Изобретение относится к трубопрокатному инструменту, а именно к рабочим инструментам для пильгерной прокатки тонкостенных титановых труб из (α+ƒ) - титанового сплава.
Известен ручей валка стана пилигримовой прокатки труб, включающий зоны переменного, уменьшающегося от большего к меньшему поперечному сечению, и постоянного поперечного сечения с профилем, выполненным центральной дугой и симметричными радиусными радиусами с уменьшающейся величиной угла выпуска по длине ручья от большего к меньшему его поперечному сечению. (Кофф З.А. и др. Прокатка труб. Металлургиздат 1962, с.378-379).
Недостатком данного технического решения является низкая точность прокатываемых труб, что обусловлено относительно равномерными условиями деформации в поперечном и продольном сечениях ручья. При деформировании труба после очередного поворота из радиусных выпусков попадает в радиусную дугу при вершине ручья. Относительная равномерность поперечной и продольной деформации не позволяет снизить эксцентричную разностенность прокатываемых труб со значительной теснотой поперечного сечения ручья, так как величина выпуска непрерывно уменьшается от большего поперечного сечения ручья к меньшему.
Известен ручей валка для пилигримовой прокатки труб, включающий зоны переменного, уменьшающегося от начала к концу поперечного сечения и постоянного поперечного сечения с профилем, выполненным центральной дугой и симметричными прямолинейными выпусками с уменьшающейся величиной угла выпуска по длине ручья, при этом максимальная его величина не превышает 40%. (Шевакин Ю. Ф. Калибровка и усилия при холодной прокатке труб. Металлургиздат, 1963, с, 204-207 с.).
К недостаткам ручья следует отнести повышенную разностенность прокатываемых труб. Эксцентричная разностенность, заложенная, например, с горячего передела в заготовке, совершенно не снижается после прокатки в ручьях с подобным профилем, что повышает отбраковку прокатанных труб и увеличивает расходный коэффициент металла. Это объясняется тем, что поперечный профиль ручья в процессе прокатки исключает свободное истечение металла трубы в тангенциальном направлении поперечного сечения ручья в связи с повышенной теснотой, которую испытывает деформируемый металл в начальном профиле поперечного сечения ручья, имеющем относительно малые величины выпусков, т.е. не уменьшает эксцентричную разностенность прокатываемых заготовок. Относительно высокие величины выпусков (15-25%) в конце ручья увеличивают наведенную разностенность труб. Наличие огранки по наружной поверхности трубы, возникающей в зоне прямолинейных выпусков в предчистовой и калибрующей зонах. Имеющиеся утонения и утолщения в поперечном сечении трубы, создают повышенную эксцентричную разностенность на трубах. Кроме того, прямой выпуск в предчистовой и калибрующей зонах достигающий полупериметра профиля поперечного сечения ручья, создает участки, способствующие затеканию металла трубы и возникновению огранки, переходящей к концу ручья в наведенную поперечную разностенность, что приводит к снижению точности геометрических размеров труб.
Известен ручей пилигримового валка, имеющий по длине зоны редуцирования и обжатия уменьшающегося поперечного сечения, профиль которого образован центральной дугой с уменьшающимся радиусом к концу зоны обжатия и боковыми, увеличивающейся величины, симметричными выпусками, и зону калибровки с профилем постоянного радиуса, определяющим радиус трубы, и отношением высоты к ширине, равным 1/2. (Патент SU 76364 по заявке № 2836285 от 11.11.1979 г.).
Недостатками известных ручьев являются низкие частные суммарные деформации, особенно при прокатке трудно деформируемых сплавов, к которым относятся титановые сплавы. Это обусловлено повышенной концентрацией напряжений в вершине ручья, которые приводят к необходимости увеличения усилий прокатки, снижения величины подачи заготовки и сокращения обжимной зоны при увеличении калибрующей из-за обеспечения требуемых геометрических размеров труб и тем самым к снижению производительности процесса.
