Область техники:
Настоящее изобретение относится к области твердофазной переработки полимерных материалов, в частности получению прутковых изделий с улучшенными физико-механическими характеристиками из полимеров с аморфно-кристаллической структурой. Оно может быть использовано в различных областях техники, где полимеры применяются в качестве конструкционных материалов.
Уровень техники:
Из существующего уровня техники известны способы изготовления упрочненных полимерных прутковых изделий, основанные на твердофазной экструзии цилиндрической заготовки [В.А. Белошенко, А.А. Аскадский, В.Н. Варюхин. - Успехи химии. - 1998. - 67, №11. - с.1044-1067; Сверхвысокомодульные полимеры / Под. ред. А. Чиферии, И. Уорда. - Л.: Химия. - 272 с.; Белошенко В.А., Варюхин В.Н., Спусканюк В.З. Теория и практика гидроэкструзии. - Киев: Наукова думка, 2007. - 246 с.]. Они позволяют существенно повышать модуль упругости и предел текучести деформируемых материалов за счет создания ориентированной структуры. Однако деформация исходной заготовки сопровождается изменением ее размеров, что не всегда желательно. По этой же причине проблематично получение изделий большого диаметра.
Известен также способ твердофазного упрочнения путем деформации полимерной заготовки осадкой [В.М. Шепель, В.А. Белошенко, В.Г. Слободина. - Физика и техника высоких давлений. - 1992. - 2, №3. - С.76-79]. Его возможности ограничиваются сравнительно короткими заготовками, а сам метод требует больших усилий для реализации процесса деформации, что приводит к быстрому износу оснастки.
В последние годы значительный интерес вызывают методы твердофазной экструзии, основанные на простом сдвиге, входящие в группу методов интенсивной пластической деформации и используемые для получения наноструктурных металлических материалов [Р.З. Валиев, И.В. Александров. Наноструктурные материалы, полученные интенсивной пластической деформацией. - М.: Логос. - 2000. - 280 с.]. В работах Sue H.-J., Li C.K.-Y. - J.Mater. Sci. Lett. - 1998. - 17, N10. - P.853-856; Campbell В., Edward G. - Plast. Rubb. Соmр. - 1999. - 28, N10. - Р.467-475; Xia Z., Sue H.-J., Hsieh A.J., Huang J. W.-L. - J.Polym. Sci. - 2001. - 39B, N12. - P.1394-1403; Phillips A., Zhu P., Edward G. - Macromolecules. - 2006. - 39, N17. - P.5796-5803; Wang Z.-G., Xia Z.-Y., Yu Z.-Q., Chen E.-Q., Sue H.-J., Han C.C., Hsiao B.S. - Macromolecules. - 2006. - 39. - P.2930-2939; Kitogawa М., Kozaki T. - J. Society. Mater. Sci., Japan. - 2006. - 55. - P.37-41; Boulahia R., Gloaguen J.M., Zairi F., Nait-Abdelaziz М., Sequela R., Boukharouba Т., Lefebvre J.M. - Polymer. 2009. - 50. - P.5508-5517; Aour В., Zairi F., Boulahia, М., Nait-Abdelazizi, J.M. Gloaguen, J.M. Lefebvre - Comput. Mater. Sci. - 2009. - 45. - P.646-652; Aour В., Zairi F., Nait-Abdelazizi М., Gloaguen J.M., Lefebvre J.M. - Mater. Sci. Eng. - 2010. - P.71-78; Aour В., Zairi F., Nait-Abdelaziz М., Gloagnen J.M., Lefebvre J.M. - Key Eng. Mater. - 2010. - 424. - 71-78; Wang Т., Tang S., Chen J. - J. Appl. Polym. Sci. - 2011. - 122, N3. - P.2146-2158; Qiu J., Murata Т., Wu X., Kitagawa М., Kudo М. - J. Mater. Proc. Tech. - 2012. - 212. - P.1528-1536; Li H., Huang X., Huang C., Zhao Y. - J. Appl. Polym. Sci. - 2012. - 123. - P.2226-2227 показана перспективность применения одного из них - равноканальной угловой экструзии (РКУЭ) для модификации структуры и свойств аморфно-кристаллических полимеров. РКУЭ осуществляется путем продавливания полимерной заготовки через два смежных канала, которые пересекаются и находятся в одной плоскости, имеют одинаковое поперечное сечение, соответствующее сечению заготовки. В отличие от традиционных способов реализации твердофазной экструзии РКУЭ не приводит к изменению геометрии и размеров полимерной заготовки, однако может улучшать ее физико-механические характеристики.
