Изобретение относится к прокатному производству и может быть использовано при прокатке толстого листа.
Известны способы прокатки листов, реализующие продольную, поперечную и продольно-поперечную схемы прокатки, включающие обжатие кромок в клети с вертикальными валками в разных плоскостях, протяжку, разбивку ширины и прокатку до заданной толщины. Причем вертикальные валки вынесены за очаг деформации горизонтальных валков [1]. Недостатком данных способов является то, что они не обеспечивают минимальный расход металла на обрезь при прокатке листов с высоким очагом деформации.
Известен способ прокатки листов из слитков, включающий снятие конусности по ширине в клети с вертикальными валками, снятие конусности по толщине при прокатке в горизонтальных валках, продольную прокатку, разбивку ширины до заданной толщины [2].
Недостатком известного способа является повышенный расход металла на обрезь в связи с большими по величине зауженными концами готового раската, причем длина заднего зауженного конца в 2-3 раза больше переднего.
Известен способ обжатия в валках, включающий настройку калибра по оси и высоте, настройку равных углов захвата металла на обоих валках и устранение непрямолинейности полосы перемещением по крайней мере одного из валков относительно другого [3]. Однако настройку размера калибра по высоте производят при помощи винтового нажимного устройства, ось винта которого совпадает или параллельна плоскости прокатных валков. Однако деформация нажимного винта приводит к увеличению отклонения размера проката от настроечного.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ прокатки толстых листов, включающий протяжку, разбивку ширины и продольную прокатку с асимметричным формированием длин переднего и заднего концов раскатов в черновых пропусках, формирование длины концов раската производят в процессе протяжки, а длину переднего конца вытягивают большей в 1,2 - 4 раза длины заднего.
При этом отношении коэффициента вытяжки при протяжке к коэффициенту вытяжки при разбивке ширины, меньшем единицы, передний и задний концы формируют толще середины раската, а при указанном отношении, большем единицы, концы утоняют относительно середины.
При прокатке толстых листов на реверсивных станах по продольной схеме с разбивкой ширины форма раскатов имеет вид с зауженным передним и задним концами, что приводит к повышенному расходу металла на торцовую и боковую обрези. При этом длина переднего зауженного конца в 1,2-4 раза больше длины заднего зауженного конца, а превышение ширины заднего конца по отношению к переднему составляет в среднем 20 - 40 мм [4].
Недостатком данного способа является повышенный расход металла на обрезь. Описанные выше и все известные способы прокатки толстых листов имеют ряд существенных недостатков.
1) Узкий диапазон размеров листов.
2) Относительно небольшие обжатия за проход.
3) Довольно узкая специализация станов.
4) Необработанные кромки и повышенный расход металла.
Задачей изобретения является получение качественного толстого листа с обкатной кромкой без рвани и заусенцев, широкого диапазона по толщине от 6,0 до 160 мм и с повышенной точностью выполнения геометрического профиля по заданным допускам.