Известен ручей валка для пилигримовой прокатки труб, содержащий по длине зоны переменного поперечного с уменьшающимся от начала к концу отношением ширины к глубине и зону калибровки с постоянным поперечным сечением, профиль сечения в каждой из зон образован центральной дугой и симметричными, в виде прямых линий, касательных к центральной дуге, выпусками, имеющими от начала зоны с переменным поперечным сечением до конца ее уменьшающуюся протяженность прямых линий, при этом в зоне с переменным поперечным сечением радиус центральной дуги выполнен увеличивающимся от 0,2-0,8 глубины ручья в начале до 1,002-1,1 глубины в конце ее, при этом величина протяженностей прямых линий выпусков в начале этой зоны составляет 45-90% полупериметра начального поперечного сечения ручья и в конце - 1-3% полупериметра концевого поперечного сечения, а величина отношений ширины к глубине вначале зоны составляет 2,5-5 и 2,005-2,2 в конце. (Патент SU 876221 по заявке № 2836285 от 11.11.1979 г.).
Недостатком данного технического решения является низкая точность геометрических размеров тонкостенных труб. Указанные параметры ручья в процессе прокатки обеспечивают формоизменение заготовки по схеме круг - ромб - квадрат - круг, что является неблагоприятной технологической схемой для повышения точности геометрических труб. Ручей валка по длине состоит из зоны с переменным поперечным сечением и зоны с постоянным поперечным сечением. Профиль поперечного сечения ручья в каждом узле выполнен одной центральной дугой я двумя симметричными с соответствующим радиусом выпусками в виде прямых линий, касательных к центральной дуге. Выпуски, характеризуются в соответствующих переменных сечениях углом, имеют переменные значения, а в сечениях с постоянным поперечным сечением постоянным углом. На длине зоны с переменным поперечным сечением протяженность прямых линий выпуска непрерывно уменьшается. Наличие прямых линий выпуска создает повышенную эксцентричность разностенности, а повышенная величина угла выпуска более 80° (т. е, более 90% полупериметра ручья) создает излишнюю концентрацию напряжений в вершине ручья и приводи к продольному растрескиванию трубы, а выпуски менее 40° (т. е. 45% полупериметра ручья) увеличивают долю равномерной деформации, обеспечиваемой возрастанием центральной дуги, что увеличивает разностенность труб.
Известно техническое решение, целью которого является повышение производительности пилигримовой прокатки путем новой профилировки поперечного сечения ручья. Поперечное сечение ручья валка, по этому решению, образовано центральной дугой и дуговыми симметричными выпусками, радиус центральной дуги обжимной и предчистовой зон равен радиусу готовой трубы. Перераспределение деформации между вершиной ручья и дуговыми выпусками, позволяет повысить производительность процесса. (SU 988392 по заявке № 2867941 от 15.06.1981 г.).
Недостатком данного технического решения является произвольное выполнение дуговых выпусков, в направлении которых течет уширяющийся металл, т. е. значительно увеличится уширение и связанные с ним недостатки процесса. Выполнение ручья валка в поперечном сечении тремя дугами, эксцентричными к окружности заготовки, увеличит неравномерность в поперечном сечении и разность скоростей в продольном направлении, что снижает качество труб.
Известен ручей пилигримового валка, включающий по длине зоны редуцирования, обжатия с уменьшением поперечного сечения, имеющего радиусные выпуски, центральная часть поперечного сечения редуцирующей и обжимной зон образована прямой линией, касательной к радиусным выпускам, радиус которых равен глубине ручья. (Патент SU 1024129 по заявке № 3354342 от 13.11.1981 г.).
Недостатком данного технического решения является профиль ручья, создающий деформационные условия процесса, приводящие к возрастанию давления металла на валки при обратном ходе и увеличению разностенности прокатываемых труб. Неравномерность поперечной деформации препятствует максимальному использованию пластических свойств металла, приводит к растрескиванию и снижению геометрической точности труб, а также к существенным отклонениям толщины стенки от номинальной. Механические свойства титанового сплава, полученные при использовании данного инструмента ниже нормируемых значений.
