Изобретение относится к трубному производству, в частности к прокатке труб на пилигримовых станах, и касается усовершенствования формы ручья пилигримового валка. Цель изобретения - повышение точ ности труб по толщине стенки. На фиг, 1 показан валок поперечное, сечение по вершине ручья; на фиг. 2 - схема для построения профи ля поперечного сечения ручья; на фиг, 3 - ручей поперечное сечение. Валок содержит бочку с ручьем по ее окружности, составленным из обжимного (6pg,(j) 1, калибрующего (0.) 2 и продольного выпуска (9„.в. 3 участков,.. . , ... ..ручей валка пилигримового стана, содержащий по окружности бочки обжим ной , калибрующий и продольного. выпу ка участки, выполняют состоящим из центральной дуги и примыкающих к ней боковых дуг, радиус которых больше радиуса центральной зоны, и разница радиусов постоянна по величине на калибрующем и продольного выпуска участках, а на обжимном участке; эта разница переменная, имеет наименьшее значение в его начале и по длине определяется по выражению. бк Rg-Rj К Sin{1(2-3int|) радиус боковых дуг. ц радиус центральной дуги,,мм К - величина сведения валков, - угол между осью разъема и радиусом через точку соеди нения центральной и боковой дуг, рад; 9 06 ,0х угол протяженности обжимно го участка к его текущее значение, рад. Двухрадиусный профиль поперечного сечения ручья валка позволяет повысить равномерность зазора между по-верхностями ручья и дорна при про катке труб с различными, но близким значениями толщины стенки на дорнах .одного размера, а повьпйение равноме ности зазора приводит к повьш1ению точности толщины стенки в поперечном сечении прокатываемых труб. В начале и на большей части об:жимного участка разность радиусов боковой и центральной зон мини шльная, а отношение ширины калибра к высоте максимальное, что благоприят но сказывается на условиях захвата и не вызывает дефектов (подтесов) на трубах и не препятствует увеличению подачи (производительности). В зоне перехода обжимного участка к калибрующему, где наиболее развито уширение и образуются дефекты (ужимы) за счет значительной неравномерности деформации, предлагается достигать наибольшей разности радиусов боковой и центральной зон, что равносильно максимальному врезу ручья в валок. Это уменьшает неравномерность деформации и вероятность образования дефектов (ужимов) и, следовательно, не препятствует увеличению подачи (производительности). Прокатку труб с различными, но близкими значениями толщины стенки осуществляют на дорнах одного размера. Положение рднорадиусного ручья при прокатке трубы с максимальной толщиной стенки 8ц соответствует контуру АБВ, а при прокатке трубы с минимальной толщиной стенки 3 „контуру ГДЕ (фиг. 2). Если угловая протяженность зоны ЖДЗ такова, что после кантовки на угол точка занимает положение точки 3 , то разностенность при про-. катке трубы с толщиной стенки S равна AS,, 2 Для трубы с толщиной стенки 8„ разностенность равна нулю. Для двухрадиусного ручья (контур ЕЖИЗГ) разностекность ЛЗ О, а разностенность S, - S, uS, 2 -f 2(S,-S) S, + S, Так как , и допускаемая разностенность не зависят от толщины стенки, прокатка труб осуществляется при меньшей неравномерности толщины стенки. Для расчетов (фиг. 2 и 3) 51 - 1о п, 0 -f. если д.„с| .Cf.f К SH На пилигримовой установке 140325 мм, характеризующейся углом кантовки гильзы , равным в среднем, 115 , прокатку труб 250 х (7 - 10)мм осуществляют на дорнах 0 233 мм. Ра-1диус Rg на калибрующем участке равен 126,75 мм; 9os 0к 102°; вп.в 22°.
Для этих валков К 3,25 мм; (f 0,57 рад (32°30); R 124,2мм.
