Изобретение относится к трубопрокaтнo дy производству, в частности к конструкциям валков для холодной пилигримовой прокатки труб и может быть использовано в станах холодной прокатки труб с валками, снабженными сменными калибрам - с переменным сечением ручья. Известен валок для пилигримовой прокатки труб, содержадий вал с поперечным вырезом, установленный в нем калибр с переменным сечением ручья, клин для крепления калибра и направляюидую шпонку Ш . Недостаток известной конструкции валка заключается в том, что крепление калибра с помощью клина не поз воляет изменять положение калибра на посадочной поверхности вала и за сч этого изменять зазор между калибрами пары валков по длине хода клети,что необходимо для компенсации неточности изготовления калибров и для компенсации износа в процессе работы. В результате нарушается профиль гребня ручья и снижается качество пр ок атыв аемой тру бы. Кроме того, отсутствие возможности изменять положение калибра на посадочной поверхности вала сокращает срок службы калибров, так как для его использования по мере износа ручья необхо.димо изменять зазор между парой калибров по длине хода валков. Наиболее близким к предлагаемому является валок, который содержит вал с поперечным вырезом, установленный в нем калибр с переменным сечением ручья и односторонним торцовым пазом, и элементы крепления калибра в виде клина, размещенного между боковыми стенками выреза вала и калибра и размещенных о другой стороны калибра и установленной в торцовом пазу его шпонки с отверстием, и пальца, концом размещенного в отверстии шпонки. Шпонка установлена с возможностью продольного перемещения по торцовому вырезу валка и пазу калибра, вследствие чего становится возможным изменять положение калибра на посадочной поверхности валка и тем самым изменять зазор .между калибрагли по длине хода валков 2 . Недостаток известной конструкции заключается в том,что она сложна в изготовлении и ненадежна в эксплуатации, так как для обеспечения фиксированно-го положения шпонки в торцовых пазс1Х необходима надежная фиксация головки болта в осевом направлении при одновременном требовании - обеспечить возможность вращения болта.
Другим недостатком известной конструкции является сложность настройки положения калибра, так как настройка достигается путем продольного перемещения клина. Величина этого перемещения ограничена, поэтому для достижения требуемой величины зазора между калибрами необходимо применять сменные шпонки.
Цель изобретения - упрсяцение крепления и настройки калибра.
Поставленная цель достигается тем что в валке для пилигримовой прокатки труб, содержащем вал с поперечным вырезом, установленный в нем калибр, имеющий ручей переменного сечения и односторонний торцовый паз, и элементы его крепления с одной стороны в виде клина, размещенного между боковыми стенками поперечного выреза и калибра, а с другой - в виде разметенной в торцовом пазу калибра шпонки с отверстием, и пальца, концом размещенного в отверстии шпонки, палец выполнен ступенчатым, а его конец, расположенный в отверстии шпонки, эксцентричен относительно его ступени, размещенной в валу.
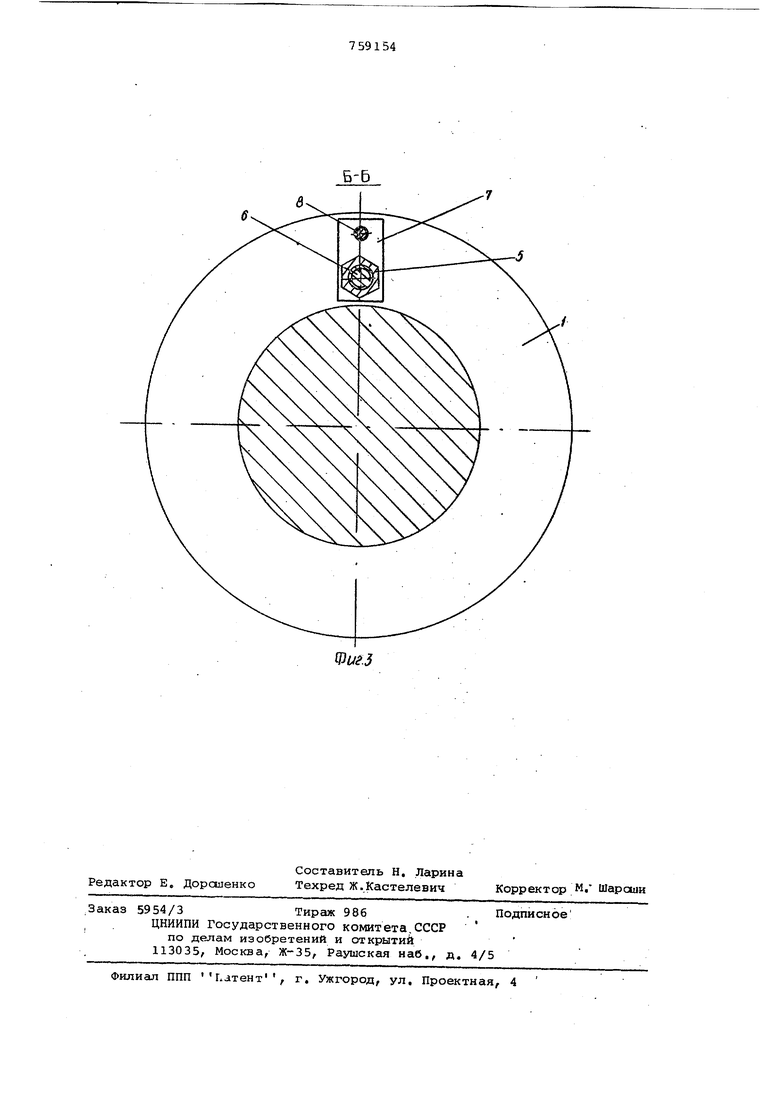
На фиг. 1 схематически изображен валок, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Валок для пилигримовой прокатки труб содержит вал 1 с поперечным вырезом, установленный в йем калибр 2 с ручьем переменного профиля и односторонним торцовым пазом и элементы крепления кашибра с его стороны в виде клина 3, а с другой - в виде шпонки 4 и пальца 5.