Известен валок пилигримового стана, содержащий бочку с ручьем по ее окружности с редуцирующей и обжимной зонами уменьшающегося поперечного сечения, образованного дугами, центры радиусов двух из которых лежат в одной вертикальной плоскости и меньший из радиусов имеет величину, равную глубине ручья, и центр, лежащий на его основании, и калибрующей зоной с круглым поперечным сечением, дуга меньшего радиуса выполнена протяженностью 90°, точка сопряжения дуг лежит в вертикальной плоскости центров и больший радиус составляет 1,33-1,05 меньшего. (Патент SU 1052293 по заявке 3412546 от29.03 1982 г.).
Недостатком данного технического решения является повышенная эксцентричная разностенность. Увеличение эксцентричной разностенности объясняется с одной стороны значительными зонами выпусков, увеличивающих свободное истечение металла, и с другой стороны повышенной теснотой ручья. Не исключаются деформационные условия процесса приводящие к броскам трубы.
Известен валок стана шаговой прокатки, имеющий рабочую поверхность переменного радиуса с обжимным участком с переменной шероховатостью и калибрующим участком с постоянной шероховатостью, отличающийся тем, что, с целью увеличения производительности путем экономии энергии на деформацию, шероховатость по длине обжимного участка выполнена в соответствии с математической зависимостью:
Rz =Rzo + К(Rzmax - Rzo)/Kzmax,
где RZO - шероховатость калибрующего участка;
К - клиновидность в точке обжимного участка валка, в которой определяют шероховатость;
Кzmax - клиновидность в начале обжимного участка;
Rmax - шероховатость в начале обжимного участка.
(патент SU 1731311 по заявке 4647728 от 03.01.89 г.)
Недостаток данного технического решения заключается в сложности определения необходимой шероховатости поверхности. Шероховатость определяется параметром Rz который обозначает высоту измеряемых неровностей в мкм; и Rmax - максимальное допустимое значение параметра по высоте. Данные параметры шероховатости поверхности калибрующей зоны ручья валка (находятся в пределах 9-10 мкм) не позволяет получать необходимые напряжения необходимые для формирования в поверхностном слое равномерной структуры металла, с равнозначными свойствами по пластичности, как в тангенциальном, так и радиальном направлении по сечению трубы.
Известен ручей пилигримового валка, имеющий по длине обжимную, предчистовую и калибрующую зоны уменьшающегося поперечного сечения, и каждое из которых образовано центральной дугой и боковыми дуговыми выпусками с уменьшающимся значением угла выпуска по всей длине ручья, в обжимной и предчистовой зонах радиус центральной дуги выполнен с уменьшающимся, а в калибрующей зоне - с постоянным значением, равным радиусу готовой трубы, относительно вертикальной оси полупериметра профиля поперечного сечения ручья выполнен дуговой выпуск, изменяющийся угол и радиус дуги которого в любом поперечном сечении обжимной зоны равны углу и радиусу дуги бокового выпуска относительно горизонтальной оси, а сопрягающиеся дуги вертикальных выпусков полупериметров образуют центральную дугу, плавно соединяющуюся с дугой окружности с радиусом заготовки, а в предчистовой зоне радиус центральной дуги плавно изменяясь, принимает значение центральной дуги калибрующей зоны в начале последней. (Патент 2006301 по заявке 5037866 от 04.06.1992 г.) Данное техническое решение принято в качестве прототипа.
Недостатком данного способа является высокая анизотропия механических свойств по длине и диаметру трубы. Указанные параметры недопустимы для получения тонкостенных титановых труб из (α+β) - титановых сплавов, характерной особенностью данного ручья является то, что профиль гребня ручья изменяется с изменением относительной деформации, Параметры геометрии ручья не учитывают снижение пластичности (α+β) - титановых сплавов, в процессе прокатки. Боковой выпуск (3-5%) периметра ручья не позволяет снизить анизотропию механических свойств по длине и толщине трубы. Это обусловлено тем, что высокая анизотропия в большей мере обусловлена степенью деформации заготовки.
