(54) МАШИНА ДЛЯ СВАРКИ ТРЕНИЕМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для сварки трением | 1979 |
|
SU821102A1 |
| Машина для сварки трением | 1977 |
|
SU740443A1 |
| Машина для сварки трением | 1982 |
|
SU1042932A1 |
| Машина для инерционной сварки трением | 1986 |
|
SU1412913A1 |
| Машина для сварки трением | 1983 |
|
SU1076237A1 |
| Машина для сварки трением | 1987 |
|
SU1579688A1 |
| Зажимное устройство | 1980 |
|
SU1004055A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПАРАМЕТРОВ УСТАНОВКИ ЛАПЫ БУРОВОГО ДОЛОТА | 2006 |
|
RU2311266C2 |
| Зажимное устройство машин для сварки трением | 1984 |
|
SU1376379A1 |
| Машина для сварки трением | 1980 |
|
SU963764A1 |
1
Изобретение относится к сварочной технике, а именно к оборудованию для сварки трением с полной автоматизацией технологических операций процесса, включая загрузку деталей сложной формы.
Известны машины для сварки трением, выполняющие автоматически вес технологический процесс соединения деталей сложной формы, за исключе.нием операции их загрузки в зажимно устройство рабочего шпинделя 1.
Недостатком таких машин для сварки трением является то, что автоматизация загрузки деталей сложной формы в рабочий шпиндель связана с необходимостью обеспечения угловой ориентации детали относительно зажимного устройства, поскольку остановка последнего после завердения цикла сварки (прекращения вращения шпинделя) всегда неопределенна. Поэтому применяются в основном машины для сварки трением с ручной загрузкой соединяемых деталей, либо полуавтоматические установки, у ко,торых автоматизирована только загрузка невращающейся детали.
Известна также машина для-свадки трением, содержащая переднюю бабку
со шпинделем и зажимным устройством для вращающейся заготовки, суппорт с зажимным устройством и механизм для загрузки 2.
Однако такая конструкция машины позволяет автоматизировать загрузку зажимного устройства рабочего шпинделя исключительно детгшя ш круглого сечения. Это обусловлено тем,
0 что в машине не обеспечено заданное . взаимное угловое положение зажимного устЕЮйства рабочего шпинделя относительно базовых поверхностей детали сложной формы. Попытка встройки известных механизмов для угловой
5 что погрешность срабатывания двух не связанных кинематически меящу собой механизмов в полностью автоматизированной сварочной машине снижает ее надежность и работоспособ0ность, а также требует выполнения