С целью структурной модификации аморфно-кристаллических полимеров получил распространение также модифицированный вариант РКУЭ - равноканальная многоугловая экструзия (РКМУЭ) (Белошенко В.А., Возняк А.В., Возняк Ю.В. - Высокомолек. соед., сер.Б. - 2009. - 51. - С.1473-1480; Beloshenko V.A., Varyukhin V.N., Voznyak A.V., Voznyak Yu.V. - Polym. Eng. Sci. - 2010. - 50. - P.1000-1006; Beloshenko V.A., Varyukhin V.N., Voznyak A.V., Voznyak Yu.V. - Polym. Eng. Sci. - 2011. - 51 - P.1092-1098; Beloshenko V.A., Voznyak A.V., Voznyak Yu.V. - High Pres. Res. - 2011. - 31. - P.153-157; Beloshenko V.A., Voznyak A.V., Voznyak Yu.V., Glasunova V.A., Konstantinova Т.Е. - Polym. Eng. Sci. - 2012. - 52 - P.1815-1820; Beloshenko V.A., Varyukhin V.N., Voznyak A.V., Voznyak Yu.V. - J. Appl. Polym. Sci. - 2012. - 126. - P.837-844; Beloshenko V.A., Voznyak A.V., Voznyak Yu.V. Dudarenko G.V. - J. Appl. Polym. Sci. - 2013. - 127. - P.1377-1386). При РКМУЭ заготовка продавливается через устройство, состоящее из нескольких пар каналов одинакового диаметра, пересекающихся под заданными углами. Таким образом, при РКМУЭ в канале реализуется несколько зон сдвиговой деформации, что позволяет решать проблему накопления больших пластических деформаций за один цикл процесса и, как результат, обеспечивать более высокий уровень физико-механических свойств полимеров. Знакопеременный характер деформации при РКМУЭ обусловливает формирование низкой анизотропии прочностных свойств по сечениям экструдатов и сохранение на высоком уровне их пластических характеристик.
Ближайшим аналогом-прототипом является техническое решение, отраженное в описании патента Украины на полезную модель №70005 В29С 43/02, В29С 47/00. Общим признаком заявляемого изобретения и прототипа является использование процесса РКМУЭ, который заключается в том, что исходную полимерную заготовку продавливают за один проход через снабженную нагревателем систему из четырех или более пересекающихся каналов, которые имеют одинаковое поперечное сечение, соответствующее сечению заготовки, входной и выходной каналы выполнены вертикально соосными, а наклонные деформирующие каналы попарно находятся во взаимно перпендикулярных плоскостях при температуре заготовки, равной 0,85-0,95 температуры плавления полимера, скорости экструзии 0,6-1,0 мм/с, интенсивности деформации 0,73-0,83.
Сущность изобретения
Применение РКМУЭ для обработки аморфно-кристаллических полимеров, как следует из описания к патенту №70005, повышает их плотность, жесткость и прочность, сохраняя на высоком уровне пластические характеристики, обеспечивая при этом низкую анизотропию твердости и предела текучести.
В основу изобретения поставлена задача усовершенствования известного способа твердофазной структурной модификации аморфно-кристаллических полимеров за счет изменения положений плоскостей и направлений деформации простого сдвига (деформирующих каналов) относительно продольной оси заготовки с целью повышения упругих и прочностных свойств при сохранении на высоком уровне их пластичности, уменьшения анизотропии прочностных свойств по сечениям экструдатов, снижения абсолютных значений коэффициента линейного термического расширения (вдоль и поперек).
Поставленная задача решается тем, что в известном способе исходную полимерную заготовку продавливают за один проход через снабженную нагревателем систему из 4-х или большего, преимущественно парного, числа пересекающихся каналов, которые имеют одинаковое поперечное сечение, соответствующее сечению заготовки, входной и выходной каналы выполнены вертикально соосными, а наклонные деформирующие каналы попарно находятся в плоскостях, которые поворачиваются с шагом +90° вокруг продольной оси экструдата и разделены вертикальными деформирующими каналами, при температуре экструзии, равной (0,85-0,95) Тпл (Тпл - температура плавления), скорости экструзии Vэ=0,6-1,0 мм/с, интенсивности деформации ΔГ1=0,73-0,83.
