Изобретение относится к внутренним центраторам для сборки и центровки труб под сварку, преимущественно для сварки в камерах с контролируемой атмосферой, например для электронно-лучевой сварки в вакууме труб из химически активных металлов.
При электронно-лучевой сварке труб, особенно при сварке без присадки, к сборке стыков предъявляются особо высокие требования, главным образом на отсутствие в собранном под сварку стыке различных щелей.
Известно наиболее близкое к заявляемому центратору как по технической сущности, так и по достигаемому техническому результату устройство для сборки и центровки длинномерной трубы с короткой трубой, например, с патрубком, переходником и т.д., принятое за прототип (см. патент RU №2169654, МКИ5 В23K 37/053, 27.06.2001 г., бюл. №18).
Основным недостатком этого центратора является узкий диапазон диаметров стыкуемых труб, которые можно состыковать и сцентрировать с помощью одного типоразмера центратора. Допустимый разброс диаметров труб, которые можно собрать и сцентрировать с помощью одного центратора составляет не более 6-8 мм, т.к. устройство для закрепления одного конца стержня в длинномерной трубе выполнено на принципе сжатия набора колец из эластичной вакуумной резины, которые при осевом сжатии увеличивают свой наружный диаметр на несколько миллиметров и прочно заклиниваются в трубе.
Чтобы собрать и сцентрировать трубы большего или меньшего диаметра необходимо для каждого размера труб иметь отдельный экземпляр центратора, что технологически и экономически невыгодно.
Задачей, на решение которой направлено заявляемое изобретение, является создание конструкции центратора для соединения торцев труб под сварку, преимущественно для труб с внутренним диаметром более 60 мм, который бы обеспечивал сборку труб в широком диапазоне диаметров, обеспечивая при этом полное отсутствие щелей в собранном под сварку стыке.
Технический результат состоит в том, что заявляемое устройство позволяет одним типоразмером центратора центрировать и стягивать торцы труб под сварку в широком диапазоне диаметров, а также центрировать и собирать под сварку длинномерные трубы с концевыми деталями, имеющими внутреннее проходное отверстие значительно меньше, чем у длинномерной трубы.
Указанный технический результат достигается тем, что в центраторе для соединения торцев труб под сварку, содержащем стержень, на одном конце которого установлено устройство для закрепления конца стержня в одной из труб, а на другом конце выполнена резьба с двумя гайками, при этом на стержень надета нажимная трубка, перемещаемая одной из гаек для закрепления конца стержня в трубе, а другая гайка служит для фиксации центровки труб и сжатия их торцев перед сваркой, а устройство для закрепления конца стержня в одной из труб выполнено в виде трех шарнирных параллелограммов, равномерно закрепленных на стержне по окружности, при этом на конце нажимной трубки равномерно по ее наружному диаметру шарнирно закреплены одними концами три толкателя, соединенные шарнирно вторыми концами со звеньями параллелограммов, параллельных оси стержня;
- кроме того, на стержне между торцем нажимной трубки и ближайшим к нажимной трубке шарниром параллелограмма установлена пружина сжатия;
- кроме того, звенья параллелограммов, параллельных стержню, покрыты эластичным материалом.
Устройство для закрепления одного конца стержня центратора в длинномерной трубе в виде шарнирных параллелограммов, которые под воздействием нажимной трубки и гайки могут увеличивать и уменьшать диаметр окружности, описываемой вокруг звеньев параллельных стержню, расширяет технологические возможности центратора, позволяя одним типоразмерам центратора собирать и сваривать трубы в широком диапазоне диаметров.
Сущность изобретения поясняется чертежами, где на фиг.1 показан центратор в нерабочем состоянии, когда звенья параллелограммов, параллельные стержню, под воздействием пружины сложены, при этом на чертеже два звена параллелограммов условно показаны в одной плоскости, хотя в реальной конструкции они расположены вокруг стержня через 120°.
