(54) ВАЛОК ДЛЯ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок для холодной пилигримовой прокатки труб | 1982 |
|
SU1126344A1 |
| Валок стана холодной прокатки труб | 1985 |
|
SU1321494A1 |
| Валок для холодной пилигримовой прокатки труб | 1974 |
|
SU498980A1 |
| Валок для холодной прокатки труб | 1980 |
|
SU933139A1 |
| Валок стана холодной прокатки труб | 1984 |
|
SU1199320A1 |
| СБОРНЫЙ ВАЛОК СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1972 |
|
SU351602A1 |
| Валок для пилигримовой прокатки труб | 1979 |
|
SU827198A1 |
| Валок для пилигримовой прокаткиТРуб | 1979 |
|
SU820937A1 |
| Валок для холодной прокатки труб | 1983 |
|
SU1174109A1 |
| Валок для холодной пилигримовой прокатки труб | 1976 |
|
SU615964A1 |
1
Изобретение относится к инструменту трубопрокатных станов:
Известен валок для холодной пилигримовой прокатки труб, содержащий вал с вырезом, установленный в нем полудисковый калибр, два симметрично расположенных 5 фиксатора с контактными поверхностями в виде конуса для контакта с пазом вала и в виде прямоугольного параллелепипеда для контакта с пазом калибра 1.
Наличие участка фиксатора в виде пря- ,.Q моугольного параллелепипеда не обеспечивает достаточно надежного крепления калибра из-за износа под действием усилий прокатки паза калибра, имеющего недостаточную опорную поверхность.
Известен сборный валок для холодной пилигримовой прокатки труб, содержащий вал с поперечным вырезом, размещенный в нем полудисковый калибр, установленные в боковых пазах вала и калибра фиксаторы в виде односторонних клиньев, охватывающих их с трех сторон П-обазных вкладыщей и болтов, крепящих клинья к валку 2. В таком валке клин непосредственно контактирует с пазом калибра, который изнашивается от усилий прокатки, в результате чего калибры -выходят из строя.
Кроме того, площадь опорных поверхностей кли,на, выполненных в виде прямоугольного параллелепипеда, недостаточна, что приводит к возникновению на них значительных удельных давлений и в результате к быстрому выходу из строя самих фиксаторов, а также усложняет условия сборки и разборки валка.
Целью изобретения является повышение срока службы валка и улучшение условий эксплуатации.
Для достижения -этой цели, в валке для пилигримовой прокатки труб, содержащем вал с поперечным пазом, установленный в нем полудисковый калибр, симметрично расположенные в выполненных на боковых стенках калибра и выреза вала пазах фиксаторы, каждый из которых составлен из клина, болта, скрепляющего его с валом, и вкладыша, охватывающего клин, клинья выполнены конусными, а вкладыш - в виде разрезной втулки с конусной внутренней поверхностью.
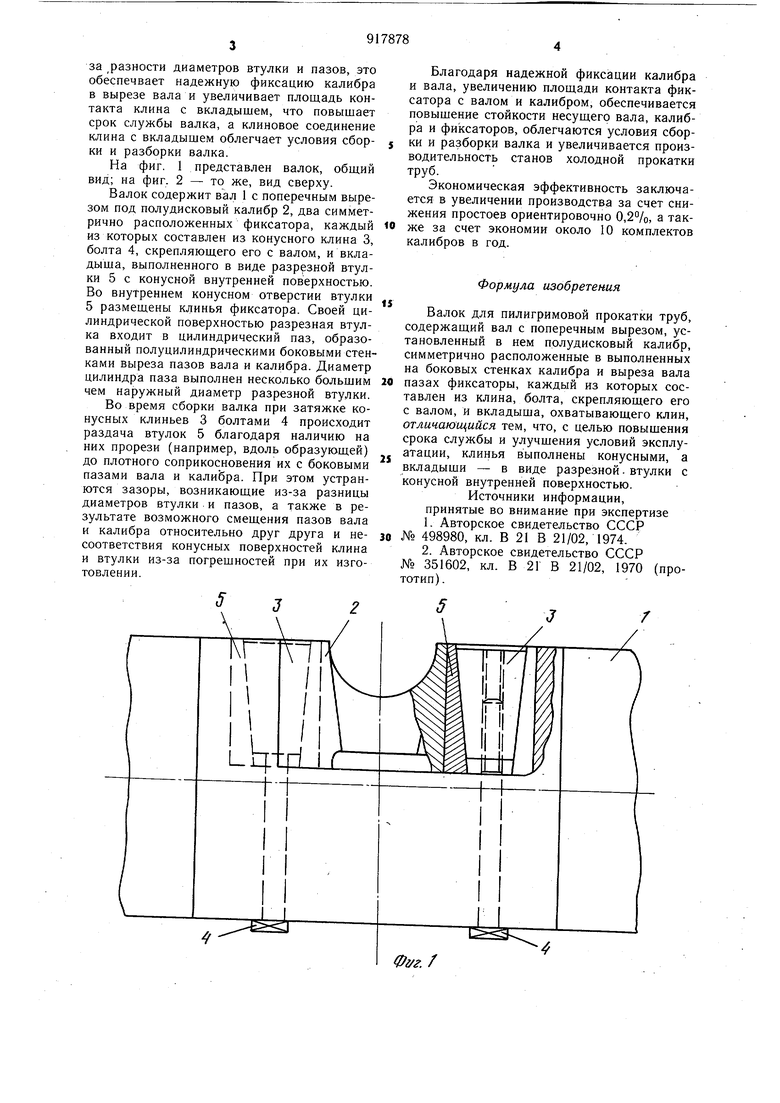
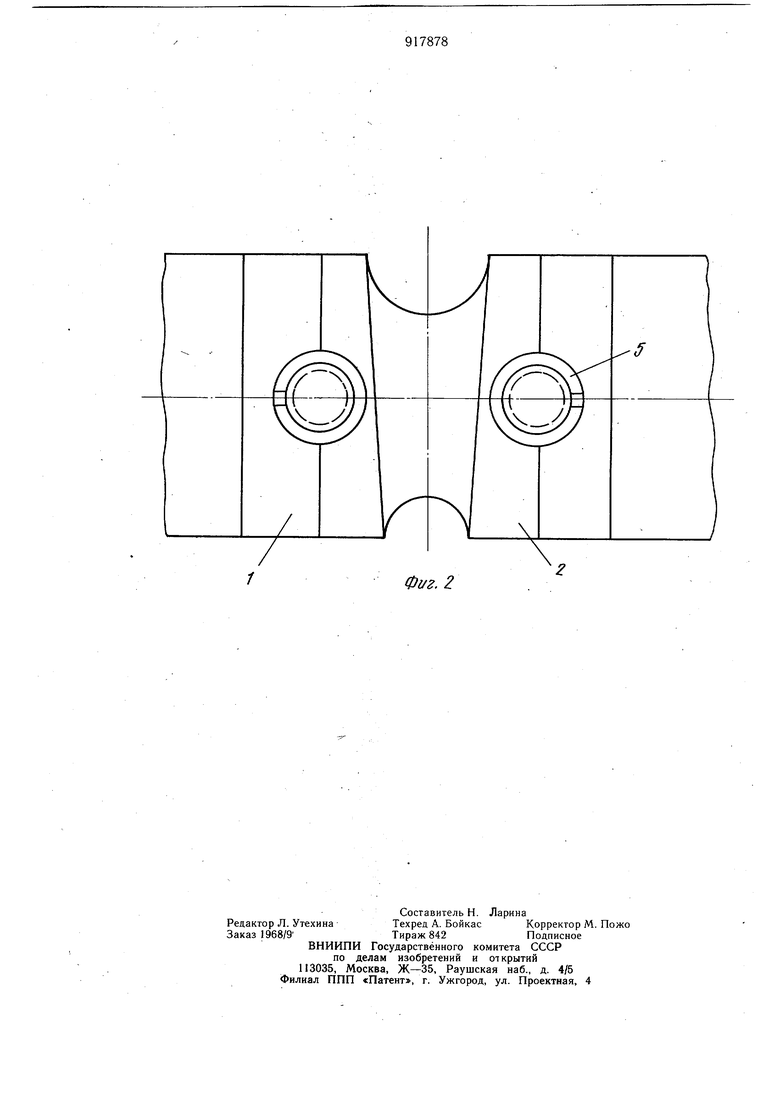