Предлагаемый способ основывается на известных фактах и результатах выполненных авторами исследований, а именно:
- Изменение маршрутов деформирования (положения плоскости и направления простого сдвига) обеспечивает различные варианты пространственного развития деформации и образования текстур, как результат достигается возможность в широких пределах изменять комплекс деформационно-прочностных характеристик полимеров [Xia Z., Hartwing Т., Sue H.-J. - J. Macromol. Sci. - 2004. - 43B, N2. - P.385-403; Aour В., Zairi F., Nait-Abdelaziz M., Gloagnen J.M., Lefebvre J.M. - Key Eng. Mater. - 2010. - 424. - 71-78];
- Эффективное накопление пластической деформации реализуется при деформировании без промежуточного охлаждения экструдатов [Ward I.M., Taraiya A.K., Coates P.D. Solid state extrusion and die drawing / Eds. I.M. Ward, P.D. Coates, M.M. Dumoulin // Solid phase processing of polymers. - Munich: Hanser Publishers, 2000. - P.328-367; Beloshenko V.A., Varyukhin V.N., Voznyak A.V., Voznyak Yu.V. - Polym. Engin. Sci. - 2010. - 50. - P.1000-1006].
Сведения, подтверждающие возможность реализации изобретения
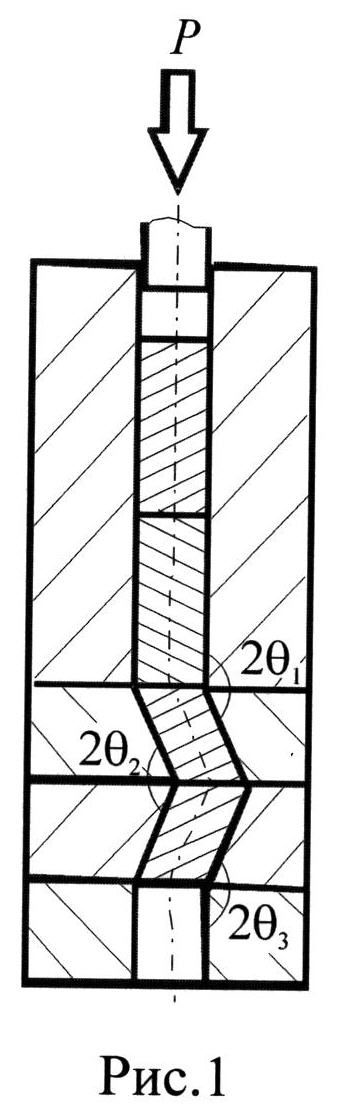
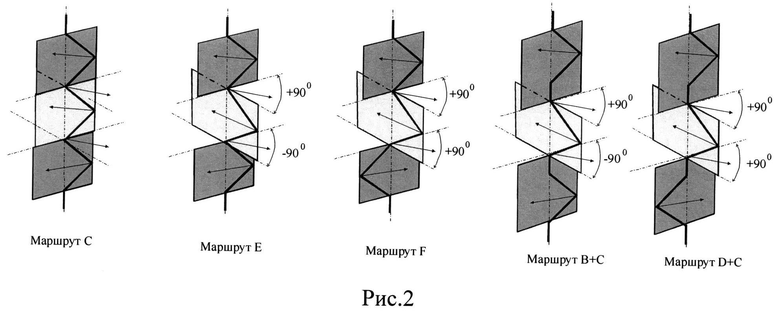
Исследования проводились на различных полимерах с аморфно-кристаллической структурой: полиэтилене высокой плотности (ПЭВП) - CESTILENE HD1000, QUADRANT; политетрафторэтилене (ПТФЭ) - PTFE, QUADRANT; полиоксиметилене (ПОМ) - TECAFORM АН, ENSINGER. Образцы необходимого размера (диаметр 15 мм, длина 50 мм) получали механической обработкой промышленных продуктов. Деформацию осуществляли на установке, схематически представленной на рис.1. В качестве маршрутов деформирования использовали маршрут С (наклонные деформирующие каналы находятся в одной плоскости), маршрут Е (наклонные деформирующие каналы попарно находятся в плоскостях, поочередно разворачивающихся на угол ±90° относительно продольной оси экструдата), маршрут В+С (наклонные деформирующие каналы попарно находятся в плоскостях, поочередно разворачивающихся на угол ±90° относительно продольной оси экструдата, и разделены вертикальными деформирующими каналами), маршрут F (наклонные деформирующие каналы попарно находятся в плоскостях, разворачивающихся с шагом +90° вокруг продольной оси экструдата), маршрут D+C (наклонные деформирующие каналы попарно находятся в плоскостях, разворачивающихся с шагом +90° вокруг продольной оси экструдата, и разделены вертикальными деформирующими каналами) (рис.2). Величину накопленной деформации варьировали путем изменения числа пересекающихся каналов ( , где θi - половинный угол сечения каналов, n - число углов пересекающихся каналов) [Белошенко В.А., Возняк А.В., Возняк Ю.В. - Высокомолек. соед., сер.