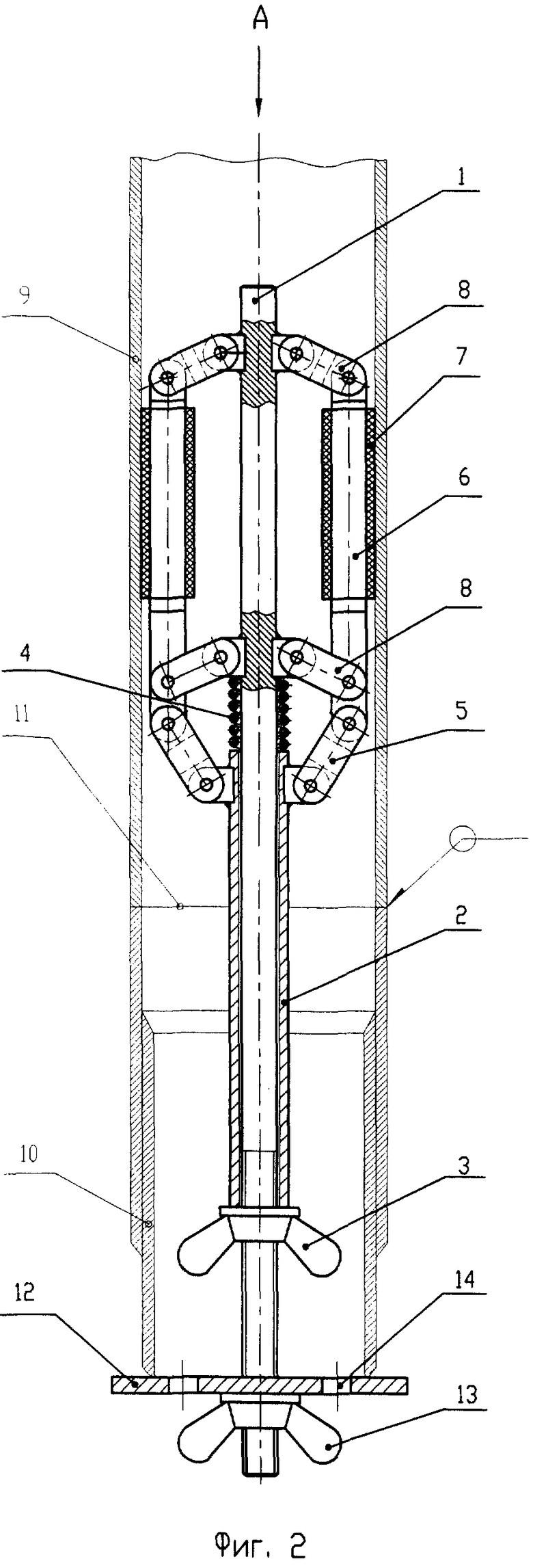
На фиг.2 показан центратор в рабочем положении, когда длинномерная трубка собрана и сцентрирована под сварку с биметаллической переходной втулкой, переходником, показаны в тонких линиях.
