S ц 103 2 18 10 S 6
Изобретение относится к сварке, в частности к оборудованию для сварки трением, и может быть использовано во всех отраслях народного хозяйства, где применяется сварка трением при производстве сварных изделий я массовом количестве.
Целью изобретения является повышение эксплуатационных свойств машины при сварке трением двух пар одинаковых заготовок
На чертеже схематично показана предлагаемая машина для сварки трением двух пар заготовок.
Машина для сварки трением состоит из сганины 1, на которой установлен привод 2 вращения, например стандартный электродвигатель со сплошным валом и двумя выходными концами. В корпусе привода 2 вращения на радиальных подшипниках 3 установлен центральный вал 4 сплошного сечения. На концах вала 4 установлены с воз- oжнocтью осевого перемещения корпуса 5 вращающихся патронов. .Между торцами вала 4 и упорных гаек 6, закрепленных на кор- niycax 5 патронов, установлены пружины- синхронизаторы 7. Корпуса в осевом направлении имеют возможность перемещения только навстречу друг другу и в крайнем положении удерживаются втулками 8, закрепленными винтами 9 к щайбам 10, установленным на резьбе вала 4. От проворота корпуса удерживаются шпонками И, установленными на валу 4. На резьбе корпуса установлены с возможностью регулировки упорные гайки 6, с помощью которых производится регулировка натяжения пружин- синхронизаторов 7 на необходимую в зависимости от размеров свариваемого сечения и материала деталей величину усилия. Ре- гу лировка обеих одинаковых пружин 7 производится с одинаковым натягом (одинако- услием), равным заданному осевому уЬилию нагрева при сварке трением. Пос- лte регулировки шайбы 10 фиксируются вин- 9. Так как при сварке обычно используют осевое усилие значительной величины (Порядка нескольких тонн), целесообразно использовать для пружин 7 набор тарельча- тЫх пружин. В корпусах 5 установлены зэжимы 12, в торцы которых упираются свариваемые вращающиеся детали 13. Противоположно вращаюцдимся патронам установлены зажимы 14 и 15 для закрепления двух невращающихся деталей 16.
Гидроцилиндры 17 щтоками 18 связаны с корпусом зажима 14, а корпусами 19 - с зажимом 15- и служат для создания осевых усилий в процессе сварки. Штанги 20 установлены на ребрах станины 1 и служат направляющими, по которым перемещаются в осевом направлении зажимы 14 и 15 с по- мющью силовых гидроцилиндров 17 в процессе сварки.
Мащина работает следующим образом.
Перед началом процесса сварки две врац1,ающиеся детали 13 с одинаковыми пло5
щадями под сварку устанавливают в зажимы 12, а две невращающиеся детали 16 с площадями под сварку, равными площадям под сварку детали 13, устанавливают
и закрепляют в невращающихся зажимах 14 и 15.
После закрепления подлежащих сварке деталей включают вращение привода и с помощью гидроцилиндров 17 при подаче масла в щтоковую полость перемещаются невра0 щающиеся зажимы 14 и 15 к приводу вращения. При этом давление в гидросистеме настраивают на величину, соответствующую давлению при нагреве.
В связи с тем, что движущиеся невраг щающиеся .зажимы имеют неизбежно разное трение, они подходят к приводу вращения неодновременно. При соприкосновении торцов первой любой нары свариваемых деталей динамическое воздействие осевого усилия на подшипники вала гасится за счет упругого
0 сжатия пружин-синхронизаторов 7, после чего при поджатии торцов другой пары деталей встречно направленные осевые усилия уравновещиваются и замыкаются через вал привода, разгружая его подщипники от осевого воздействия.
Во время нагрева деталей трением давление в гидросистеме поддерживается стабильной заданной величины (в зависимости от размеров и материала свариваемых деталей) .