Задачей данного изобретения является получение качественных тонкостенных титановых труб из (α+β)-титановых сплавов, имеющих параметр отношения деформаций укорочения (коэффициент сжимающих деформаций CSR) в соответствии со стандартом AS4076 на уровне 1,3-2,5.
Технический результат, достигаемый в процессе решения поставленной задачи, заключается в повышении пластичности титанового сплава в радиальном направлении, при прокатке тонкостенных титановых труб из (α+β)-титановых сплавов, за счет формирования радиальной текстуры материала.
Технический результат достигается комплектом рабочего инструмента для пильгерной прокатки тонкостенных титановых труб из (α+β)-титановых сплавов, состоящим из оправки и пары симметричных калибров, оправка выполнена в виде металлического стержня круглого сечения с переменным диаметром имеющего в том числе обжимную, предкалибрующую и калибрующую зоны; калибр выполнен в виде полудиска или подковы, или кольца, на цилиндрической поверхности которого выполнен ручей переменного сечения, при этом профиль оправки в обжимной и предкалибрующей зоне имеет вогнутую кривую линию, форма которой определяется из условий равномерного распределения фактора трубной обработки Q по длине обжимного участка не ниже 1,0 и средним значением Q фактора не менее 2,5; ручей переменного сечения имеет по длине обжимную, предчистовую и калибрующую зоны, уменьшающегося поперечного сечения, каждое из которых образовано центральной дугой радиусом R1 и боковыми дуговыми выпусками радиусом R2, касательными к R1 в точке начала развалки P, с уменьшающимся значением угла выпуска (развалки) ϕ по всей длине ручья, в обжимной и предчистовой зонах радиус центральной дуги R1 выполнен с уменьшающимся значением, а в калибрующей - постоянным, равным радиусу готовой трубы, при этом коэффициент развалки Кр, в обжимной зоне составляет не более 3%, в калибрующей зоне не более 1%, шероховатость поверхности ручья в калибрующей зоне имеет Ra 0,63…0,32 мкм. Коэффициент развалки Кр определяют по формуле:
Кр = (Fp/ Fк)*100%,
где Кр - коэффициент развалки ручья;
Fp - площадь выпуска (развалки), см. фиг.1;
Fк - площадь калибра без выпуска;
реборды калибров скруглены радиусом 0,2…0,8 мм.
Фактор трубной обработки Q в мгновенном очаге деформации (МОД) вдоль конуса деформации определяется по формуле:
 ,
,
где  - толщина стенки трубы до деформации в мгновенном очаге деформации (МОД);
- толщина стенки трубы до деформации в мгновенном очаге деформации (МОД);  - диаметр трубы до деформации в МОД;
- диаметр трубы до деформации в МОД;  - толщина стенки после деформации в МОД;
- толщина стенки после деформации в МОД;  - диаметр трубы после деформации в МОД.
- диаметр трубы после деформации в МОД.
К авиационным гидравлическим трубам из титановых сплавов предъявляются особые требования, в частности, повышенные прочностные и усталостные характеристики. Основная воспринимаемая нагрузка трубой - циклические радиальные напряжения, вызванные периодическим повышением и понижением давления внутри трубопровода. Продольные нагрузки трубопроводы в рабочем состоянии не испытывают. При этом труба должна быть достаточно пластичной в продольном направлении (на изгиб), чтобы обеспечивать гибку без смятия, трещин, разрывов и складок, и чрезмерной овализации.
