Изобретение относится к переработке термопластичных полимеров экструзионным способом и может быть использовано при получении различных высокопрочных изделий профильного типа, которые найдут широкое применение в химической, строительной промышленности, машиностроении и т.д.
Цель изобретения - повышение качества изделия за счет увеличения модуля упругости и прочности при растяжении экстру- дата в направлении экструзии.
Способ формования изделий из термопластов включает получение заготовки из расплава термопласта и последующую ее твердофазную экструзию. Полученную заго10
Ц , FO - соответственно площади поперечного сечения осажденной заготовки и исходной. Осажденную заготовку диаметром 12,2 мм подвергают гидростатической экстру
зии при 110°С. Степень экструзии R
It 6,25, где FU - площадь поперечного сечения экструдата (изделия). Экструдируют прут круглого поперечного сечения диаметром 4 мм.
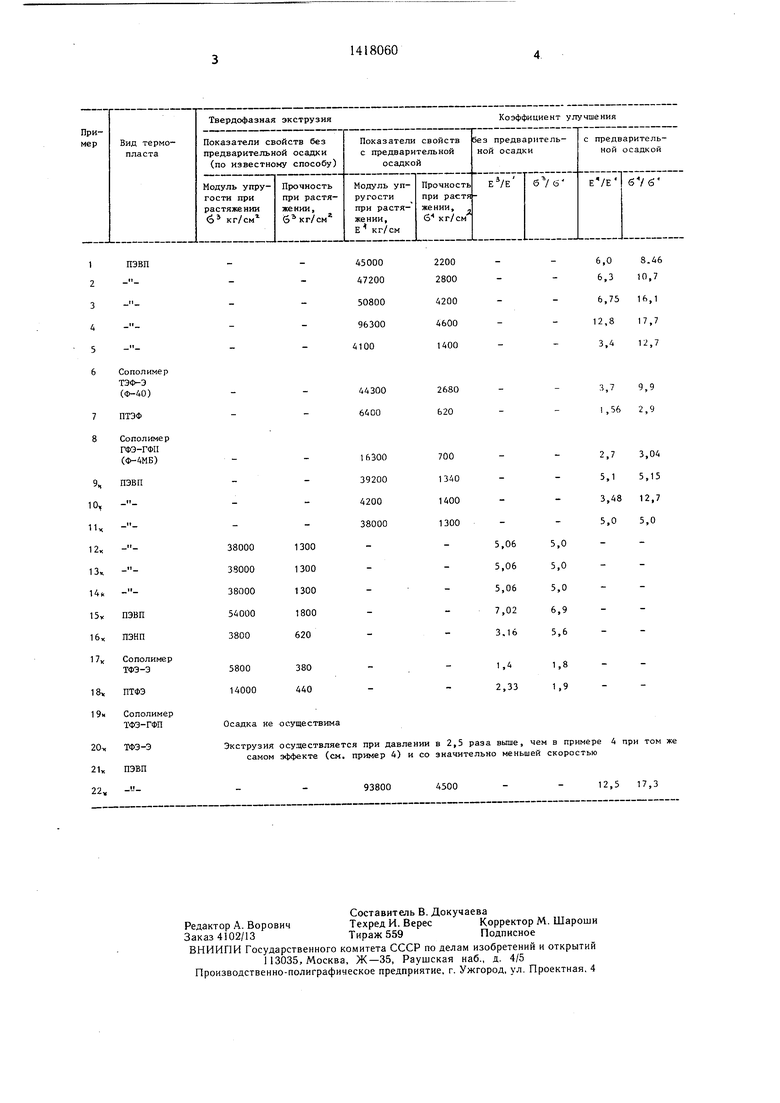
Примеры 2-8. Опыты проводят по предлагаемой технологии аналогично примеру 1, но варьируют вид термопласта (ПЭВП, сополимер ТФЭ-Э (Ф-40), ПТФЭ, сополимер ГФЭ-ГФП (Ф-4МБ), степень осадки
товку перед экструзией подвергают осадке 15 заготовки, температуру экструзии, степень
со степенью в пределах от 1,5 до 10 при температуре в диапазоне 0,55-0,95°С т.пл. Экструзию заготовки ведут в направлении приложения усилий осадки при температуре в интервале (0,55-0,95) - (0,55-0,95) т.пл. (т.пл. 50°С).
