Фиг.1
Изобретение относится к обработке металлов давлении, в частности к трубопрокатному производству, и может быть использовано при холодной прокатке труб.
Целью изобретения является повышение производительности путем сокращения простоев стана.
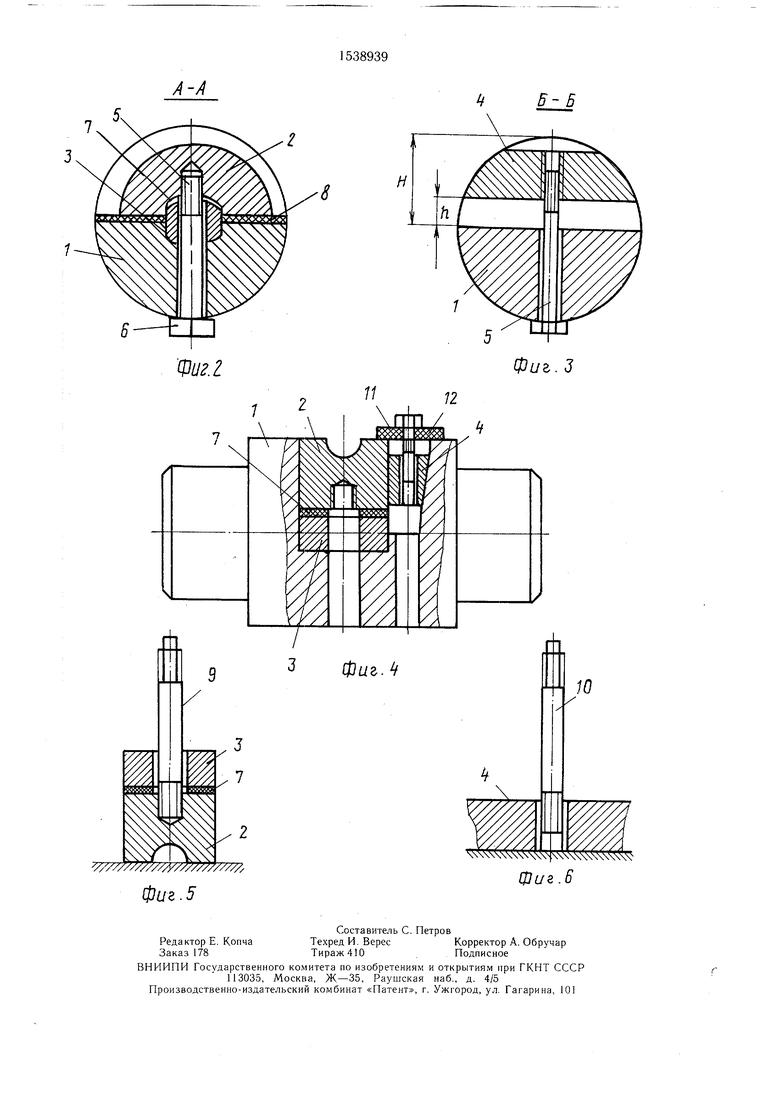
На фиг. 1 изображен валок, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б - Б на фиг. 1; на фиг. 4 - валок с приспособлением для {извлечения клина, продольный разрез; на |фиг. 5 - калибр в сборе (перед уста- Ьовкой его в выемку вала), поперечный разрез; на фиг. 6 -- клин со шпилькой перед установкой его в выемку вала, продольный разрез.
Валок содержит несущий вал 1 с утолщенной средней частью, имеющей радиальную выемку с плоским дном, установленный в выемке сегментный калибр 2 с (внутренним продольным пазом, фиксирую- Мшй элемент 3 и крепежный клин 4, соеди- Пенный с валом болтом 5. В плоском дне радиальной выемки выполнен паз, соответствующий внутреннему продольному пазу в Калибре, и одна из сторон выемки выполнена Наклонной. Фиксирующий элемент представляет собой шпонку, имеющую бочкообразное сечение и размещенную в пазах калибра И вала. При этом крепежный клин размещен между боковой стороной калибра и на- Клоппой стороной выемки и выполнен в виде Усеченного сегмента, нижняя часть которого расположена от плоского дна радиальной Выемки на расстоянии li. равном 0,25 - 0,4 высоты Н калибра. Калибр соединен с валом болтом 6. Между шпонкой и внутренним Продольным пазом калибра расположена дугообразная медная прокладка 7, а между основанием калибра размещена упрочненная Стальная прокладка 8.
Сборк валка осуществляют следующим Образом.