Авторами предлагаемого технического решения были проведены исследования свойств тонкостенных титановых труб из титанового сплава Ti-3Al-2,5V, полученных с использованием прокатного инструмента, изготовленного с учетом информации, содержащейся в заявке. Установлено, что повышение прочности титанового сплава в радиальном направлении при прокатке труб достаточной для достижения значения параметра отношений деформаций укорочения (коэффициент сжимающих деформаций) на готовой трубе на уровне 1,3-2,5 достигается совокупностью признаков рабочего инструмента (состоящего из оправки и пары симметричных калибров), к которым относятся выполнение профиля оправки в обжимной и предкалибрующей зоне в виде вогнутой кривой линии, форма которой определяется из условий равномерного распределения фактора трубной обработки Q по длине обжимного участка не ниже 1,0. Ручей переменного сечения по длине обжимной, предчистовой и калибрующей зон, должен иметь уменьшающее поперечное сечение, каждое из которых образовано центральной дугой радиусом R1 и боковыми дуговыми выпусками радиусом R2, касательными к R1 в точке начала развалки P, с уменьшающимся значением угла выпуска (развалки) ϕ по всей длине ручья, при этом в обжимной и предчистовой зонах радиус центральной дуги R1 выполняется с уменьшающимся значением, а в калибрующей - постоянным, равным радиусу готовой трубы, а коэффициент развалки Кр, в обжимной зоне составляет не более 3%, в калибрующей зоне не более 1%, и шероховатость поверхности ручья в калибрующей зоне имеет Ra 0,64…0,32 мкм.
Известно, что титановые трубы из (α+β)-титановых сплавов обладают удачным сочетанием прочностных и пластических характеристик. Однако при обработке давлением данных сплавов выявляется неприятная технологическая особенность: при холодной прокатке труб не устраняется исходная разностенность, что может объясняться анизотропией свойств в важных для технологического процесса направлениях как показано в работе «Влияние степени деформации при холодной прокатке труб из сплава титана Ti-3Al-2,5V на формирование текстуры и свойств, В. С. Вахрушева, Н. В. Грузин) Интернет ресурс: https://doi.org/10.15407/mfint.41.10.1303).
Авторами были проведены исследования тонкостенных титановых труб с наружным диаметром 6,35 мм и толщиной стенки 0,41 мм из сплава Ti-3Al-2,5V холодной прокатки. Прокат проводился на станах типа ХПТ и станах типа KPW. По результатам испытаний определялись параметры рабочего инструмента позволяющего получить требуемый уровень CSR и другие качественные показатели труб, что и было основной задачей при разработке прокатного инструмента.
Одним из самых распространенных методов определения текстуры материала трубы является определение параметра отношения деформаций укорочения CSR в соответствии со стандартом AS. Данный метод позволяет косвенно определить по параметрам значений коэффициента сжимающих деформаций CSR характер текстуры металла титанового сплава при получении тонкостенных титановых труб при пильгерной прокатке. Чем больше показатель CSR, тем выше доля радиальной текстуры. Низкие значения коэффициента (0,3 и менее) означают наличие строго тангенциальной кристаллографической текстуры, значения более 1,7 говорят о наличии строго радиальной текстуры. Соответственно значения CSR в интервале от 0,3 до 1,7 говорят о наличии в трубе радиально-тангенциальной текстуры. Коэффициента сжимающих деформаций CSR определяли по методике AS 4076, изложенной в работе Ю.Н. Логинова. (Проявления анизотропии в процессах деформации альфа-сплавов титана: учебное пособие / Ю.Н. Логинов, В.В. Котов. Екатеринбург: УГТУ-УПИ, 2009г., стр. 14-15).
Для исследований из трубы вырезали образец трубчатой формы. Центральный участок трубы покрывали слоем чернил, поверх которых иголкой наносили масштабные линии в двух направлениях: вдоль оси трубы и поперек нее. Точки пересечения масштабных линий маркировали. Предварительно производилось измерение исследуемого образца: диаметра трубы в шести местах и расчетную длину каждой осевой линии на расстоянии между двумя самыми дальними от середины разметками по образующей, затем фиксировали каждое значение и рассчитывали среднее. Точность инструмента, используемого для измерения наружного диаметра и расчетной длины была 0,01 мм. Для проведения разметки и измерений использовался специальный инструмент. Для измерения диаметра использовались электронные микрометры.