Степень осадки заготовки менее чем 1,5 не приводит при последующей экструзии к существенному приращению механических характеристик (степень осадки Я-отношение площади поперечного сечения осажденной заготовки к площади поперечного сечения исходной заготовки).
Степень осадки более 10 технически трудноосуществима. Диапазон температур осадки 0,55-0,95°С т.пл. оптимален с точэкструзии.
Примеры 9к-/4; 20.,(-22. Опыты проводят по предлагаемому способу, но варьируют вид термопласта (ПЭВП, ТФЭ-Э, ПЭВП), а технологические параметры осад20 ки задают за пределами указанных диапазонов.
Примеры 12(t -19«. Опыты проводят аналогично примерам 1-8, но заготовку не подвергают осадке, как в известном устройстве.
25 Соответствующие технологические параметры и механические характеристики экструдата приведены в таблице, где ПЭВП - полиэтилен высокой плотности, ПЭНП - полиэтилен низкой плотности, ПТФЭ - политетрафторэтилен, ТФЭ-ГФП - сопозрения энергетических затрат и дости- 30 лимер тетрафторэтилена с гексафторпропики
гаемому Э ффекту. При температуре ниже 0,55 т.пл. для осуществления осадки заготовки требуются значительные давления, а следовательно, и затраты энергии при том же эффекте. При температуре выше 0,95 т.пл
леном, ТФЭ-Э - сополимер тетрафторэтилена с этиленом.
Расчет коэффициентов улучшения (см. таблицу) показывает, что предлагаемый способ формования изделий из термопластов
существенного приращения при последую- по сравнению с известным обеспечивает пощей твердофазной экструзии не наблюдается.
Температура экструзии не должна превышать температуру осадки заготовки, в противном случае возможны усадочные яв- 40 ления из-за /наведенной ориентации и снижение механических характеристик материала. Снижение температуры экструзии по сравнению с температурой осадки более чем на 50°С требует значительных затрат энергии при том же эффекте, так как с понижением температуры растет и необходимое для осуществления экструзии давление.
Пример 1. Формуют полиэтилен высокой плотности (ПЭВП) марки 276-73 (ПТР 3,0; JO 960 кг/мЗ; т.пл. 140°С). 50 Заготовку диаметром do 10 мм получают прессованием из расплава термопласта. Затем заготовку подвергают осадке в пресс- форме при 130°С до диаметра d 12,2 мм, при ЭТОМ величина степени осадки рассчитыb d F. dлучение изделии из значительно улучщен- ными механическими характеристиками .модуля упругости и прочности при разрыве в направлении экструзии.
Формула изобретения
Способ формования изделий из термопластов, включающий получение заготовки 45 из расплава термопласта и последующую ее твердофазную экструзию, отличающийся тем, что, с целью повышения качества изделия за счет увеличения модуля упругости и прочности при растяжении экструдата в направлении экструзии, полученную заготовку перед экструзией подвергают осадке со степенью в пределах 1,5-10 при температуре в диапазоне 0,55-0,95°С температуры плавления (т.пл.), а экструзию заготовки ведут в направлении приложения усилий осадки
пнп ..u,v. oc.m.nn .,.сп„ носсни.ь, температуре в интервале (0,55-0,95) вается по формуле 1 ,5, где(0,55-0,95) т.пл. (т.пл. 50°С).
0
Ц , FO - соответственно площади поперечного сечения осажденной заготовки и исходной. Осажденную заготовку диаметром 12,2 мм подвергают гидростатической экстру
зии при 110°С. Степень экструзии R
It 6,25, где FU - площадь поперечного сечения экструдата (изделия). Экструдируют прут круглого поперечного сечения диаметром 4 мм.
Примеры 2-8. Опыты проводят по предлагаемой технологии аналогично примеру 1, но варьируют вид термопласта (ПЭВП, сополимер ТФЭ-Э (Ф-40), ПТФЭ, сополимер ГФЭ-ГФП (Ф-4МБ), степень осадки
экструзии.
Примеры 9к-/4; 20.,(-22. Опыты проводят по предлагаемому способу, но варьируют вид термопласта (ПЭВП, ТФЭ-Э, ПЭВП), а технологические параметры осад0 ки задают за пределами указанных диапазонов.
Примеры 12(t -19«. Опыты проводят аналогично примерам 1-8, но заготовку не подвергают осадке, как в известном устройстве.
