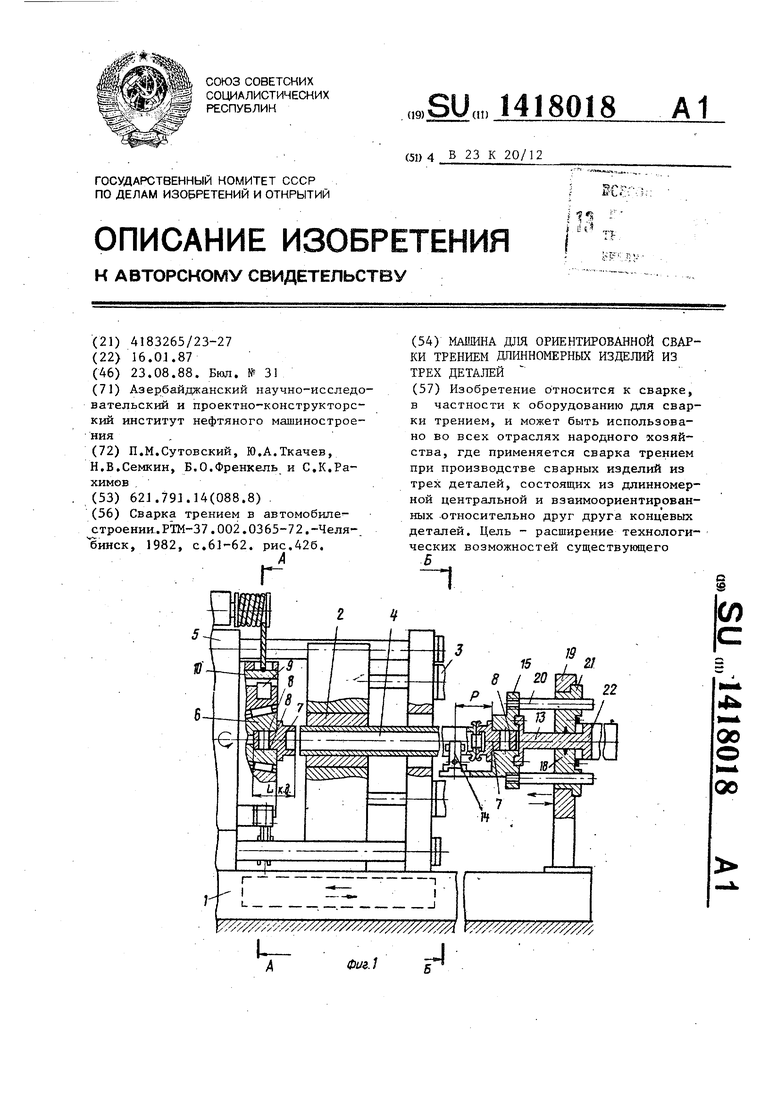
Фи.
оборудования для сварки трением путем обеспечения сварки на нем длинномерных изделий из трех деталей с боль- . той площадью свариваемых деталей. За невращающимся зажимом 2 на станине 1 установлен с ограничением проворота фиксатор-центратор (ФЦ) 13, ФЦ 13 содержит корпус с фиксирующими элемен- теми (ФЭ), которые расположены в заданном положении относительно злемен- тов, определяющих корректирующий поворот вращающегося патрона и регулируемые по высоте центрирующие ролики (ЦР) 14, ЦР 14 установлены перед ФЭ и служат для соосной установки центральной длинномерной детали 4 относительно ФЭ вращающегося патрона 6 и
Изобретение относится к области сварки, в частности к оборудованию для сварки трением, и может быть использовано эо всех отраслях народного хозяйства, где применяется сварка трением при производстве сварных изделий из трех деталей, состоящих из длиномерной центральной и взаимоори- еитированных .относительно друг друга концевых деталей.
Цель изобретения - расширение технологических возможностей машины путем обеспечения сварки дпинномерных деталей с большой площадью свариваемых сечений .