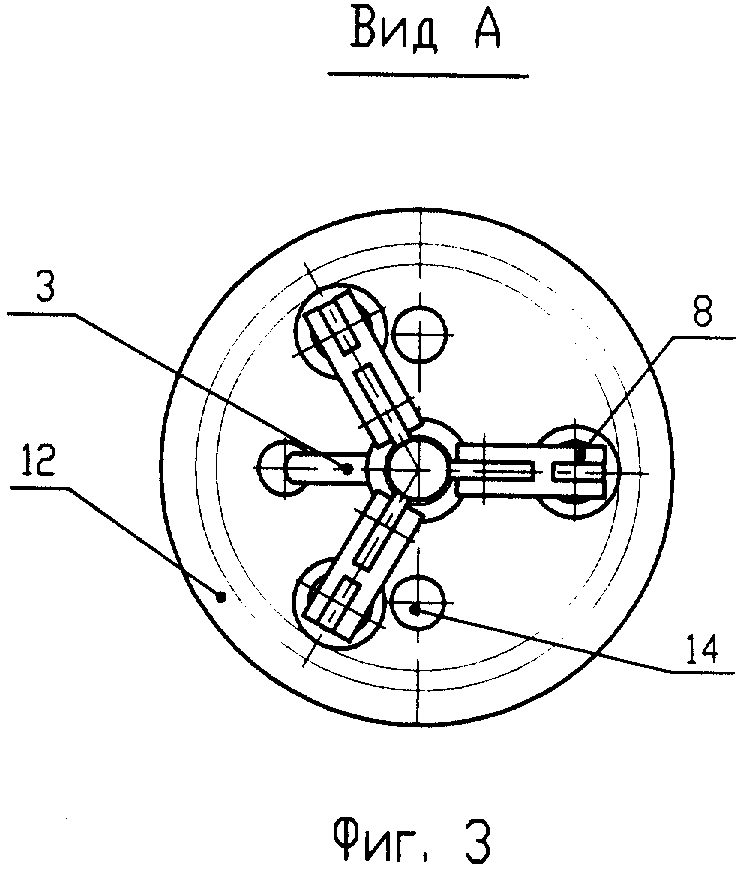
На фиг.3 показан вид на центратор по стрелке А.
Центратор выполнен в виде стержня 1, на одном конце которого выполнено устройство для закрепления стержня в длинномерной трубе в виде трех шарнирных параллелограммов, равномерно по окружности закрепленных на стержне 1, а на другом конце стержня выполнена нажимная трубка 2, перемещаемая гайкой 3, а также тонкостенный упругий фланец 12 с отверстиями 14, предназначенными для повышения упругости фланца, а также для улучшения откачки воздуха из свариваемых труб в случае их сборки под сварку в контролируемой атмосфере, например в вакууме. С помощью фланца 12 закрепляют, центрируют и сжимают торцы труб путем перемещения гайки 13 вдоль резьбовой части стержня 1.
Для изменения величины наклона качающихся звеньев 8 параллелограммов служат толкатели 5, одни концы которых шарнирно закреплены на звеньях 6, параллельных стержню 1, а другие концы шарнирно закреплены на конце нажимной трубки 2.
За счет перемещения нажимной трубки 2 можно менять диаметр описанной вокруг звеньев 6 окружности, что позволяет легко вставлять в трубу центратор и прочно закреплять его в ней.
Для упрощения складывания параллелограммов между торцем нажимной трубки 2 и ближайшим к нажимной трубке шарнирам на стрежне 1, установлена пружина сжатия 4.
С целью значительного повышения трения между распираемыми в длинномерной трубе звеньями и внутренней поверхностью трубы звенья покрыты эластичным материалом, например вакуумной резиной.
Центратор работает следующим образом.
Сначала центратор в сложенном виде, как показано на фиг.1, вставляют в длинномерную трубу со стороны свариваемого стыка 11 и устанавливают на такой глубине, чтобы длина конца стержня с фланцем 12 и гайкой 13 была достаточной для установки привариваемой к длинномерной трубе 9 концевой детали 10. После этого производят перемещение нажимной трубки 2 путем затяжки гайки 3 до тех пор, пока звенья 6 параллелограммов не упрутся в стенку трубы с усилием, необходимым для небольшой деформации их эластичного покрытия 7, что является условием прочного закрепления в длинномерной трубе стержня 1 центратора.
После закрепления в длинномерной трубе 9 стержня 1 с него свинчивают гайку 13 и снимают упругий фланец 12, после чего на стержень 1 надевают привариваемую концевую деталь 10. Затем на стержень 1 надевают фланец 12 и навинчивают гайку 13. Свариваемый торец концевой детали 10 вручную стыкуют с торцем длинномерной трубы 9 и одновременно подтягивают гайку 13 таким образом, чтобы усилие сжатия торцев позволило их центрировать, а потом окончательно сжать с помощью гайки 13 и упругого фланца 12.