Б. - 2009. - 51. - С.1473-1480]. Скорость экструзии составляла 0.6·10-3 м/с, температура экструзии - 383К·(ПЭВП), 408К (ПОМ), 523К (ПТФЭ), интенсивность деформации ΔГ1=0,83 (ΔГi=2ctgΘi), что соответствовало оптимальным условиям процесса [Белошенко В.А., Возняк А.В., Возняк Ю.В. - Высокомолек. соед., сер.Б. - 2009. - 51. - С.1473-1480; Beloshenko V.A., Varyukhin V.N., Voznyak A.V, Voznyak Yu.V. - Polymer Engineering and Science. - 2010. - 50. - P.1000-1006]. Как элемент, передающий давление на обрабатываемую заготовку, использовали пруток из того же полимерного материала, что и заготовка.
, где θi - половинный угол сечения каналов, n - число углов пересекающихся каналов) [Белошенко В.А., Возняк А.В., Возняк Ю.В. - Высокомолек. соед., сер.Б. - 2009. - 51. - С.1473-1480]. Скорость экструзии составляла 0.6·10-3 м/с, температура экструзии - 383К·(ПЭВП), 408К (ПОМ), 523К (ПТФЭ), интенсивность деформации ΔГ1=0,83 (ΔГi=2ctgΘi), что соответствовало оптимальным условиям процесса [Белошенко В.А., Возняк А.В., Возняк Ю.В. - Высокомолек. соед., сер.Б. - 2009. - 51. - С.1473-1480; Beloshenko V.A., Varyukhin V.N., Voznyak A.V, Voznyak Yu.V. - Polymer Engineering and Science. - 2010. - 50. - P.1000-1006]. Как элемент, передающий давление на обрабатываемую заготовку, использовали пруток из того же полимерного материала, что и заготовка.
Поскольку величина микротвердости Н пропорциональна пределу текучести σТ полимера [F.J. Balta Calleja. - In: Structure development during polymer processing. - Dordrecht: Kluwer Academic Publishers. - 2000. - 375р.], использование метода измерения микротвердости позволило получить информацию о степени упрочнения и однородности деформации по сечению экструдатов.
В табл.1 приведены средние значения микротвердости в продольном  и поперечном
и поперечном  сечениях экструдатов, величина анизотропии микротвердости
сечениях экструдатов, величина анизотропии микротвердости  , которая характеризует разницу в прочностных свойствах в продольном и поперечном сечениях экструдатов, а также дисперсия микротведости
, которая характеризует разницу в прочностных свойствах в продольном и поперечном сечениях экструдатов, а также дисперсия микротведости  (n - количество измерений; Hi - результат отдельно взятого измерения величины микротвердости;
(n - количество измерений; Hi - результат отдельно взятого измерения величины микротвердости;  - среднее значение микротвердости) в поперечном сечении для недеформированных образцов и после различных маршрутов РКМУЭ. Видно, что использование маршрута деформирования D+C обеспечивает наибольшие значения
- среднее значение микротвердости) в поперечном сечении для недеформированных образцов и после различных маршрутов РКМУЭ. Видно, что использование маршрута деформирования D+C обеспечивает наибольшие значения  ,
,  и наименьшие значения ΔН, DH, а больший упрочняющий эффект достигается при меньших значениях ε.
