QD
Изобретение относится к обработке металлов давлением и может быть использовано при прокатке полос.
Целью 1зобретения является повы- - шение производительности путем ускорения процесса задачи переднего конца полосы в стан и улучшение качества проката. ,
На чертеже изображены.прокатывае- ю вая полоса и валки.
На чертеже приняты следующие обозначения: прокатываемая полоса 1 и рабочие валки 2 и 3 соответственно верхний и нижний, опорные валки 4 и f5 5 соответственной верхний и нижний.
Перед прокаткой, например, на непрерывном пятиклетевом стане 630 валки устанавливали параллельно с помощью алюминиевых свидетелей - про- 20 волоки диаметром 4 мм. Брокатывали ленту из стали марки 65Г. Толщина левой кромки подката - 3,6 мм. Толщина правой кромки подката - 3,4 мм, ширина полосы - 450 мм, расстояния 25 между осями нажимных устройств каждой клети - 1475 мм, вытяжка по клетям: l,09i 1,1; 1,07; 1,06,- 1,05 , суммарная вытяжка по клетям с первой по данную включательно 1,09; 30 l,21i I,3i 1,38; 1,46.
Первую клеть настраивали следующим образом: нажимные устройства перемещали со стороны толстой кромки вверх, а со стороны тонкой вниз на s одинаковую величину, определяему по формуле
1 |(Н,- HJ-L dS. - у
Н
И
ъ Н
f/,b
-толщина левой кромки подката перед 1-ой клетью;
, - толщина правой крокйси подката передй 1-й клетью;
-расстояние между осями рабочих органов нажимных устройств данной клети}
-ширина полосы-;
-суммарная вытяжка в клетях с
40
45
Полоса при этом перемещалас молинейно без остановок со ско О,5 м/с в межклетевых промежут
Преимуществом предлагаемого ба является возможность его пр ния без использования для наст стана информации, Полученной и дыдущих клетей. По предлагаемо способу используют прямую инфо о толщине боковых кромок, шири полосы и вытяжках по клетям.
Формула изобрете
Способ настройки стана для ки полосы с клиновидным попере сечением, заключающийся в корр начального положения нажимных ройств, отличающийс что, с целью повьш1ения произво тельности стана путем ускорени цесса задачи переднего конца п в стан и улучшения качества ката, устанавливают валки пара но , измеряют толщины кромок и ну подката перед первой клетью жимные устройства каждой клети на со стороны толстой кромки п щают в сторону увеличения зазо между валками, а со стороны то кромки - в сторону уменьшения ра на одинаковую величину Л S , деляемую по формуле
IS:
,1
2
(И,- H)-L
.Ъ
1- 1, Z f,,,,
где HI и Нл - толщина левой и кромок подката п первой клетью со ственно-,
L - расстояние между нажимных устройс ной клети;
Ъ - ширина подката fx - суммарная вытяжк сы в клетях с пе i-й клети включит
первой по данную включительно.
Составитель А. Сергеев Редактор Т. ПарфеноваТехред М.Моргентал Корректор В
Полоса при этом перемещалась прямолинейно без остановок со скоростью О,5 м/с в межклетевых промежутках.
Преимуществом предлагаемого способа является возможность его применения без использования для настройки стана информации, Полученной из предыдущих клетей. По предлагаемому способу используют прямую информацию о толщине боковых кромок, ширине полосы и вытяжках по клетям.
Формула изобретения
Способ настройки стана для прокатки полосы с клиновидным поперечным сечением, заключающийся в коррекции начального положения нажимных устройств, отличающийся тем, что, с целью повьш1ения производительности стана путем ускорения процесса задачи переднего конца полосы в стан и улучшения качества проката, устанавливают валки параллельно , измеряют толщины кромок и ширину подката перед первой клетью, нажимные устройства каждой клети и стана со стороны толстой кромки перемещают в сторону увеличения зазора между валками, а со стороны тонкой кромки - в сторону уменьшения зазора на одинаковую величину Л S , определяемую по формуле
,1
2
(И,- H)-L
.Ъ
1- 1, Z f,,,,
где HI и Нл - толщина левой и правой кромок подката перед первой клетью соответственно-,
L - расстояние между осями нажимных устройств данной клети;
Ъ - ширина подката fx - суммарная вытяжка полосы в клетях с первой i-й клети включительно.