Во внутренний продольный паз калибра 2 (фиг. 5) вставляют дугообразную медную прокладку 7, фиксирующий элемент 3, ввинчивают в резьбовое отверстие калибра :ш1и:ц ку 9 с квадратной головкой на конце, :ере.одящей в резьбовую часть небольшой длины. Собранный калибр вставляют в радиальную выемку вала 1 и гайкой (не показана) крепят его к валу. Затем в резьбо- эое отверстие усеченного клина 4 ввинчивают шпильку 10 с квадратной головкой на сонцс, переходящей в резьбовую часть небольшой длины (фиг. 6). Собранный усе- 1енный клин 4 вставляют в выемку вала между боковой сторой калибра и наклонной сто- эоной выемки и крепят гайкой (не показана) к валу. После этого разворачивают валок так, чтобы обеспечить свободное вывинчи- зание шпилек 9 и 10. Вывинчивают из калибра шпильку 9 и ввинчивают болт 6,
стягивая калибр, прокладку 7, фиксирующий элемент - шпонку, прокладку 8 с валом. Вывинчивают шпильку 10 из клина и ввинчивают болт 5, прижимая калибр к боковой стороне выемки и дну вала через прокладки 7 и 8 и шпонку, причем клин устанавливают так, чтобы его нижняя часть была расположена от плоского дна радиальной выемки на расстоянии h, равном 0,25-0,4 „ высоты Н калибра.
Разборку валка осуществляют следующим образом.
Отвинчивают болты 5 и 6 и со стороны размещения калибра устанавливают упрочненную планку I l (фиг. 4) и ввинчивают в резьбовое отверстие клина 4 болт 12, вытягивая таким образом клин из выемки вала.
После этого клин с планкой 11 и болтом 12 вручную извлекают и одновременно под- Q держивают калибр, а затем извлекают и калибр с прокладкой 7 и фиксирующим элементом - шпонкой.
В процессе прокатки труб возникающие большие усилия, сдвигающие калибр поперек дна выемки вала, воспринимаются боко- 5 выми сторонами фиксирующего элемента - шпонки, и частично силами трения, имеющими место между боковой поверхностью калибра и клином. Вертикальные усилия прокатки воздействуют на плоское дно выемки вала через дугообразную медную прокладку 0 7, бочкообразную сторону шпонки и стальную прокладку 8.
Усилия прокатки, отрывающие калибр от плоского дна выемки вала, воспринимаются силами трения, имеющими место между боковыми поверхностями калибра, клина 4 и наклонной стороной выемки вала и болтами 5 и 6.
Усилия прокатки, сдвигающие калибр вдоль оси вала, невелики и гасятся силами трения, возникающими между основа- 0 нием калибра и дном выемки вала. Для компенсации износа шпонки и дна выемки вала служат прокладки 7 и 8.
Таким образом, использование предлагаемого валка повышает производительность стана за счет сокращения его простоев. 5 Последнее достигается тем, что, несмотря на многократное воздействие больших силий прокатки на валок в целом и его отдельные конструктивные элементы, они реже выходят из строя за счет особенностей их конструктивного выполнения, даже в случае необходимости их замены затрачиваемое на это время за счет снижения трудоемкости уменьшается. Это все значительно уменьшает простои стана и, следовательно, повышает его производительность примерно на 5 20-30%.
Валок опробован на стане ХПТ-32 при прокатке нержавеющих труб по маршруту ,5 -- ,5 мм.
5
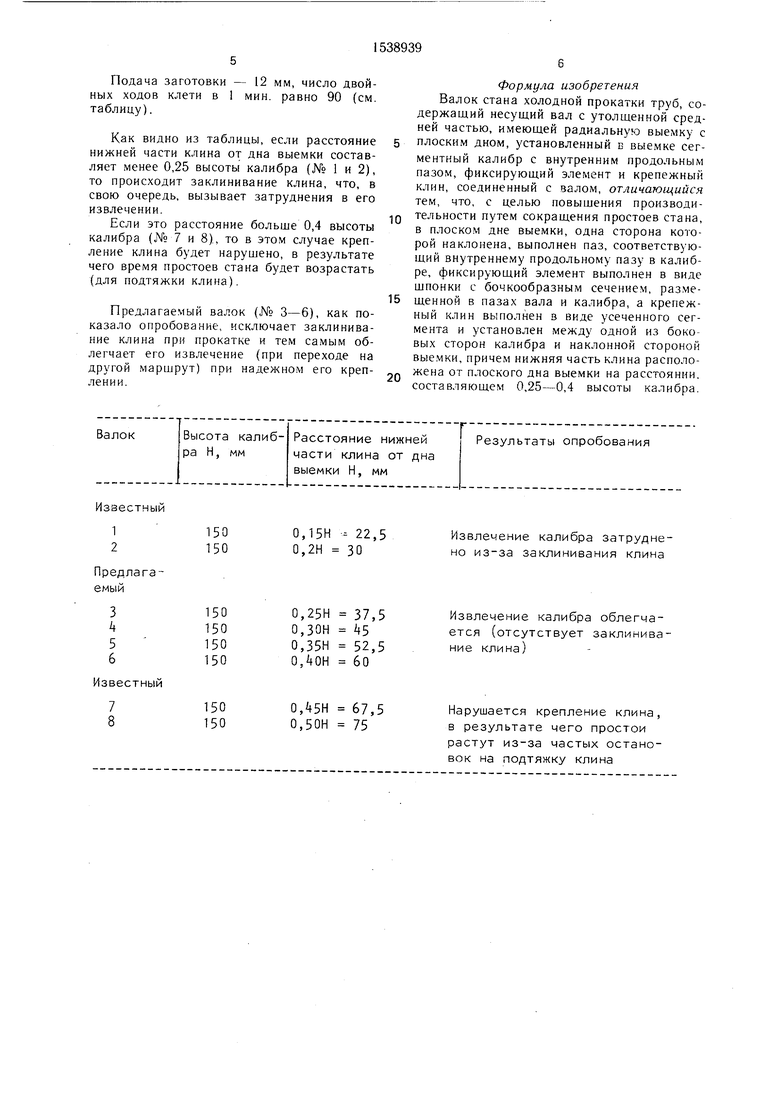
Подача заготовки - 12 мм, число двойных ходов клети в 1 мин. равно 90 (см. таблицу).