Поставленная задача решается за счет того, что вертикальные валки в универсальной 4-х валковой клети находятся в одной плоскости с горизонтальными, благодаря чему кромка листа испытывает объемное сжатие, а для предотвращения образования заусенцев на кромочной части листа в месте разъема горизонтальных валков с вертикальными производят упреждающее обжатие с уклоном 20% на сторону. Прокатку листов от 6 до 160 мм ведут на обжимной клети в пластовом и в ребровых ящичных калибрах (от 1-го до 3-х) с последующей прокаткой полученного подката в одной или двух группах универсальных и вспомогательных клетей. Изобретение поясняется чертежами и таблицами, на которых:
фиг. 1 - клеть "1300", схема калибров, в которых производится прокатка подката;
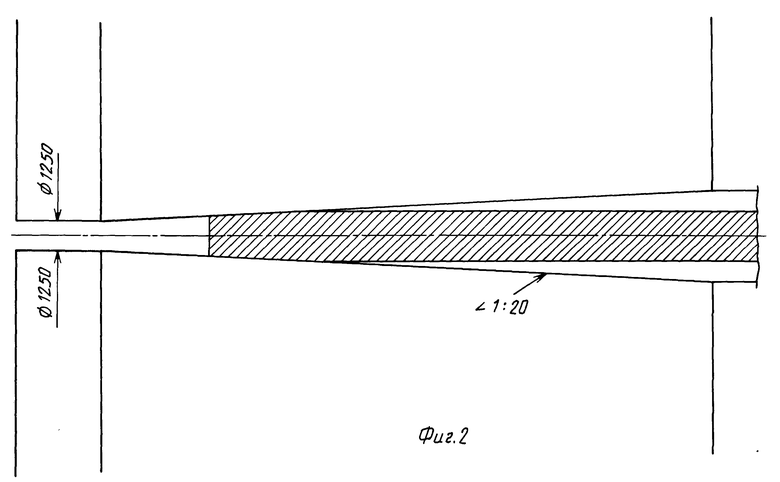
фиг. 2 - валки вспомогательной клети с уклоном;
фиг. 3 - схема деформации металла в универсальной клети.
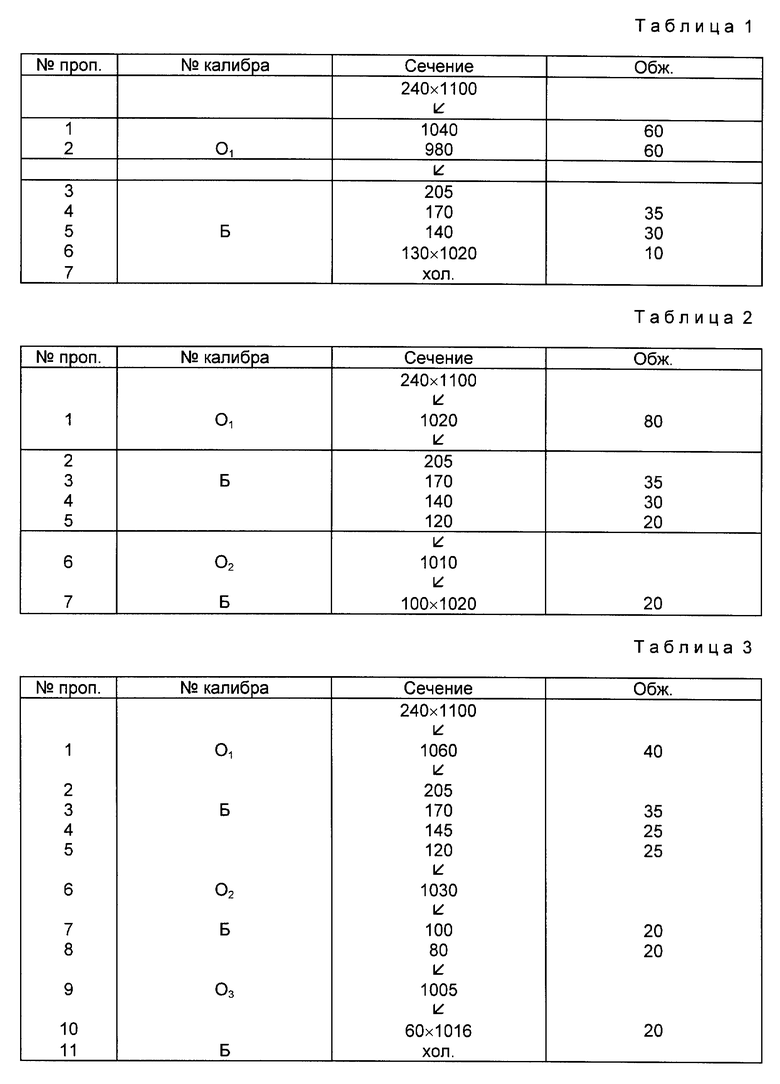
Таблицы 1, 2, 3, 4 - некоторые схемы прокатки подката толщиной от 60 до 180 мм на обжимной клети.