5 Соответствующие технологические параметры и механические характеристики экструдата приведены в таблице, где ПЭВП - полиэтилен высокой плотности, ПЭНП - полиэтилен низкой плотности, ПТФЭ - политетрафторэтилен, ТФЭ-ГФП - сополимер тетрафторэтилена с гексафторпропиленом, ТФЭ-Э - сополимер тетрафторэтилена с этиленом.
Расчет коэффициентов улучшения (см. таблицу) показывает, что предлагаемый способ формования изделий из термопластов
по сравнению с известным обеспечивает по0
0
лучение изделии из значительно улучщен- ными механическими характеристиками .модуля упругости и прочности при разрыве в направлении экструзии.
Формула изобретения
Способ формования изделий из термопластов, включающий получение заготовки 5 из расплава термопласта и последующую ее твердофазную экструзию, отличающийся тем, что, с целью повышения качества изделия за счет увеличения модуля упругости и прочности при растяжении экструдата в направлении экструзии, полученную заготовку перед экструзией подвергают осадке со степенью в пределах 1,5-10 при температуре в диапазоне 0,55-0,95°С температуры плавления (т.пл.), а экструзию заготовки ведут в направлении приложения усилий осадки
р температуре в интервале (0,55-0,95) 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения покрытий | 1979 |
|
SU768072A1 |
| КОМПОЗИЦИОННАЯ ДОБАВКА, УЛУЧШАЮЩАЯ ПЕРЕРАБОТКУ ПОЛИМЕРА В РАСПЛАВЕ, И ЕЕ ПРИМЕНЕНИЕ | 2005 |
|
RU2399636C2 |
| Способ получения антиадгезионного покрытия | 1986 |
|
SU1497199A1 |
| ВОДНАЯ ПОЛИТЕТРАФТОРЭТИЛЕНОВАЯ ЭМУЛЬСИЯ, ПОЛИТЕТРАФТОРЭТИЛЕНОВЫЙ МЕЛКОДИСПЕРСНЫЙ ПОРОШОК И ПОРИСТЫЙ МАТЕРИАЛ, ПОЛУЧЕННЫЙ ИЗ НЕГО | 2006 |
|
RU2425056C2 |
| МИКРОСФЕРЫ ТЕРМОПЕРЕРАБАТЫВАЕМОГО СОПОЛИМЕРА ТЕТРАФТОРЭТИЛЕНА | 2001 |
|
RU2271366C2 |
| ТЕТРАФТОРЭТИЛЕНОВЫЙ СОПОЛИМЕР, СПОСОБ ЕГО ПОЛУЧЕНИЯ И ПРОДУКТ, ПОЛУЧЕННЫЙ ЭКСТРУДИРОВАНИЕМ ПАСТЫ | 2003 |
|
RU2308464C2 |
| СОПОЛИМЕР ТЕТРАФТОРЭТИЛЕНА | 2003 |
|
RU2315777C2 |
| Полимерная композиция | 1981 |
|
SU975743A1 |
| ПРОЦЕСС ИЗГОТОВЛЕНИЯ УПРОЧНЕННЫХ ПРУТКОВЫХ ИЗДЕЛИЙ ИЗ АМОРФНО-КРИСТАЛЛИЧЕСКИХ ПОЛИМЕРОВ | 2013 |
|
RU2527782C1 |
| АГЕНТ, СПОСОБСТВУЮЩИЙ ЭКСТРУЗИИ, НА ОСНОВЕ ПОЛИВИНИЛИДЕНФТОРИДА | 2007 |
|
RU2433149C2 |
Изобретение относится к переработке термопластичных полимеров и может быть использовано при получении различных высокопрочных изделий профильного типа. Цель изобретения - повышение качества изделия за счет увеличения модуля упругости и прочности при растяжении экструда- та в направлении экструзии. Для чего способ формования изделий из термопластов включает получение заготовки из расплава термопласта и последующую ее твердофазную экструзию. Полученную заготовку перед экструзией подвергают осадке со степенью в пределах от 1,5 до 10 при температуре в диапазоне 0,55-0,95 т.пл. Экструзию заготовки ведут в направлении приложения усилия осадки при температуре и интервале 
| Энциклопедия нолимеров | |||
| М.: Советская энциклопедия, 1977, т | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Автоматический аппарат для тушения пожаров | 1912 |
|
SU583A1 |
| Сверхвысокомодульные полимеры./Под ред | |||
| А | |||
| Чиффери и И | |||
| Уорда | |||
| Л.: Химия, 1983, с | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