При прокатке труб на предлагаемых валках поперечная разнотолщинность снижается на 40%.по сравнению с прокаткой труб на валках действующей калибровки, а производительность увеличивается на 5%.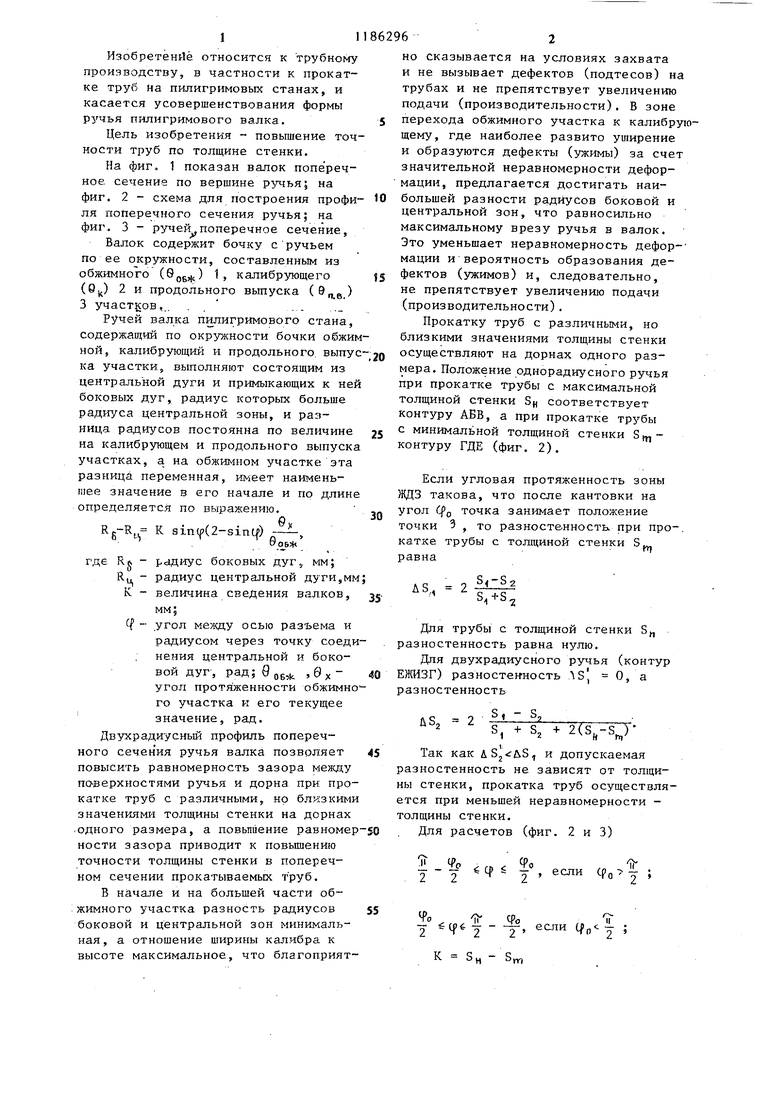

| название | год | авторы | номер документа |
|---|---|---|---|
| Валок пилигримового стана | 1986 |
|
SU1419771A2 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ | 2005 |
|
RU2294250C2 |
| Валок пилигримового стана | 1982 |
|
SU1052293A1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ ДИАМЕТРОМ 530 И 550 ММ | 2013 |
|
RU2537637C2 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ ИЗ ХЛАДОСТОЙКИХ И КОРРОЗИОННО-СТОЙКИХ МАРОК СТАЛИ | 2012 |
|
RU2516887C2 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ ДИАМЕТРОМ 508 ММ С ПОВЫШЕННОЙ ТОЧНОСТЬЮ ПО СТЕНКЕ | 2013 |
|
RU2542131C1 |
| КОМПЛЕКТ РАБОЧЕГО ИНСТРУМЕНТА ДЛЯ ПИЛЬГЕРНОЙ ПРОКАТКИ ТОНКОСТЕННЫХ ТИТАНОВЫХ ТРУБ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА | 2021 |
|
RU2769137C1 |
| Ручей валка для пилигримовой прокатки труб | 1980 |
|
SU904815A1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТРУБ РАЗМЕРОМ 508×10-16 мм | 2013 |
|
RU2537342C2 |
| РУЧЕЙ ПИЛИГРИМОВОГО ВАЛКА | 1992 |
|
RU2006301C1 |

ВАЛОК ПИПИГРИМОВОГО СТАНА, содержащий бочку и по ее окружности ручей, составленный из рбжимного.. калибрующего и продольного выпуска участков и имеющий поперечное сечение, образованное центральной дугой и примыкающими к ней боковыми дугами, радиус которых больше радиуса центральной дуги, и разница радиусов постоянна по -величине на участке продольного выпуска, отличающийсятем, что, с целью повышения точности труб по толщине стенки, разница радиусов боковых дуг и центральной дуги поперечного сечения ручья на калибрующем участке имеет постоянную величину, а на обжимном участке .переменная i Имеет наименьшее значение в его начале и по длине определяется по выражению 0х Rg-Rn К sin(f
| Емельяненко П.Т | |||
| Теория косой и пилигримовой прокатки.-М.: Металлургиздат, 1949, с | |||
| Судно | 1918 |
|
SU352A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Валок для пильгерной прокатки труб | 1974 |
|
SU500826A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