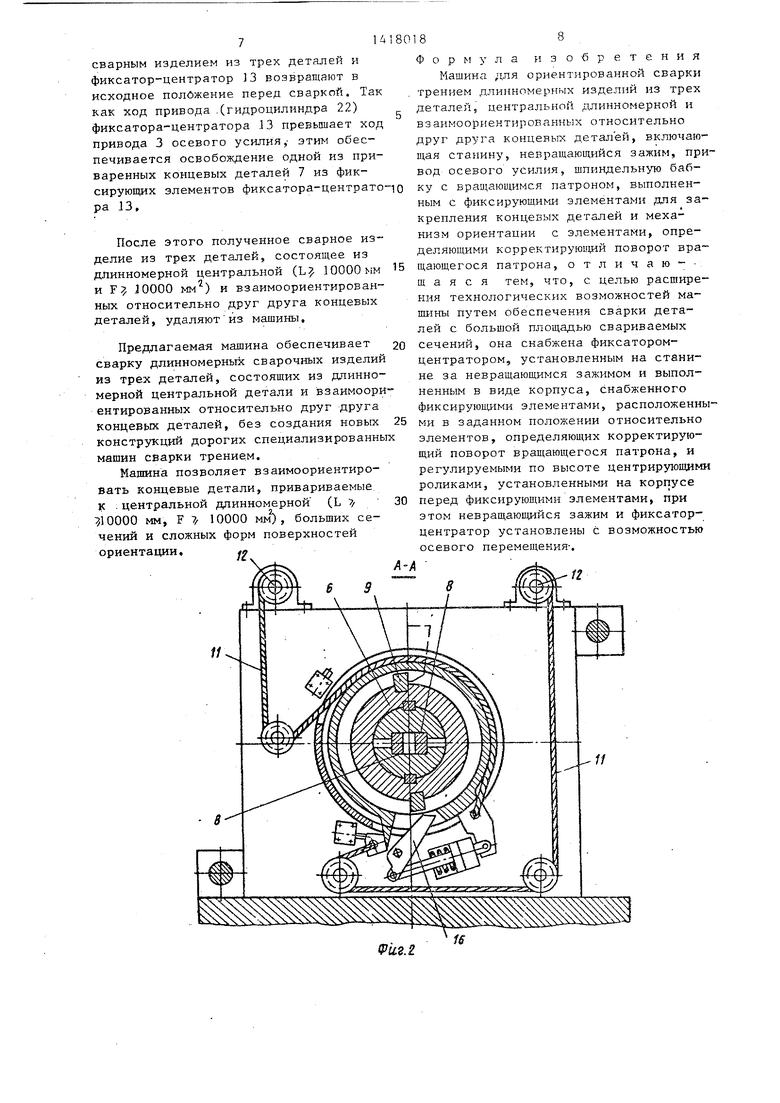
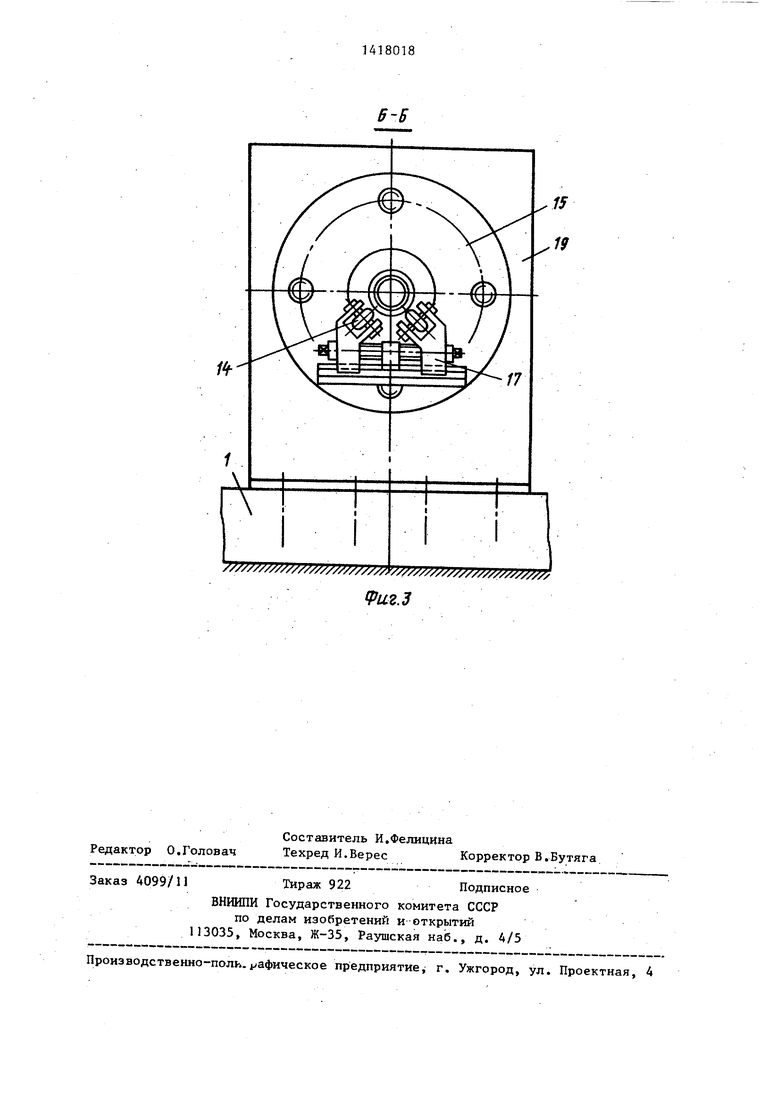
На фиг,1 представлена машина для ориентированной сварки трением длинномерных изделий из трех деталей, общий вид; на фиг,2 - разрез А-А на фиг,; на фиг,3 - разрез Б-Б на фиг,,
Машина для ориентированной сварки трением длинномерных изделий из трех деталей, состоящих из длиномерной центральной (толстостенная труба площадью под сварку F 710000 мм и длиной L 10000 мм) и взаимоориентированных относительно друг друга концевых деталей, содержит станину J, невращаюш нйся зажим 2, установленный с возможностью осевого перемещения от силового привода 3 и служащий для
ФЦ 13, Длинномерную детгшь 4 закрепляют в невращающемся зажиме 2, а концевую деталь 7 - во вращающемся зажиме 6 и производят сварку. Механизм ориентации 10 отключен,т.е, сварку производят неориентированно,После этого дру1 ую концевую деталь 7 устанавливают во вращающийся зажим, а сваренную деталь разворачивают и устанавливают одним концом в губки зажима 2, а другим - на ЦР 14 и ФЭ ФЦ J3. Маши- .на позволяет взаимоориентировать концевые детали, привариваемые к центральной длинномерной, больщих сечений и сложных форм поверхностей ориентации. 3 ил.
10
закрепления центральной длинномерной детали 4, шпиндельную бабку 5 с вра- патроном 6 для фиксированной установки одйой из свариваемых
5 концевых деталей 7 (проушины). На внутренней поверхности патрона 6 выполнены фиксирующие элементы 8, фор- ма их выполнения и количество зависит от конфигурации поверхности привариваемых концевых детсшей, они выполнены в виде двух прямоугольных углублений, повторяющих конфигурацию . проутпины 7 тяги, и служат для фиксированной установки одной из привари ваемых проушин 7, На наружной поверх- но сти патрона 6 выполнены выступы 9, равные по количеству и угловому расположению фиксирующих элементов 8, определяющим поверхности ориентации
профиля 7 (концевых деталей),
Механизм JO ориентации выполнен с гибким тяговым органом 1J (например
25 стальным тросом) и силовым приводом 12 (например,гидромотор), осуществляющими корректирующий поворот в процессе ориентированной сварки, Меха- низм 10 ориентации служит для взанм20 ной ориентации одной из привариваемых проушин 7, установленной в фиксирующих элементах .3 патрона 6 относительно. . другой после окончания нагре3 14180184
ва в процессе ориентированной сварки, осевого его перемещения. При этом невозможно применение иных известных личина осевого перемещения фиксатора- устройств для ориентации приваривав- центратора 13 (ход гидрокялиндра 22) мых заготовок,больше рабочего хода ненрашающегося заЗа неврап1ающимся зажимом 2 на ста- жима 2, т.