сложных регулировок и наладки машины.
Цель изобретения - разработка конструкции машины для сварки трением, обеспечивающей автоматическую загрузку заготовок сложной формы в зажим для вращающейся заготовки. Поставленная цель достигается тем, что зажим для вращаклдейся заготовки снабжен устройством для угловой ориентации заготовки относительно его корпуса, выполненным в виде установленного по оси корпуса зажима с возможностью осевого перемещения, поворота и фиксации в требуемом положении штока, один конец которого снабжен шарнирно закрепленным на нем кулачковым захватом заготовки а другой снабжен винтовой нарезкой с установленной на ней гайкой, механизмом свободного хода, связывающим шток со шпинделем, и пружиной, размещенной между гайкой и механизмо свободного хода, при этом гайка установлена на резьбовом конце штока с возможностью вращения при осевом перемещении штока.
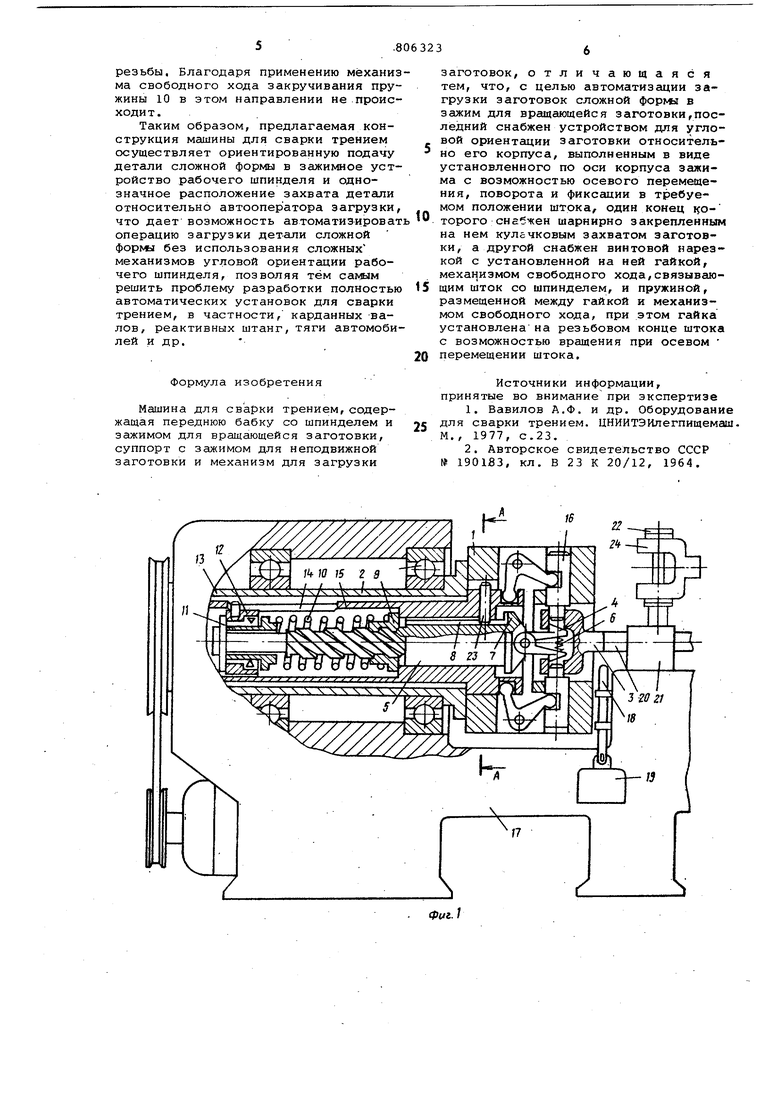
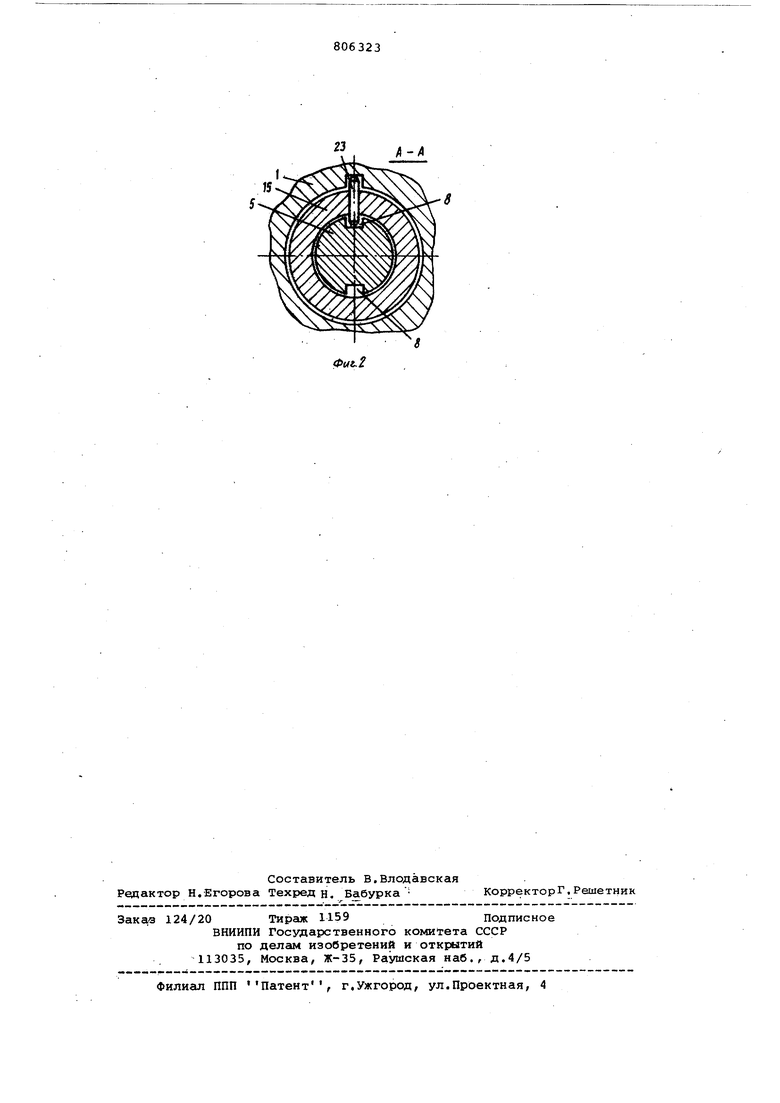
На фиг.1 показан один из возможных вариантов выполнения конструктивной схемы предлагаемой машины для сварки трением деталей сложной формы например типа тяги; на фиг.2 - сечение А-А на фиг.1.
В корпусе 1 зажимного устройства для вращающейся заготовки, установленном на рабочем шпинделе 2, размещен захват 3 заготовки вилки, который выполнен в виде двух кулачков 4, шарнирно соединенных со штоком 5 и снабженных пружиной 6. На штоке 5 выполнен буртик 7 и два паза 8. Гайка 9, навинченная на резьбовом конце штока 5, соединена пружиной 10 с внутренней обоймой И механизма свободного хода, установленной с возможностью вращения на конце штока 5. Наружная обойма 12 механизма свободного хода зафиксирована от вращения относительно шпинделя 2 штифтом 13, входящим в паз 14, выполненный в стакане 15 корпуса 1, управляющем пальцами 16 зажимного устройства. На станине 17 машины установлен фиксатор 18, управляеуый от электромагнита 19, Вторая свариваемая заготовка 20 закреплена в невращаквдемся зажимном устройстве 21 задней бабки, снабженной приводом осевого давления (на схеме не показан). Механизм 22 для загрузки заготовки вилки 3 размоден на станине 17 машины. В корпусе 1 зажимного устройства установлен штифт 23, входящий в один из пазов 18 штока 5,Машина для сварки трением работает следукяцим образом.
