4
00
о
Изобретение относится к оборудованию для диффузионной сварки и может быть использовано для изготовления биметаллических цилиндрических дета- лей в различных отраслях промьшленно- сти.
Целью изобретения является повышение качества сварного соединения.
На чертеже показано соединение де- талей со шлицевыми поверхностями при деформации внутренней заготовки пере- мещаюпшмся дорном.
Дорн содержит корпус 1 и рабочий наконечник 2, выполненный по меньшей мере с заходным 3 и формирующим А.конусными участками, причем (/ (0,2- 0,3)с/ , где « и углы между образующей конической поверхности соответственно заходного и формирующего j iacTKOB и осью дерна.
Дорн работает следующим образом. В свариваемую деталь 5 с предварительно обработанной изношенной шлице- вой поверхностью устанавливают профи- лированную стальную ленту 6. Детали , нагревают индуктором 7 до температуры диффузионной сварки и деформируют их перемещающимся наконечником 2, под действием наконечника лента 6 де- формируется и сваривается с деталью 5. Угол между образующей конической поверхности формирующего участка /2 берут равным 2,5-3,5.
В указанном интервале углов дости- гается оптимальное обжатие внутренней детали по толщине и ее удлинение, обеспечивающие плакирование всей восстанавливаемой поверхности охватьша- ющей детали. На этом участке наконеч ника происходит активация физическо- го контакта, обеспечивающая повышени качества сварного соединения.
При d-i 2,5° удельное усилие сжатия в контакте деталей меньше необхо димо, возможно образование дефектов в сварном соединении. При o(i 7 3,5
возникает значительное удельное усилие сжатия, которое приводит к чрезмерному обжатию и удлинению внутренней детали.
Угол t/, берут равным (0,2-0,43)с/2 исходя из следующего. Углы о(, позволяют получить напряжения, достаточные для создания удельного усилия сжатия, при котором микровыступы соединяемых поверхностей биметаллических деталей пластически деформируются, что приводит к образованию физическо- то контакта. И в то же время осевые напряжения сдвига внутренней детали относительно наружной минимальны. Это исключает потерю устойчивости внутренней детали при сварке и не требуется закрепления ее перед сваркой, что способствует повьш ению качества сварного соединения.
Обычно угол 0, берут равным 0,5-1°. При угле ,5° не удается получить удельного усилия сжатия в контакте соединяемьпс деталей, достаточного для образования физического контакта, не обеспечивается плакирование всей восстанавливаемой.поверхности. 1.
При угле 0, 7 1,5 возникают значительные осевые напряжения сдвига внутренней детали, что может привести к потере ее устойчивости при сварке.
Формула изобретения
Дорн для сварки биметаллических деталей, содержащий корпус и рабочий наконечник, отличающийся тем, что, с целью повышения качества сварного соединения, рабочий наконечник выполнен по меньшей мере с заходным и формирующим конусными участками причем а(, (0,2-0,43) ofj, где с, и Vj - углы между образующей конической поверхности соответственно заходного и формирующего участков и осью дорна.