е. Ьф Lj. Этим неравенст- нине установлен с ограничением прово- вом обеспечивается возможность уста- рота фиксатор-центратор J3, служащий новки длинномерной центральной дета- для взаимоориентации и. соосной уста- ли 4 с приваренной к ней одной конце- новки концевых деталей 7 (проушин), ю вой деталью 7 на фиксирующих элемен- привариваемых к длиномерной детали 4, тах 8 фиксатора-центратора 13 (в и выполненный в виде регулируемых по прямоугольных углублениях). высоте центрирующих роликов 14, По- Машина работает следующим образом, следние установлены на корпусе 15 пе- Перед началом процесса сварки од- ред фиксирующими элементами 8 и слу- 15 ну из концевых деталей 7 устанавли- жит для соосной установки централь- вают и закрепляют в фиксирующих эле- ной дли нномерной детали 4 относитель- ментах 8 вращающегося патрона 6, а но фиксирующих элементов 8 патрона 6 длинномерную центральную деталь 4 и фиксатора-центратора J3,(толстостенную трубу длиной L 10000 мм
Фиксирующие элементы 8 фиксатора- 20 и свариваемой площадью F 10000 мм , центратора 13 выполнены в виде прямо- все трубы порядка 500 кг) одним кон- угольных углублений на корпусе 15, цом устанавливаются в губках зажи- количество их и форма выполнения ана- ма 2 (суммарная максимальная длина , логичны, что и на внутренней поверх- зажимных губок на существующих маши- ности патрона 6. При этом угловое 25 нах сварки трением порядка 1000 мм), расположение их осуществлено так, Другой конец центральной длинномер- что они всегда находятся в заданном ной детали 4 устанавливают на цент- положении относительно элементов (в рирующих ролики 14 фиксатора-центрато- данном случае ориентаторов 16), опре- ра 13, предварительно отрегулирован- деляющих корректирующий поворот ме- 30 ные по высоте так, что при установке канизма 10 ориентации при его край- на них детали 4, оси ее, патрона 6 и нем положении после окончания процес- фиксатора-центратора 13 совпадают, са ориентированной сварки.Такой установкой длинномерной детаПривод 17 служит для регулирова- ли 4 добиваются соосной установки сва- ния центрирующих роликов 14 по высо- gg риваемых деталей (концевой 7 и цент- те, выполнен в виде направляюпчих, ральной длинномерной 4 деталей), что перемещающихся от затяжки винтов, и. является необходимым условием для по- установлен на корпусе 15 фиксатора- лучения качественных сварных изделий, центратора 13, отвечающих требованиям по прямолинейОграничитель 18 поворота закреплен 40 ности и соосности приварки. После на раме 19 с возможностью регулиров- этого длинномерную центральную деки углового поворота при наладочных таль 4 закрепляют в невращающемся за- работак и служит для ограничения по- жиме 2, имеющем возможность осевого ворота .