и наименьшие значения ΔН, DH, а больший упрочняющий эффект достигается при меньших значениях ε.

Применение РКМУЭ способствует повышению упругих и прочностных характеристик аморфно-кристаллических полимеров: модуля упругости Е, предела текучести σТ, предела прочности σр, измеренных при растяжении образцов, вырезанных вдоль направления экструзии (табл.2).
Таблица 2
Пластичность (деформация текучести εТ и деформация разрушения εр) при этом снижается. Величина достигаемого эффекта в значительной степени определяется величиной накопленной деформации и маршрутом деформирования.
Увеличение накопленной деформации ε приводит к росту Е, σТ, σр.
Однако с ростом ε прирост указанных величин становится менее значительным, а в случае маршрута Д+С для ПТФЭ при 
Рост микротвердости и прочности ориентированных аморфно-кристаллических полимеров может быть обусловлен увеличением степени кристалличности образцов χс [Козлов Г.В., Белошенко В.А., Алоев В.З., Варюхин В.Н. - Физико-химическая механика материалов. - 2000. - 36, №3. - С.98-101]. Это подтверждается результатами измерения плотности и рассчитанными по ним значениями  (табл.3).
(табл.3).  , где ρа и ρс - плотность аморфной и кристаллической фазы полимера соответственно.
, где ρа и ρс - плотность аморфной и кристаллической фазы полимера соответственно.
Наибольший рост степени кристалличности наблюдается для образцов, подвергнутых РКМУЭ по маршруту D+C.
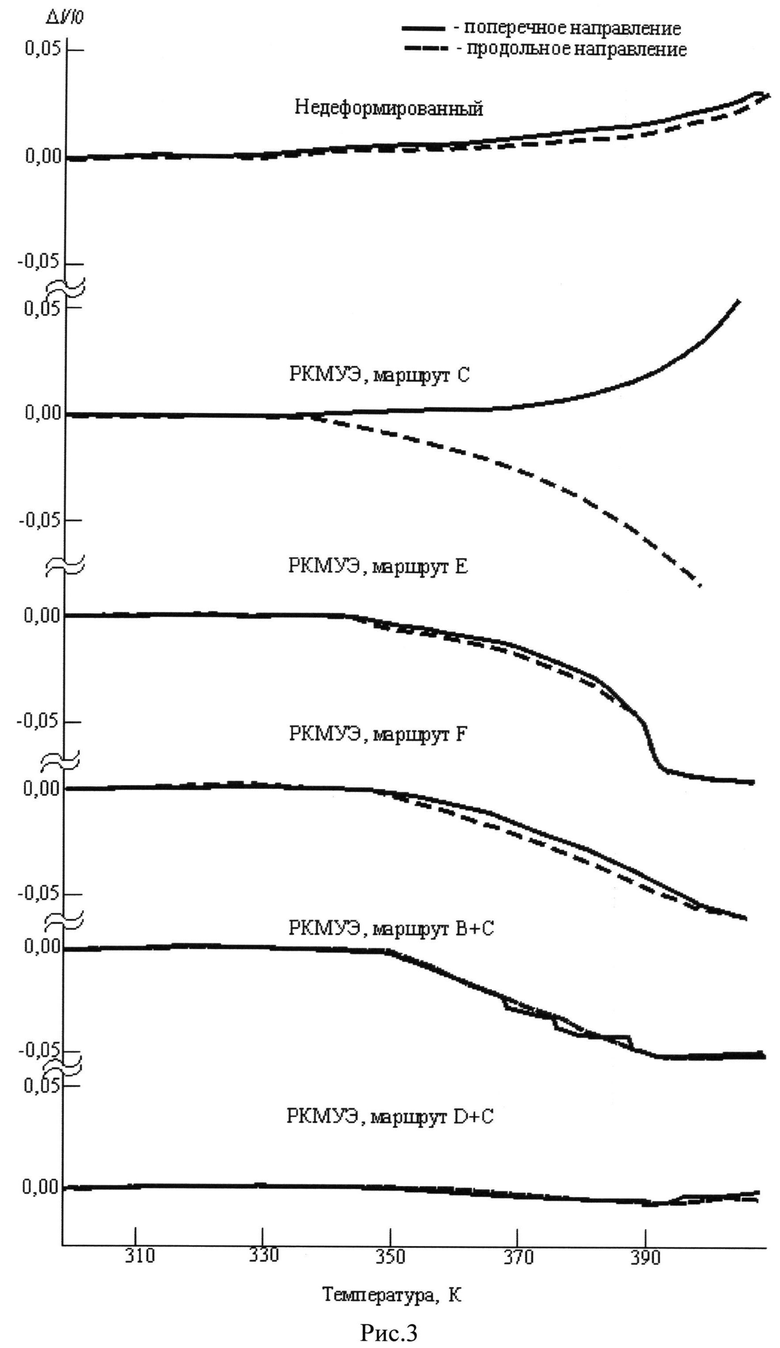
Применение РКМУЭ также обусловливает изменение в поведении относительного удлинения Δl/l0 аморфно-кристаллических полимеров при нагревании. На рис.3, как пример, показаны зависимости исходного и деформированных РКМУЭ образцов ПЭВП. Аналогичные зависимости имеют место в случае ПОМ и ПТФЭ. Недеформированный образец во всем исследованном температурном интервале ведет себя обычным образом. Его длина увеличивается с ростом температуры за счет термического расширения. Деформирование по схеме РКМУЭ изменяет характер зависимости Δl/l0 (Т). В случае маршрутов Е, F, B+C, D+C Δl/l0 смещается в область отрицательных значений как у образцов, вырезанных в продольном, так и поперечном направлениях. Температура, нагрев которой не изменяет величину Δl/l0, для исходного ПЭВП составляет 333 К. При реализации схемы РКМУЭ по маршрутам С, Е, F, B+C, D+C эти температуры соответственно составляют 340, 346, 347, 352 и 356 К. Такой характер зависимостей Δl/l0 (Т), а также повышение температуры, при которой активизируются процессы термической усадки, могут быть связаны со значительной вытяжкой аморфной фазы, увеличением степени кристалличности, а также "сжатием" релаксации аморфной фазы деформированными кристаллитами [Salamatina О.В., Rudnev S.N., Bartczak Z., Galeski A., Oleinik Е.F. - Polym. Sci. - 2011 - 53A - P.775-786]. Наименьшее изменение Δl/l0(Т) наблюдается в случае экструдатов, полученных по маршруту D+C.