Бутяга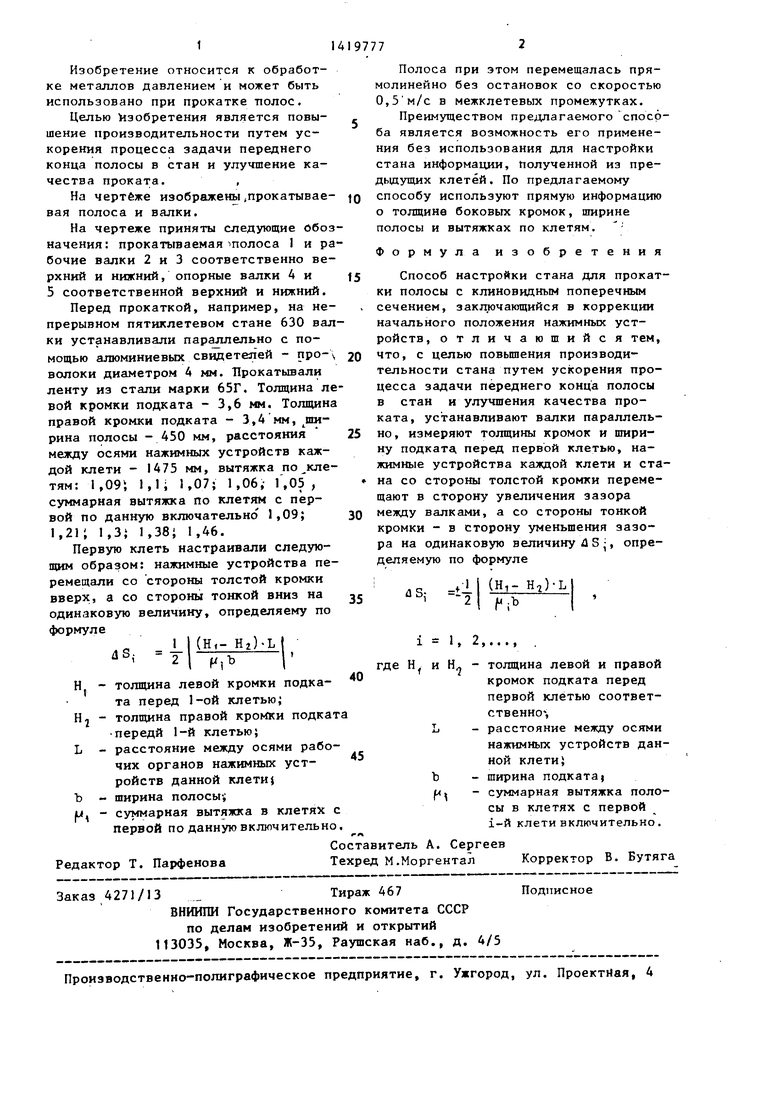
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКИХ ПОЛОС НА ШИРОКОПОЛОСНОМ СТАНЕ | 2014 |
|
RU2578328C2 |
| Способ производства холоднокатаной ленты | 1982 |
|
SU1044349A1 |
| СПОСОБ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ | 1997 |
|
RU2121896C1 |
| Способ автоматического регулирования ширины горячекатаных полос | 1990 |
|
SU1722636A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ШИРОКИХ ПОЛОС | 2005 |
|
RU2300431C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ ХОЛОДНОКАТАНОЙ ПОЛОСОВОЙ СТАЛИ | 1999 |
|
RU2147943C1 |
| Комплект рабочих валков чистовой клети полосового стана и способ прокатки полос в рабочих валках чистовой клети полосового стана | 1988 |
|
SU1597242A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2004 |
|
RU2254181C1 |
| Способ горячей прокатки полос | 1984 |
|
SU1201011A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2005 |
|
RU2288051C1 |
Изобретение относится к обработр ке металлов давлением и может быть использовано при прокатке полос. Цель изобретения - повьппение производительности стана и улучшение качества проката, что достигается тем, что в начале валки устанавливают параллельно, измеряют толщины кромок и ширину пЬдката перед первой клетью, перемещают нажимные устройства каждой клети со стороны толстой кромки в сторону увеличения зазора между валками, а со стороны тонкой в сторону уменьшения зазора на одинаковую величину, определяемую по формуле dSj l/2l(H,-H5)L/(K. U i п 1,2,..., гдe Н, и Н - толщины левой и правой кромок подката перед первой клетью соответственно} L - расстояние между осями нажимных устройств данной клети; Ъ - ширина подката} р.- суммарная вытяжка полосы в клетях с первой до i-й клети включительно. (Л
Заказ 4271/13
Тираж 467
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Подписное
| Григорян Г.Г | |||
| и др | |||
| Настройка, стабилизация и контроль процесса тонколистовой прокатки | |||
| М.: Металлургия, 1975, с | |||
| Приспособление для съемки жилетно-карманным фотографическим аппаратом со штатива | 1921 |
|
SU310A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