фиксатора-центратора 13 (фик- перемещения от силового привода 3, сирующих элементов 8) в процессе ори- 45 Затем производят сварку трением из- ентированной сварки,вестным способом, при этом привод меОграничитель может быть выполнен ханизма 10 ориентации отключен (т,е, (фиг.1 и 3) в виде скалок 20, за- сварку производят неориентированно), крепленных к корпусу 15 фиксатора- После этого другую концевую де- центратора 13 и свободно перемещающих- д таль 7 устанавливают и закрепляют в ся в отверстиях диска 21, Количество фиксирующих элементах 8 вращающегося скалок 20. и их установка зависят от патрона 6, а сваренную деталь развора- конструкции ограни уителя 18 поворота чивают концами и устанавливают одним (в данном случае их четыре и они ран- концом в губки зажима 2 другим на номерно .расположены по окружности Kop-gg центрирующие ролики 14 фиксатора- пуса 15 фиксатора-центратора 13). центратора J3, установленные перед
Гидродилиндр 22 прикреплен к дис- фиксирующими элементами 8 на расстоя- ку 21, связан штоком с корпусом 15 кии, превьш1ающем максимальную длину фиксатора-центратора 13 и служит для привариваемых концевых деталей 7
(в данном случае проушины), т.е. Lp7 L .
При этом приваренную концевую деталь 7 уже ориентируют установочными поверхностями (ориентированными) относительно фиксирующих элементов 8 фиксатора-центратора 13, а затем устанавливают концевую деталь 7 этими поверхностями в фиксирующие элементы 8 фиксатора-пентратора 13 перемещением корпуса 5 от штока гидроцилиндра 22, При этом фиксирующие элементы 8 фиксатора-центратора 13 предварительно установлены в заданном угловом положении относительно ориента- торов 16, определяющих корректирующий поворот механизма 10 ориентации при его крайнем положении после окончания процесса ориентированной сварки. После этого закрепляют деталь 4 (длинномерная центральная-) в зажиме 2 находящемся в это время в крайнем исходном положении. Такой установкой сварной детали, состоящей из одной концевой детали, приваренной к центральной длинномерной детали 4, на центрирующих роликах 14, установленных перед фиксирующими элементами 8, на едином корпусе 15 фиксатора-центратора 13 на расстоянии, превышающем максимальную длину привариваемых концевых деталей 7, обеспечивается со- осное фиксированное ее закрепление, так как центрирующие ролики 14 находятся гарантированно за сварным стыком и своими установочными поверхностями соприкасаются с гладкой наружной поверхностью длинномерной детали 4 (образовавшийся грат в процессе сварки не мешает перемещению центрирующих роликов). Закрепление центральной детали 4 с приваренной концевой деталью 7 с поверхностями ориентации, установленными (зафиксированными) в фиксируюшдх элементах 8 фиксатора-центратора 13, в заданном положении относительно ориентатог ров 16, определяющих поворот механизма 10 ориентации, обеспечивает получение заданной взаимоориентации ориентируемых поверхностей на концевых деталях (проушинах) относительно дру друга после окончания ориентированно сварки.