Согласно работе Beloshenko V.A., Varyukhin V.N., Voznyak A.V., Voznyak Yu.V. - Polym. Engin. Sci. - 2010. - 50. - P.1000-1006 снижение механических характеристик при отжиге экструдированных полимеров начинается при температуре, близкой к температуре экструзии. С учетом этого факта в таблице 4 приведены значения коэффициента линейного термического расширения в соответствующем интервале температур для недеформированных полимеров и после РКМУЭ по маршруту D+C. Видно, что коэффициент линейного термического расширения экструдатов (вдоль и поперек) в 25-38 раз меньше, чем у необработанных полимеров.
Таким образом, использование РКМУЭ, реализующей маршрут D+C, по сравнению с другими исследуемыми маршрутами деформирования позволяет достигать больших значений плотности, твердости, жесткости и прочности аморфно-кристаллических полимеров, сохраняя на высоком уровне их пластические характеристики, обеспечивая при этом низкую анизотропию твердости и снижение абсолютных значений коэффициента линейного термического расширения (вдоль и поперек).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения изделия из полимерного материала на основе политетрафторэтилена марки Ф-4 ПН, характеризующегося повышенной прочностью и сниженной ползучестью | 2020 |
|
RU2748692C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУТКОВЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРА | 1995 |
|
RU2105670C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛАСТМАССОВЫХ ЕМКОСТЕЙ ДЛЯ НЕФТЕПРОДУКТОВ | 2004 |
|
RU2278787C2 |
| ЭПОКСИДИРОВАННЫЙ АДДИТИВНЫЙ ПОЛИ(5-ЭТИЛИДЕН-2-НОРБОРНЕН) И СПОСОБ РАЗДЕЛЕНИЯ CO-СОДЕРЖАЩИХ ГАЗОВЫХ СМЕСЕЙ С ПОМОЩЬЮ МЕМБРАН НА ЕГО ОСНОВЕ | 2024 |
|
RU2834483C1 |
| ПОЛИЭТИЛЕНЫ С РАСШИРЕННЫМ МОЛЕКУЛЯРНО-МАССОВЫМ РАСПРЕДЕЛЕНИЕМ | 2014 |
|
RU2672730C2 |
| ТВЕРДЫЙ ФАРМАЦЕВТИЧЕСКИЙ ПРЕПАРАТ МАТРИЧНОГО ТИПА | 2012 |
|
RU2600797C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИИ ДЛЯ ПЕРЕКИСНОСШИТОГО ПОЛИЭТИЛЕНА | 2008 |
|
RU2394854C1 |
| ТВЕРДЫЙ ФАРМАЦЕВТИЧЕСКИЙ ПРЕПАРАТ МАТРИЧНОГО ТИПА | 2008 |
|
RU2465916C2 |
| ГИДРОФИЛЬНАЯ ТЕРМОПЕРЕКЛЮЧАЕМАЯ ЧУВСТВИТЕЛЬНАЯ К ДАВЛЕНИЮ АДГЕЗИОННАЯ КОМПОЗИЦИЯ | 2015 |
|
RU2627896C2 |