Р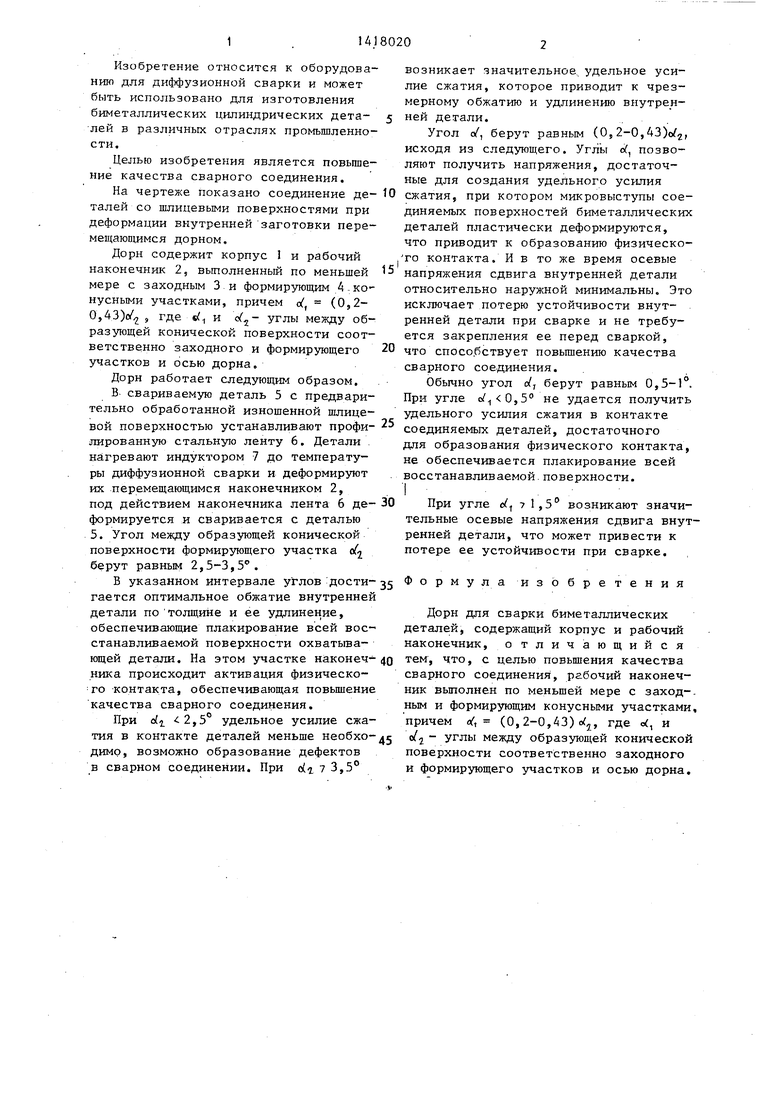
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения биметаллических деталей диффузионной сваркой | 1983 |
|
SU1237351A1 |
| Способ контактной сварки | 1985 |
|
SU1382619A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2537671C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2195392C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОЙ ЗАГОТОВКИ ТИПА "ДИСК-ВАЛ" ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2019 |
|
RU2706925C1 |
| Заготовка для диффузионной сварки переходника титан-алюминий | 2015 |
|
RU2620402C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИФФУЗИОННОЙ СВАРКОЙ ТРУБЧАТЫХ ПЕРЕХОДНИКОВ ТИТАН - НЕРЖАВЕЮЩАЯ СТАЛЬ | 2017 |
|
RU2666818C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИФФУЗИОННОЙ СВАРКОЙ ТРУБЧАТЫХ ПЕРЕХОДНИКОВ "ТИТАН - НЕРЖАВЕЮЩАЯ СТАЛЬ" | 2023 |
|
RU2802246C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРКОЙ ВЗРЫВОМ ПЛОСКОЙ БИМЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ | 2009 |
|
RU2397850C1 |
| СПОСОБ РАДИАЛЬНОЙ СВАРКИ ТРЕНИЕМ ВРАЩЕНИЯ ТОНКОСТЕННЫХ ТРУБЧАТЫХ ДЕТАЛЕЙ ИЗ ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРОВ ВРАСТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2003 |
|
RU2223175C1 |
Изобретение относится к оборудованию для диффузионной сварки и может быть использовано для изготовления биметаллических цилиндрических деталей в различных отраслях промышленности. Цель - повышение качества сварного соединения. Дорн содержит корпус и рабочий наконечник, вьтол- ненный по меньшей мере с заходным и формирующим конусными участками, причем с/ (0,2-0,43), где rf, , углы между образующей конической, поверхности соответственно заходного и формирующего участков и осью дорна. Под действием заходного участка наконечника происходит снятие микронеровностей на свариваемых поверхностях, а под действием формирующего участка происходит их активация и окончательное обжатие внутренней и наружной деталей. 1 ил. § (Л
| Авторское свидетельство СССР № 1098724, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ получения биметаллических деталей диффузионной сваркой | 1983 |
|
SU1237351A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