Затем начинают процесс ориентированной сварки трением,. При этом концевая деталь 7, установленная и закрепленная в фикcиpvlo I иx элементах В
патрона 6, начинает врящаться в корпусе шпиндельной бабки 5 от привода вращения машины.
Невращающийся зажим 2 вместе с закрепленной Б нем длинномерной центральной деталью 4 (толстостенная труба) с уже приваренной концевой деталью 7, установленной в фиксируюшлх элементах 8 фиксатора-центратора 13, и одновременно каждый от своих приводов начинает перемещаться на вращающуюся концевую деталь 7, Благодаря тому, что ход привода (ход гидроцилиндра 22) фиксатора-центратора J3 превышает ход невращающегося зажима 2 (ход гидроцилиндров силового привода 3), т,е, , обеспечивается гарантированная установка свариваемой детали
(толстостенная труба с приваренной проушиной) в фиксирующих элементах 8 фиксатора-центратора J3,
Дальше процесс сварки трением про-, изводится известным способом. При
этом после окончания нагрева свариваемых торцов привариваемой к одцевой детали 7 и центральной длинномерной детали 4 до заданной температуры (ме- тадл стыка находится в пластичном состоянии) вращение патрона 6 прекращают (шпиндельную бабку 5 выводят из зацепления с приводом вращения).Одновременно включают силовой привод 12, например гидромотор, механизм 0 ориентации. При этом ориентаторы 16
(элементы, определяющие корректирующий поворот привариваемой концевой детали 7) входят в зацепление с вы-- ступами 9 патрона 6 и создают усилием силового привода 12 через гибкий тяговьй орган 11 (например, стальной трос) механизм JO ориентации крутящий момент, под действием которого патрон 6 и закрепленная в нем в фиксирующих элементах 8 концевая деталь 7 совершают корректирующий по- ворот. Этот поворот на заданный угол обеспечивает заданную необходимую ориентацию ориентируемых поверхностей одной концевой детали 7 относит- тельно таких же поверхностей другой концевой детали 7, приваренной ранее.
После окончания процесса взаимо- ориентации концевых деталей 7 относительно друг друга производят проковку (осадку), Затем после окончания проковки патрон 6 раскрепляют и зажим 2 вместе с закрепленным в нем
714
сварным изделием из трех деталей и фиксатор-центратор 13 возвращают в исходное полбжение перед сваркой. Так как ход привода .(гидроцилиндра 22) фиксатора-центратора 13 превышает ход привода 3 осевого усилия, этим обеспечивается освобождение одной из приваренных концевых деталей 7 из фиксирующих элементов фиксатора-центрато ра J3,
После этого полученное сварное изделие из трех деталей, состоящее из длинномерной центральной (L 10000мм и F:J JOOOO мм) и взаимоориентированных относительно друг друга концевых деталей, удаляют из машины.
Предлагаемая машина обеспечивает сварку длинномерных сварочных изделий из трех деталей, состоящих из длинномерной центральной детали и взаимоориентированных относительно друг друга концевых деталей, без создания новых конструкций дорогих специализированны машин сварки трением.
Машина позволяет взаимоориентиро- вать концевые детали, привариваемые к : центральной длинномерной (L 7/ 10000 мм, F 7/ 10000 мм , больших сечений и сложных форм поверхностей ориентации, j
11
8
Формула изобретения Машина для ориентированной сварки трением длинномерных изделий из трех деталей, центральной длинномерной и взаимоориентированных относительно друг друга концевых деталей, включающая станину, невращающийся зажим, привод осевого усилия, шпиндельную бабку с вращающимся патроном, выполненным с фиксирующими элементами для закрепления концевых деталей и механизм ориентации с элементами, определяющими корректирующий поворот вращающегося патрона, отличаю-- щ а я с я тем, что, с целью расширения технологических возможностей машины путем обеспечения сварки деталей с большой площадью свариваемых сечений, она снабжена фиксатором- центратором, установленным на станине за невращающимся зажимом и выполненным в виде корпуса, снабженного фиксирующими элементами, расположенными в заданном положении относительно элементов, определяющих корректирующий поворот вращающегося патрона, и регулируемыми по высоте центрирующими роликами, установленными на корпусе перед фиксирующими элементами, при этом невращающийся зажим и фиксатор- центратор установлены с возможностью осевого перемещения-.
П
Риг. 2
/ //// /// ///// //// //////yy/ //jf/y ///7////W/y/ j /W7/
Риг.З