| ПЛЕНКА ДЛЯ ИЗГОТОВЛЕНИЯ ВПЛАВЛЯЕМОЙ ЭТИКЕТКИ, СПОСОБ ПОВЫШЕНИЯ ЕЕ ТЕХНОЛОГИЧНОСТИ, СПОСОБ ЭТИКЕТИРОВАНИЯ ИЗДЕЛИЙ И ЭТИКЕТИРОВАННОЕ ИЗДЕЛИЕ (ВАРИАНТЫ) | 2005 |
|
RU2461074C2 |
Изобретение относится к способу изготовления упрочненных прутковых изделий из аморфно-кристаллических полимеров. Изобретение может быть использовано в различных областях техники, в качестве конструкционного материала. Способ основан на деформации заготовки простым сдвигом с сохранением ее исходной формы и размеров путем продавливания за один проход через систему, состоящую из 4-х или большего, преимущественно парного, числа пересекающихся каналов, которые имеют одинаковые поперечные сечения, соответствующие сечению заготовки, и попарно находятся во взаимно перпендикулярных плоскостях, входной и выходной каналы выполнены вертикально соосными, при температуре заготовки, равной 0,85-0,95 температуры плавления полимера, скорости экструзии 0,6-1,0 мм/с, интенсивности деформации 0,73-0,83. Наклонные деформирующие каналы попарно поворачиваются с шагом +90° вокруг продольной оси экструдата и разделены вертикальными деформирующими каналами. Изобретение обеспечивает повышение физико-механических свойств полимерным прутковым изделиям при сохранении высокого уровня пластичности, а также низкую анизотропию твердости и уменьшенный коэффициент линейного термического расширения вдоль и поперек. 3 ил., 4 табл.
Способ изготовления упрочненных прутковых изделий из аморфно-кристаллических полимеров, основанный на деформации заготовки простым сдвигом с сохранением ее исходной формы и размеров путем продавливания за один проход через систему, состоящую из 4-х или большего, преимущественно парного, числа пересекающихся каналов, которые имеют одинаковые поперечные сечения, соответствующие сечению заготовки, и попарно находятся во взаимно перпендикулярных плоскостях, входной и выходной каналы выполнены вертикально соосными, при температуре заготовки, равной 0,85-0,95 температуры плавления полимера, скорости экструзии 0,6-1,0 мм/с, интенсивности деформации 0,73-0,83, который отличается тем, что наклонные деформирующие каналы попарно поворачиваются с шагом +90° вокруг продольной оси экструдата и разделены вертикальными деформирующими каналами.
| Машина для ковки обувных штанцев из кольцевых цилиндрических заготовок | 1946 |
|
SU70005A1 |
| СПОСОБ ПОЛУЧЕНИЯ ФУРФУРОЛА | 1937 |
|
SU56337A1 |
| Колодка для изготовления из ткани манжет рефуллерных рукавов | 1935 |
|
SU47520A1 |
| УСТРОЙСТВО для ПРЕССОВАНИЯ СТЕРЖНЕЙ ИЗ ПОЛИТЕТРАФТОРЭТИЛЕНА | 0 |
|
SU388393A1 |
| CN 201525104 U, 14.07.2010 | |||