Такое выполнение клина и вкладыша поз.воляет устранить зазоры, .возникающие изза разности диаметров втулки и пазов, это обеспечвает надежную фиксацию калибра в вырезе вала и увеличивает площадь контакта клина с вкладышем, что повышает срок службы валка, а клиновое соединение клина с вкладышем облегчает условия сборки и разборки валка. На фиг. 1 представлен валок, общий вид; на фиг, 2 - то же, вид сверху. Валок содержит вал 1 с поперечным вырезом под полудисковый калибр 2, два симметрично расположенных фиксатора, каждый из которых составлен из конусного клина 3, болта 4, скрепляющего его с валом, и вкладыша, выполненного в виде разрезной втулки 5 с конусной внутренней поверхностью. Во внутреннем конусном отверстии втулки 5 размещены клинья фиксатора. Своей цилиндрической поверхностью разрезная втулка входит в цилиндрический паз, образованный полуцилиндрическими боковыми стенками выреза пазов вала и калибра. Диаметр цилиндра паза выполнен несколько большим чем наружный диаметр разрезной втулки. Во время сборки валка при затяжке конусных клиньев 3 болтами 4 происходит раздача втулок 5 благодаря наличию на них прорези (например, вдоль образующей) до плотного соприкосновения их с боковыми пазами вала и калибра. При этом устранются зазоры, возникающие из-за разницы диаметров втулки и пазов, а также в результате возможного смещения пазов вала и калибра относительно друг друга и несоответствия конусных поверхностей клина и втулки из-за погрешностей при их изготовлении. Благодаря надежной фиксации калибра вала, увеличению площади контакта фикатора с валом и калибром, обеспечивается овышение стойкости несущего вала, калибра и фиксаторов, облегчаются условия сборки и разборки валка и увеличивается производительность станов холодной прокатки Экономическая эффективность заключается в увеличении производства за счет снижения простоев ориентировочно 0,2%, а также за счет экономии около 10 комплектов калибров в год. Формула изобретения Валок для пилигримовой прокатки труб, содержащий вал с поперечным вырезом, установленный в нем полудисковый калибр, симметрично расположенные в выполненных на боковых стенках калибра и выреза вала пазах фиксаторы, каждый из которых составлен из клина, болта, скрепляющего его с валом, и вкладыша, охватывающего клин, отличающийся тем, что, с целью повышения срока службы и улучшения условий эксплуатации, клинья выполнены конусными, а вкладыши - в виде разрезной. втулки с конусной внутренней поверхностью. Источники информации, принятые во внимание при экспертизе 1 Авторское свидетельство СССР № 498980, кл. В 21 В 21/02, 1974. 2. Авторское свидетельство СССР № 351602, кл. В 21 В 21/02, 1970 (прототип) .