Q Однако на свариваемых поверхностях давление поднимается плавно и постепенно в зависимости от регулировки . Плавный подъем давления происходит до тех пор, пока после сжатия пружины регулировочные, гайки б торцами не упрутся в
5 торцы вала 4. После этого пружины 7 уже не участвуют в восприятии и передаче усилия, трение продолжается при жесткой передаче усилия от гидроцилиндра 17 через торцы свариваемых деталей и за.мыкаются на вал 4 привода 2. Аналогично передается
0 и повыщенное усилие проковки.
После окончания сварки и раскрепления деталей пружины 7 разжимаются и корпуса 5 патронов приходят в исходное положение.
с Таким образом, предлагаемое изобретение позволяет синхронизировать осевые усилия, благодаря чему подшипники вала привода полностью разгружены от осевых усилий, упростить схему гидропривода за счет исключения из нее электрогидроаппа0 ратуры, обеспечивающей плавное повыщение давления при трении, и использования для выполнения этой функции пружины, облегчить настройку машины и обеспечить ее работу при меньших пиковых значениях крутящего момента и потребляемой мощ5 ности. Выполнение вала сплошным и отсутствие воздействия осевых нагрузок на подшипниковые узлы позволяет в качестве привода вращения использовать серийно
выпускаемые электродвигатели с двумя выходными концами вала, что значительно расширяет возможности применения прогрессивной сварки трением, является экономичным.
Формула изобретения
Машина для сварки трением двух пар заготовок, содержаш,ая станину, невраш,аю- шиеся зажимы, установленные с возможностью осевого перемеш,ения, и привод вра- ш,ения, на концах вала которого установлены патроны для закрепления вращаюших- ся деталей, включающие подпружиненные корпуса, установленные с возможностью
осевого перемещения относительно вала, отличающаяся тем, что, с целью повышения эксплуатационных свойств, она снабжена регулировочными гайками, установленными на корпусах патронов с возможностью фиксированного осевого перемещения, при этом вал выполнен сплошным с двумя выходными концами и утолщенной центральной частью, регулировочные гайки выполнены с расточками и установлены с зазором относительно центральной части вала, а пружины корпусов входят в расточки регулировочных гаек и установлены в указанном зазоре с возможностью взаимодействия с центральной частью вала.

| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для сварки трением | 1983 |
|
SU1098723A1 |
| Машина для сварки трением | 1981 |
|
SU1061961A1 |
| Устройство для сварки трением | 1976 |
|
SU716743A1 |
| МАШИНА ДЛЯ СВАРКИ ТРЕНИЕМ | 1989 |
|
SU1737836A1 |