Клин 3 размещен между боковыми стенка ии поперечного вЫреза вала и калибра, а шпонка 4 установлена в торцовом пазу калибра и имеет отверстие, в которое входит конец пальца 5, Палец выполнен ступенчатым и его конец, расположенный в отверстии шпонки, эксцентричен относительно его. цилиндрической ступени, размещенной в валу и закрепленной болтом 6, планкой 7 и стопорным болтом 8.
Концевая часть пальца со стороны цилиндрической ступени выполнена в виде шестигранника, соответственно планка имеет шестигранное отверстие, охватывающее его.
Устройство работает следующим образом.
Калибр 2 устанавливается в поперечном вырезе вала 1 на эксцентричную посадочную поверхность. При этом ориентировка калибра относительно посадочной поверхности осуществляется с помощью шпонки 4, установленной на пальце 5 и входящей в торцовый паз калибра 2. Для того, чтобы изменить
положение калибра относительно номинального, изображенного на чертеже линиями основного контура, ступенчатый палец б вращают относительно оси цилиндрической ступени. При этом центр О, эксцентричного конца относительно пальца.ступени его смещается из положения О-, в положение О,, а шпонка 4 перемещается в поперечном направлении и занимает вместе с калибром положение, изображенное пунктиром (фиг. 2), После этого, планку 7 закрепляют на валу 1 болтом 8, а палец 5 фиксируют в отверстии вала
1болтом 6. После установки ксшибра
2н заданное положение осуществляется затяжка клина 3,
Преилагае№Лй валок позволяет упростить конструкцию крепления калибра, упростить регулировку зазора между калибрами по длине хода валков и сократить время, затрачиваемое на крепление калибра.
Формула изобретения
Валок для пилигримовой прокатки труб, содержащий вал с поперечным вырезом, установленный в нем калибр, имеющий ручей переменного профиля и односторойний торцовый паз, и.элементы его крепления с одной стороны в виде клина, раз1 ющенного между боковыми стенками поперечного выреза и калибра, а с другой - в виде размещенной в торцовом пазу калибра шпонки с отверстием,и пальца концом размещенного в отверстии шпонки о т л ич ающийс. я тем, что, с целью упрощения крепления и настройки калибра, палец выполнен ступенчатым,
а его конец, расположенный в Отверстии шпонки, эксцентричен относительно его ступени, размещенной в валу.
Источники информации, принятые во внимание при экспертизе
1.Биск М. Б. и др. Холодная деформация стальных труб. 1977, т.2, с. 24-25.
2.Авторское свидетельство СССР 498984, кл. В 22 В 27/02, 1973.

| название | год | авторы | номер документа |
|---|---|---|---|
| Валок для пилигримовой прокатки труб | 1979 |
|
SU827198A1 |
| Валок для пилигримовой прокатки труб | 1976 |
|
SU598667A1 |
| Валок для пилигримовой прокатки труб | 1980 |
|
SU917878A1 |
| РУЧЬЕВОЙ ВАЛОК ПИЛИГРИМОВОГО СТАНА XOЛOД^ | 1973 |
|
SU376135A1 |
| Валок для пилигримовой прокаткиТРуб | 1979 |
|
SU820937A1 |
| Валок для холодной пилигримовой прокатки труб | 1982 |
|
SU1126344A1 |
| Валок стана холодной прокатки труб | 1976 |
|
SU569340A1 |
| Валок стана холодной прокатки труб | 1984 |
|
SU1199320A1 |
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU768494A1 |
| Валок для пильгерной прокатки труб | 1985 |
|
SU1271594A1 |

ББ