Пример выполнения
С помощью центратора собирали для сварки с вакууме длинномерную трубу из циркониевого сплава, длиной 8 м и наружным диаметром 88 мм, с толщиной стенки 4 мм, с биметаллическим переходником цирконий-сталь, длиной 200 мм, с наружным диаметром 88 мм и внутренним диаметром 75 мм, как показано на фиг.1 в тонких линиях.
Собранная под сварку труба с переходником представляет собой часть активной зоны канального ядерного реактора. Конец собранной трубы с переходником поместили в сварочную вакуумную камеру электронно-лучевой установки, предварительно вакуумноплотно загерметизировав свободный от сварки торец длинномерной трубы, например, с помощью резиновой пробки. В сварочной камере создали рабочий вакуум (5·10-5 мм рт.ст.) и произвели сварку. Центратор надежно обеспечил сборку и центровку 11 свариваемых кромок длинномерной трубы и переходника, что создало благоприятные условия для формирования качественного сварного соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЦЕНТРАТОР ДЛЯ СБОРКИ И СВАРКИ КОЛЬЦЕВЫХ ШВОВ | 2015 |
|
RU2599469C1 |
| ВНУТРЕННИЙ ЦЕНТРАТОР ДЛЯ СБОРКИ И СВАРКИ В ВАКУУМЕ КОЛЬЦЕВЫХ СТЫКОВ ТРУБ | 2000 |
|
RU2169654C1 |
| СПОСОБ ПОДГОТОВКИ И СБОРКИ ПОД СВАРКУ ТОНКОСТЕННЫХ ТРУБЫ И БИМЕТАЛЛИЧЕСКОГО ПЕРЕХОДНИКА | 2006 |
|
RU2325982C1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2354520C2 |
| ЦЕНТРАТОР ДЛЯ СВАРКИ ТРУБ | 2003 |
|
RU2231433C1 |
| Устройство для центровки торцовых частей труб при сварке стыка | 1986 |
|
SU1318371A2 |
| Устройство для центровки торцевыхчАСТЕй ТРуб пРи CBAPKE СТыКА | 1979 |
|
SU804322A2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ | 1992 |
|
RU2021092C1 |
| Машина для контактной стыковой сварки оплавлением труб с изоляцией | 2024 |
|
RU2835460C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАЛОГАБАРИТНЫХ ТРУБЧАТЫХ ПЕРЕХОДНИКОВ ИЗ РАЗНОРОДНЫХ МЕТАЛЛОВ | 2001 |