| Устройство для сварки трением | 1981 |
|
SU1016119A1 |
| Машина для ориентированной сварки трением длинномерных изделий из 3-х деталей | 1987 |
|
SU1418018A1 |
| Машина для ориентированной сварки трением двух заготовок | 1986 |
|
SU1423322A1 |
| Зажимное устройство машин для сварки трением | 1984 |
|
SU1376379A1 |
| Машина для сварки трением | 1985 |
|
SU1303332A1 |
| Машина для сварки трением | 1986 |
|
SU1299745A1 |
Изобретение относится к области сварки, в частности к оборудованию для сварки трением, и м. б. использовано во всех отраслях народного хозяйства, где применяется сварка трением при производстве сварных изделий в массовом количестве. Цель - повышение эксплуатационных свойств машины при сварке трением двух пар одинаковых заготовок. Корпуса 5 патг ронов установлены относительно вала (В) 4 с возможностью осевого перемеш,ения только навстречу другу другу. Между буртами В 4 и корпусов 5 установлены одинаково регулируемые пружины, которые рассчитаны на усилие, равное максимальному усилию при нагреве трением. Две враш.ающиеся за « 7 ff ГОТОВКИ 13 устанавливают в зажимы 12, а невраш,ающиеся заготовки 16 - в зажимы 14 и 15. При включении привода осадки зажимы 14 и 15 перемеш.аются к приводу враш,ения, однако из-за разного трения они подходят к нему неодновременно. При соприкосновении торцов первой любой пары свариваемых деталей динамическое воздействие осевого усилия на подшипники В 4 гасится за счет упругого сжатия пружин- синхронизаторов (ПС) 7. При поджатии торцов другой пары заготовок встречно направленные осевые усилия уравновешиваются и замыкаются через вал привода 2, разгружая его подшипники от осевого воздействия. Во время нагрева деталей давление на свариваемых поверхностях поднимается плавно и постепенно в зависимости от регулировки ПС 7 до тех пор, пока после сжатия ПС 7 регулировочные упорные гайки 6 торцами не упрутся в торцы В 4. Далее трение продолжается при жесткой передаче усилия от гидроцилиндра 17 через торцы свариваемых деталей и замыкается на В 4 привода 2. Аналогично передается и повышенное усилие проковки. Устройство позволяет повысить надежность машины за счет разгрузки подшипников вала привода вращения от осевых усилий, упростить схему гидропривода, облегчить настройку машины. 1 ил. п га 7 is 1 S 8 а ) (Л 1чЭ оо со N:) 4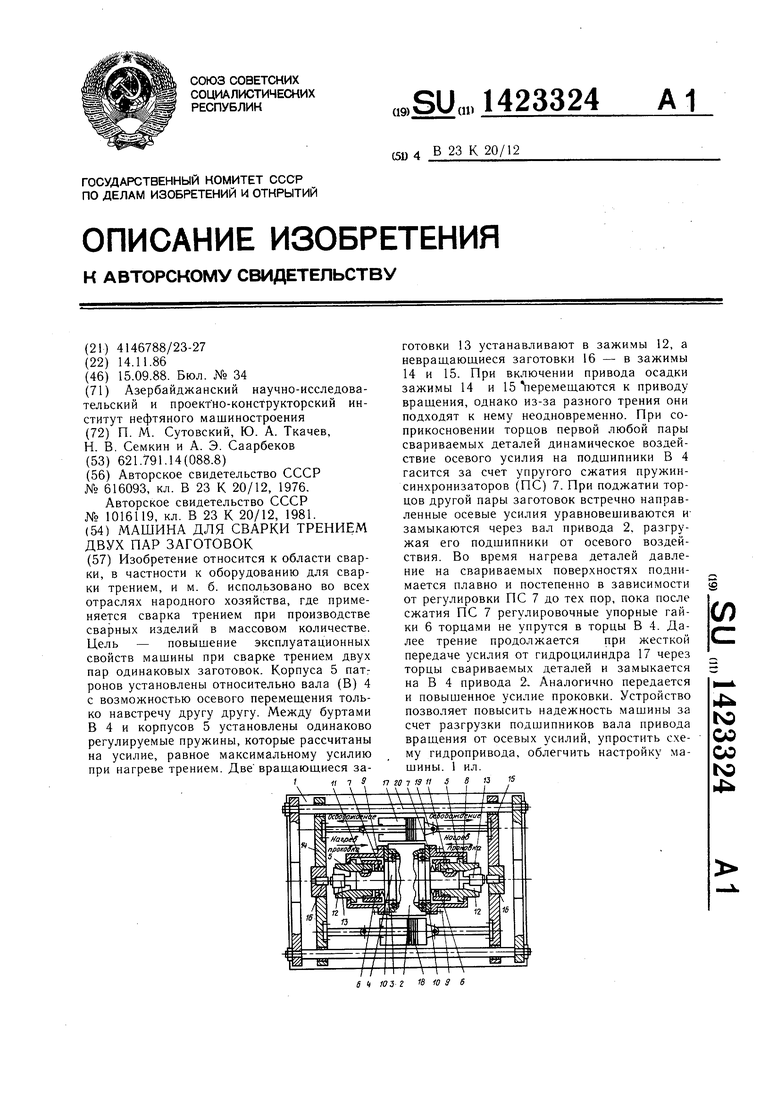
| Устройство для сварки трением деталей через промежуточную вращающуюся вставку | 1976 |
|
SU616093A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для сварки трением | 1981 |
|
SU1016119A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