Уменьшение шероховатости поверхности ручья в калибрующей зоне до 0,63-0,32 мкм, что соответствует 8 классу шероховатости и ниже требований по шероховатости к поверхности калибрующей зоны ручья валков, используемых при холодной пилигримовой прокатке, позволяет уменьшить коэффициент трения между трубой и поверхностью ручья, снизить удельное давление прокатки. Увеличение шероховатости калибрующей зоны ручья валков от 0,63 мкм и боле приводит к увеличению трения, налипанию материала и снижению качества труб. Уменьшение шероховатости калибрующей зоны ручья валков от 0,32 мкм и менее не проводилось, вследствие увеличения трудоемкости изготовления инструмента.
На течение процесса холодной прокатки труб существенное влияние оказывает внешнее трение на контактных поверхностях металла с инструментом. Кинематические условия процесса, тепловой режим прокатки титановых труб и распределение частных обжатий по длине рабочего конуса приводят к тому, что трение оказывает решающее воздействие на качество поверхности прокатываемых труб, в значительной степени определяет ее структуру. Поскольку холодная прокатка труб на станах ХПТ проводится с технологической смазкой, на начальной стадии обжатия наблюдается жидкостное трение. По мере увеличения частных обжатий происходит выдавливание смазки из очага деформации и сближение поверхностей металла и инструмента.
В настоящее время широкое распространение получили технологические смазки на основе минеральных и синтетических масел, прошедших специальную обработку. Смазочные композиции на масляной основе имеют в качестве компонентов синтетические жирные кислоты, жидкие парафины и другие противозадирные, полирующие присадки, включая поверхностно активные вещества (ПАВ). Такие смазки на калибрующих участках обеспечивают режим граничного трения. Поверхности металла и инструмента покрываются тончайшими прочными пленками смазки. Такие пленки образуются при наличии в смазке поверхностно активных веществ, молекулы которых имеют полярность. Полярные молекулы этих веществ образуют на поверхности металла плотноупакованные слои, напоминающие структуру кристаллов. Эти слои способны выдерживать значительные нормальные нагрузки. Чем ниже шероховатость поверхностей, тем большие нормальные нагрузки способны выдерживать полярные молекулы и более длительно сохранять граничное трение, снижая коэффициент трения. Шероховатость поверхности ручья в пределах 0,64-0,32 мкм позволяет уменьшить площадь профиля поперечного сечения ручья бокового выпуска в обжимной и в калибрующей зонах и в значительной степени изменить характер обжатия в холодном состоянии. При уменьшении площади профиля поперечного сечения ручья бокового выпуска в обжимной зоне и в калибрующей зонах (коэффициент развалки Кр в обжимной зоне составляет не более 3%, в калибрующей зоне не более 1%) происходит снижение знакопеременной овализации трубы, а также превалирование в схеме напряженно-деформированного состояния всестороннего сжатия в мгновенном очаге деформации, что приводит к увеличению доли кристаллитов, имеющих базисные полюса вблизи радиального направления, это позволяет обеспечить радиальную структуру сплава и значение параметра CSR в пределах 1.3-2.5 и снизить разностенность.
В табл. 1 представлены результаты исследований образцов труб, полученных при различных параметрах прокатного инструмента.
Таблица 1.
Q-фактор
по длине обжимной зоны
Предлагаемое техническое решение поясняется чертежами и фотографиями. На фиг. 1 представлено поперечное сечение калибра. На фиг.1 обозначены: R1-радиус центральной дуги, R2-радиус выпуска, P -точке начала развалки, ϕ-угол развалки, Fp - площадь выпуска (развалки), Fк - площадь калибра без выпуска, Вр - ширина развалки.