|
RU2192340C1 |
Изобретение относится к технологии сборки торцев труб под сварку, а именно под электронно-лучевую сварку в вакууме труб и трубчатых изделий из химически активных металлов, таких как цирконий, титан. Центратор выполнен в виде стержня с надетой на него нажимной трубкой. На одном конце стержня установлено устройство для его закрепления в длинномерной трубе, а на другом конце выполнена резьба с двумя гайками и съемный упругий фланец, перфорированный большими отверстиями, для закрепления короткой концевой детали на конце длинномерной трубы. Устройство для закрепления стержня в длинномерной трубе выполнено в виде трех подвижных параллелограммов, равномерно закрепленных на стержне по окружности и изменяющих диаметр описанной вокруг них окружности с помощью перемещения гайки и нажимной трубки. На конце нажимной трубки равномерно по ее наружному диаметру шарнирно закреплены одними концами три толкателя, вторыми концами шарнирно соединенные со звеньями параллелограммов, параллельных оси стержня. Звенья параллелограммов, параллельные оси стержня, покрыты эластичным материалом. Это позволит расширить функциональные возможности центратора за счет возможности использования одного типоразмера центратора для сварки труб широкого диапазона диаметров. 2 з.п. ф-лы, 3 ил.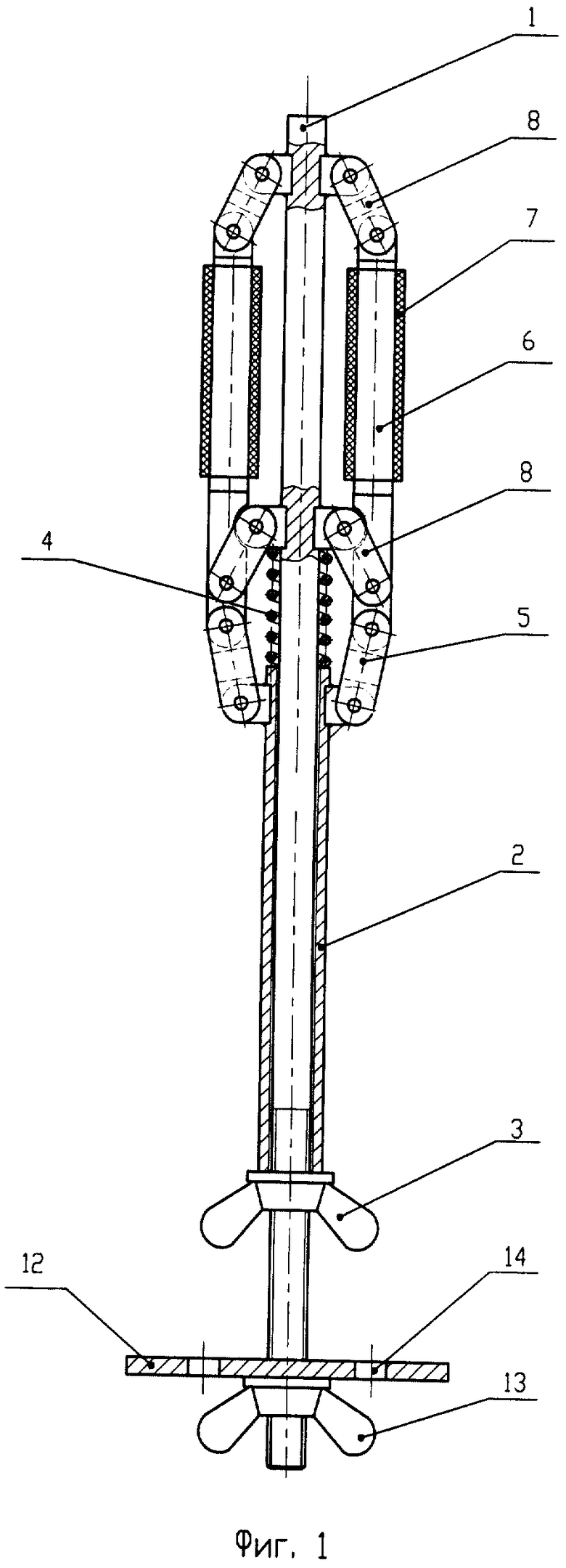
| ВНУТРЕННИЙ ЦЕНТРАТОР ДЛЯ СБОРКИ И СВАРКИ В ВАКУУМЕ КОЛЬЦЕВЫХ СТЫКОВ ТРУБ | 2000 |
|
RU2169654C1 |
| Самопишущий глубиномер (батограф) | 1927 |
|
SU17768A1 |
| ЦЕНТРАТОР ДЛЯ СВАРКИ ТРУБ | 2003 |
|
RU2231433C1 |
| Устройство для сборки и сварки кольцевых стыков труб | 1990 |
|
SU1815099A1 |
| САМОЦЕНТРИРУЮЩАЯ ОПРАВКАВСЕСОЮЗНАЯ nATEHTHO-TEXHr'tJjAJiБИБЛИО~Г:КА ' | 0 |
|
SU379358A1 |
| Внутренний центратор для сборки и сварки кольцевых стыков | 1983 |
|
SU1088903A1 |
| Компенсационный преобразователь | 1974 |
|
SU443448A1 |