Как видно из таблицы, если расстояние нижней части клина от дна выемки составляет менее 0,25 высоты калибра (№ 1 и 2), то происходит заклинивание клина, что, в свою очередь, вызывает затруднения в его извлечении.
Если это расстояние больше 0,4 высоты калибра (№ 7 и 8), то в этом случае крепление клина будет нарушено, в результате чего время простоев стана будет возрастать (для подтяжки клина).
Предлагаемый валок (№ 3-6), как показало опробование, исключает заклинивание клина при прокатке и тем самым облегчает его извлечение (при переходе на другой маршрут) при надежном его креплении.
0
5
0
Формула изобретения Валок стана холодной прокатки труб, содержащий несущий вал с утолщенной средней частью, имеющей радиальную выемку с плоским дном, установленный Б выемке сегментный калибр с внутренним продольным пазом, фиксирующий элемент и крепежный клин, соединенный с валом, отличающийся тем, что, с целью повышения производительности путем сокращения простоев стана, в плоском дне выемки, одна сторона которой наклонена, выполнен паз, соответствующий внутреннему продольному пазу в калибре, фиксирующий элемент выполнен в виде шпонки с бочкообразным сечением, размещенной в пазах вала и калибра, а крепежный клин выполнен в виде усеченного сегмента и установлен между одной из боковых сторон калибра и наклонной стороной выемки, причем нижняя часть клина расположена от плоского дна выемки на расстоянии, составляющем 0,25-0,4 высоты калибра.
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок для холодной прокатки труб | 1980 |
|
SU933139A1 |
| Валок для холодной пилигримовой прокатки труб | 1982 |
|
SU1126344A1 |
| Валок для пилигримовой прокатки труб | 1976 |
|
SU598667A1 |
| Кассета с валком стана винтовой прокатки | 1981 |
|
SU1002057A1 |
| Валок стана холодной прокатки труб | 1990 |
|
SU1750759A1 |
| Валок для пилигримовой прокатки труб | 1974 |
|
SU597448A1 |
| Валок стана холодной прокатки труб | 1985 |
|
SU1321494A1 |
| Валок для пилигримовой прокатки труб | 1978 |
|
SU759154A1 |
| Валок для пилигримовой прокатки труб | 1979 |
|
SU827198A1 |
| Валок стана холодной прокатки труб | 1984 |
|
SU1199320A1 |
Изобретение относится к обработке металлов давлением, в частности к трубопрокатному производству. Цель изобретения - повышение производительности путем сокращения простоев стана. Несущий вал 1 с утолщенной средней частью валка имеет радиальную выемку с плоским дном, в которой установлен сегментный калибр 2 с внутренним продольным пазом. В плоском дне радиальной выемки выполнен паз, соответствующий внутреннему продольному пазу в калибре 2, и одна из сторон выемки выполнена наклонной. Фиксирующий элемент 3 представляет собой шпонку, имеющую бочкообразное сечение, и размещен в пазах калибра и вала. При этом крепежный клин 4 размещен между боковой стороной калибра и наклонной стороной выемки и выполнен в виде усеченного сегмента, нижняя часть которого расположена от плоского дна радиальной выемки на расстоянии, равном 0,25 - 0,4 высоты калибра. Калибр соединен с валом болтом 6. Между шпонкой и внутренним продольным пазом калибра расположена дугообразная медная прокладка 7, а под основанием калибра размещена упрочненная стальная прокладка. 6 ил., 1 табл.
звестный
1 2
редлагамый
3 k 5 6
звестный
7 8
150 150
150 150 150 150
150 150
0.15Н - 22,5 0,2Н 30
0,25Н О,ЗОН 0,35Н О.ОН
37,5 45 52,5 60
0,45Н 67,5 0.50Н 75
Извлечение калибра затруднено из-за заклинивания клина
Извлечение калибра облегчается (отсутствует заклинивание клина)
Нарушается крепление клина, в результате чего простои растут из-за частых остановок на подтяжку клина
A-A
Б-Б
Фиг. J
| СБОРНЫЙ ВАЛОК СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 0 |
|
SU351602A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Валок стана холодильной прокатки труб | 1974 |
|
SU557832A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