Дополнительно были проведены исследования микроструктуры сплава трубы, полученной на оптимальных режимах, образец 4 в таблице. На фиг.2-4 представлены фотографии микроструктуры образца, вырезанного из трубной заготовки ∅6,48×0,54 мм из сплава Ti-3Al-2,5V. Микроструктура сплава представляет собой однородную мелкозернистую смесь глобулярной и удлиненной α-фазы в превращенной β-матрице.
Предлагаемые параметры профиля оправки с распределением фактора трубной обработки Q по длине обжимного участка не ниже 1,0 и средним значением Q фактора не менее 2,5; обжимной и предчистовой зон калибров выполненных с уменьшающимся значением, а в калибрующей - постоянным, равным радиусу готовой трубы, при этом коэффициенте развалки Кр в обжимной зоне не более 3%, а в калибрующей зоне не более 1% и шероховатость поверхности ручья в калибрующей зоне имеет Ra 0,63…0,32 мкм способствуют повышению пластичности титанового сплава в радиальном направлении при прокатке тонкостенных титановых труб из (α+β)-титановых сплавов за счет формирования радиальной текстуры материала, достаточной для достижения значения параметра отношений деформаций укорочения (коэффициент сжимающих деформаций) на готовой трубе на уровне 1,3-2,5.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХОЛОДНОЙ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ | 1999 |
|
RU2150342C1 |
| РУЧЕЙ ПИЛИГРИМОВОГО ВАЛКА | 1992 |
|
RU2006301C1 |
| Ручей валка для пилигримовой прокатки труб | 1976 |
|
SU670350A1 |
| Ручей валка для пилигримовой прокатки труб | 1979 |
|
SU876221A1 |
| Валок пилигримового стана | 1983 |
|
SU1186296A1 |
| Валок пилигримового стана | 1982 |
|
SU1052293A1 |
| Ручей пилигримового валка | 1981 |
|
SU988392A1 |
| Валок для периодической прокатки труб | 1981 |
|
SU1066681A1 |
| Технологический инструмент для продольной прокатки труб | 1981 |
|
SU973199A1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1998 |
|
RU2133161C1 |


Изобретение относится к трубопрокатному инструменту, а именно к рабочим инструментам для пильгерной прокатки тонкостенных титановых труб. Рабочий инструмент состоит из оправки и пары симметричных калибров. Оправка выполнена в виде металлического стержня круглого сечения с переменным диаметром, имеющего обжимную, предкалибрующую и калибрующую зоны. На цилиндрической поверхности калибра выполнен ручей переменного сечения. Профиль оправки в обжимной и предкалибрующей зоне имеет вогнутую кривую линию, форма которой определяется из условий равномерного распределения фактора трубной обработки по длине обжимного участка. Ручей переменного сечения имеет по длине обжимную, предчистовую и калибрующую зоны, уменьшающегося поперечного сечения. В обжимной и предчистовой зонах радиус центральной дуги выполнен с уменьшающимся значением, а в калибрующей - постоянным, равным радиусу готовой трубы. Коэффициент развалки в обжимной зоне составляет не более 3%, в калибрующей зоне не более 1%. Шероховатость поверхности ручья в калибрующей зоне имеет Ra 0,63…0,32 мкм. В результате повышается прочность трубы в радиальном направлении за счет формирования радиальной текстуры материала. 3 з.п. ф-лы, 4 ил., 1 табл.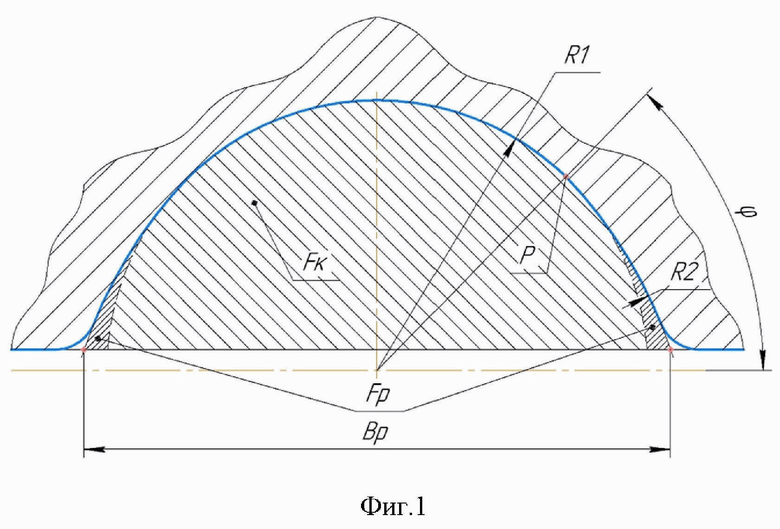
