Известные вакуумноплотные спаи керамики с металлом изготовляют главным образом из ковара, коэффициент линейного расширения которого близок к коэффициенту линейного расширения керамики. Основной трудностью при этом является соединение ковара с другими металлическими деталями прибора, так как вследствие несогласованности коэффициентов теплового расширения неоднократные прогревы приводят к трещинам в керамике.
В предлагаемом изобретении металлические детали вакуумноплотного спая соединены с керамической деталью с разных сторон, а также между собой и выполнены из металла с различным коэффициентом теплового расширения. Это позволяет повысить надежность и термоустойчивость спая, а также обеспечить взаимную кo пeнcaцию термических расширений.
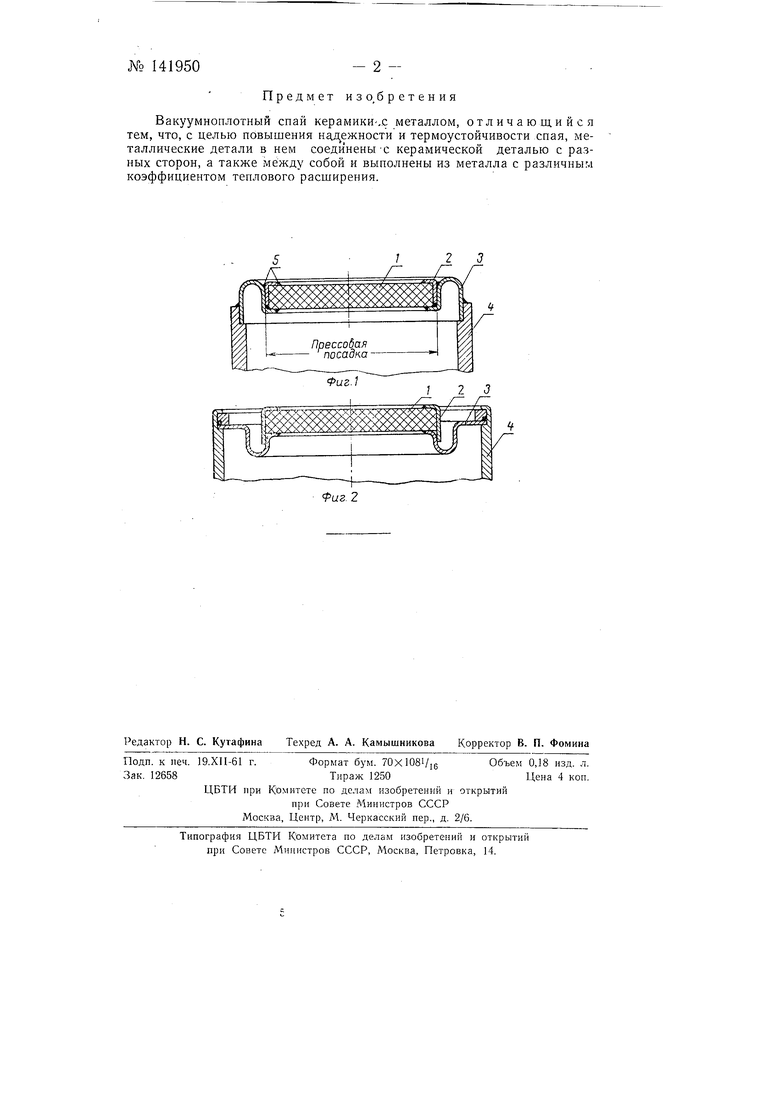
На фиг. 1 приведена конструкция описываемого вакуумноплотногб спая керамики с металлом; на фиг. 2 - вариант этой конструкции.
Спай состоит из керамического круглого диска 1, выполненного из алюмосиликатной массы. С одной стороны диск 7 спаян с кольцом .2 из ковара, а с другой - с диафрагмой 3 из никеля. Коваровое кольцо 2 и диафрагма 3 соединепы также и между собой. Соединение кольца 9 с диафрагмой осуш.ествляется по прессовой посадке, причем перед соединением кольцо покрывают слоем меди толщиной порядка 7- 10 мк. Диафрагму 3 припаивают к корпусу 4 изделия. В качестве припоя 5 используют медь.
Спай никеля с керамикой не является согласованным, но применение коварового кольца ограничивает расширение никелевой диафрагмы 3, что повышает надежность и термоустойчивость спая.
Описанный вакуумноплотный спай керамики с металлом выдерживает 6-8-кратный термоудар и может найти применение в производстве электровакуумных приборов.
№ 141950
Предмет изо бретения
Вакуумноплотный спай керамики-.с металлом, отличающийся тем, что, с целью повышения па.д ежности и термоустойчивости спая, металлические детали в нем соединены-с керамической деталью с разных сторон, а также между собой и выполнены из металла с различным коэффициентом теплового расширения.
2
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка для получения кольцевых цилиндрических спаев | 1977 |
|
SU782020A1 |
| Вакуумноплотный металлокерамический узел | 1981 |
|
SU996395A1 |
| Высокоинтенсивная импульсная газоразрядная короткодуговая лампа | 2023 |
|
RU2803045C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОКНА ВЫВОДА ЭНЕРГИИ СВЧ | 2019 |
|
RU2725698C1 |
| Металлокерамический узел (его варианты) | 1981 |
|
SU1031955A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГЕРМЕТИЧНОГО МЕТАЛЛОКЕРАМИЧЕСКОГО СПАЯ С ПОМОЩЬЮ КОМПЕНСИРУЮЩЕГО ЭЛЕМЕНТА | 2010 |
|
RU2455263C2 |
| ТЕРМОСТОЙКАЯ ГЕРМЕТИЧНАЯ ВИЛКА | 2001 |
|
RU2219623C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАКУУМНО-ПЛОТНЫХ МЕТАЛЛОКЕРАМИЧЕСКИХ МНОГОШТЫРЬКОВЫХ НОЖЕК | 2002 |
|
RU2231507C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЗОНАПОЛНЕННОГО РАЗРЯДНИКА | 2013 |
|
RU2550350C2 |
| Способ получения охватывающих металлокерамических спаев | 1988 |
|
SU1611622A1 |
2 3