Заготовку .вилки 3 загружёцот в зажимное устройство 1 рабочего шпинделя 2, другую заготовку 20 - в невращающееся зажимное устройство 21. При включении приводов вращения рабочего шпинделя и осевого давления осуществляют процесс сварки трением известным путем, после чего отводят невращающееся -зажимное устройство 21, которое при отходе в исходное положение извлекает сваренное изделие из зажимного устройства 1.Кулач.ки 4 под действием пружин б удерживают изделие и перемещаются вместе с ним, вытягивая шток 5 из корпуса 1. При движении штока 5 гайка 9, оставаясь на месте и поворачиваясь по направлению резьбы на штоке 5, одновременно сжимает и закручивает пружину 10, так как внутренняя обойма 11 механизма свободного хода сблокирована с его наружной обоймой 12 и удерживается от вращения штифтом 13. Шток 5 также лишен возможности поворачиваться, поскольку сваренное изделие закреплено в невращающемся зажимном устройстве 21.
После того, как буртик 7 штока 5 выйдет за линию фиксатора 18, -а штифт 23 из паза 8, конец изделия 20 освобождается из невращающегося зажимного устройства 21. При этом пружина 10, раскручиваясь вместе с гайкой 9, поворачивает шток 5 до положения, при котором фиксатор 18 входит в паз 8, удерживая шток 5 от дальнейшего поворота и возможности возвращения в исходное положение. В этом состоянии кулачки 4 захвата заготовки 3 сориентированы относительно механизма 22 для загрузки для подачи следующей заготовки вилки 24 к зажимному устройству 1. Механизмом 22 для загрузки производится загрузка новой заготовки вилки 24, которая, воздействуя на сваренное изделие, освобождает его из кулачков 4 захвата, занимая его положение, после чего электромагнит 19 отводит фиксатор 18 из паза 8, освобождая шток 5. Пружина 10, продолжая раскручиваться, поворачивает шток 5 до положения, при котором штифт 23 входит в паз 8, т.е. осуществляется угловая ориентация новой заготовки вилки 24 отно0 и сительно зажимного устройства 1. Шток 5 под воздействием усилия сжатия пружины 10 перемещается в исходное положение, при котором происходит навинчивание гайки 9 на шток 5, поскольку штифт 23 удерживает его от вращения.
За цикл работы машина в результате угловой ориентации кулачков 4 захвата 3 заготовки вилки относительно механизма 22 для загрузки и новой заготовки вилки относительно зажимного устройства 1 гайка 9 вместе со штоком 5 поворачивается относительно шпинделя 2 на 180 в сторону, противоположную направлению резьбы. Благодаря применению механиз ма свободного хода закручивания пружины 10 в этом направлении не происходит. Таким образом, предлагаемая конструкция машины для сварки трением осуществляет ориентированную подачу детали сложной формы в зажимное устройство рабочего шпинделя и однозначное расположение захвата детёши относительно автооператора загрузки что дает возможность автоматизироват операцию загрузки детали сложной формл без использования сложных механизмов угловой ориентации рабочего шпинделя, позволяя тем самым решить проблему разработки полностью автоматических установок для сварки трением, в частности, карданных валов, реактивных штанг, тяги автомоби лей и др. Формула изобретения Машина для сварки трением, содержащая переднюю бабку со шпинделем и зажимом для вращающейся заготовки, суппорт с зажимом для неподвижной заготовки и механизм для загрузки заготовок, отличающаяся тем, что, с целью автоматизации загрузки заготовок сложной формы в зажим для вращающейся заготовки,последний снабжен устройством для угловой ориентации заготовки относительно его корпуса, выполненным в виде установленного по оси корпуса зажима с возможностью осевого перемещения, поворота и фиксации в требуемом положении штока, один конец которого снабжен шарнирно закрепленным на нем кулсчковым захватом заготовки, а другой снабжен винтовой нарезкой с установленной на ней гайкой, механизмом свободного хода,связывающим шток со шпинделем, и пружиной, размещенной между гайкой и механизмом свободного хода, при этом гайка установленана резьбовом конце штока с возможностью вращения при осевом перемещении штока. Источники информации, принятые во внимание при экспертизе 1.Вавилов А.Ф. и др. Оборудование для сварки трением. ЦНИИТЭИлегпищемгии. М., 1977, с.23. 2.Авторское свидетельство СССР № 1901S3, кл. В 23 К 20/12, 1964.
15
/I-/)