1. Комплект рабочего инструмента для пильгерной прокатки тонкостенных титановых труб из (α+β)-титановых сплавов, состоящий из оправки и пары симметричных калибров, оправка выполнена в виде металлического стержня круглого сечения с переменным диаметром, имеющего в том числе обжимную, предкалибрующую и калибрующую зоны, каждый калибр выполнен в виде полудиска или подковы, или кольца, на цилиндрической поверхности которого выполнен ручей переменного сечения, отличающийся тем, что профиль оправки в обжимной и предкалибрующей зоне имеет вогнутую кривую линию, форма которой определяется из условий равномерного распределения фактора трубной обработки Q по длине обжимного участка не ниже 1,0 и средним значением Q фактора не менее 2,5, а ручей переменного сечения имеет по длине обжимную, предчистовую и калибрующую зоны уменьшающегося поперечного сечения, каждое из которых образовано центральной дугой радиусом R1 и боковыми дуговыми выпусками радиусом R2, касательными к R1 в точке начала развалки P, с уменьшающимся значением угла выпуска, развалки ϕ по всей длине ручья, в обжимной и предчистовой зонах радиус центральной дуги R1 выполнен с уменьшающимся значением, а в калибрующей - постоянным, равным радиусу готовой трубы, при этом коэффициент развалки Кр в обжимной зоне составляет не более 3%, а в калибрующей зоне не более 1%, при этом шероховатость поверхности ручья в калибрующей зоне имеет Ra 0,63-0,32 мкм.
2. Комплект рабочего инструмента по п.1, отличающийся тем, что коэффициент развалки Кр определяют по формуле:
Кр = (Fp/ Fк)*100%,
где Кр - коэффициент развалки ручья,
Fp - площадь выпуска, развалки,
Fк - площадь калибра без выпуска.
3. Комплект рабочего инструмента по п.1, отличающийся тем, что реборды калибров скруглены радиусом 0,2-0,8 мм.
4. Комплект рабочего инструмента по п.1, отличающийся тем, что фактор трубной обработки Q в мгновенном очаге деформации (МОД) вдоль конуса деформации определяется по формуле:
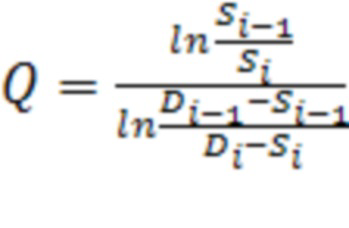 ,
,
где Si-1 - толщина стенки трубы до деформации в МОД, Di-1 - диаметр трубы до деформации в МОД, Si - толщина стенки после деформации в МОД, Di - диаметр трубы после деформации в МОД.
| РУЧЕЙ ПИЛИГРИМОВОГО ВАЛКА | 1992 |
|
RU2006301C1 |
| КАЛИБРОВКА РАБОЧЕГО ИНСТРУМЕНТА ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2005 |
|
RU2301715C1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1998 |
|
RU2133161C1 |
| СПОСОБ ХОЛОДНОЙ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ | 1999 |
|
RU2150342C1 |
| JP 3823762 B2, 20.09.2006. | |||