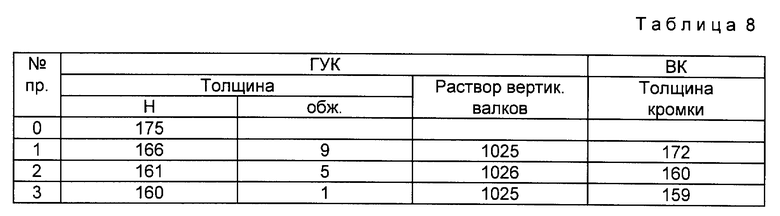
Таблицы 5, 6, 7, 8 - некоторые схемы прокатки толстых листов от 6 до 160 мм в группах универсальных и вспомогательных клетей.
В предложенном способе прокатки указанные недостатки известных способов устраняются благодаря использованию обжимной клети "1300" с одним широким (бочка) и тремя узкими (ребровыми) ящичными калибрами (фиг. 1).
Здесь ведут прокатку подката для групп универсальных и вспомогательных клетей. В ребровых калибрах будущая кромка листа деформируется со стесненным уширением. При этом металл уплотняется, часть дефектов заваривается, что благоприятно сказывается на будущей кромке листа.
Прокатка готового листа толщиной от 6 до 160 мм реализуется с дополнительным подключением одной или двух групп клетей, работающих в реверсивном, непрерывном режиме.
В состав группы входит универсальная и вспомогательная клети. Универсальная клеть имеет горизонтальные и вертикальные валки, расположенные в вертикальной плоскости. Вследствие этого кромка листа испытывает объемное сжатие. Для предотвращения образования заусенцев будущие места разъема испытывают упреждающую деформацию во вспомогательной клети, валки которой имеют уклон 20% на сторону (фиг. 2).
Способ прокатки листа осуществляется следующим образом.
Плоская заготовка (сляб) поступает с блюминга или МНЛЗ и нагревается в методических печах. Нагретая заготовка обжимается в валках реверсивной клети "1300" за 5-11 проходов с использованием бочки (пластовый калибр) и при необходимости от одного до трех ящичных калибров (фиг. 1).
Новое техническое решение отличается от всех существующих способов прокатки тем, что вертикальные валки в универсальной 4-валковой клети находятся в одной плоскости с горизонтальными, т.е. непосредственно в очаге деформации. Таким образом прокатка толстого листа происходит со стесненным уширением, при этом кромка листа благодаря объемному сжатию получается без рвани и заусенцев (фиг. 3). На фиг. 3 показана схема прокатки листов в универсальной клети, где на позициях показаны:
1 - приводные горизонтальные валки;
2 - неприводные вертикальные валки;
3 - прокатываемый лист.
Подкат для групп универсальных и вспомогательных клетей ведется в обжимной клети "1300". При этом в ребровых калибрах будущая кромка листа деформируется со стесненным уширением. При такой деформации металл уплотняется, часть дефектов заваривается, в итоге получается подкат с чистой и ровной поверхностью.
Подкат далее катается в одной или двух непрерывных группах, состоящих из универсальной 4-валковой клети и вспомогательной 2-валковой клети. В таблицах 1, 2, 3, 4 приведены примеры конкретной реализации предлагаемого технического решения при прокатке подката толщиной 60 мм и выше. Из исходной заготовки 240х1100 мм в обжимной клети производят 5-11 реверсивных проходов, чередуя ящичные калибры с гладкой бочкой. После чего подкат передается на балочный стан, где в одной или двух непрерывных группах за 1-11 пропусков получают необходимую толщину листа.
В случае невысоких требований к качеству кромки толстых листов толщиной от 60 до 160 мм возможна их прокатка только на обжимной клети в соответствии со схемами (см. табл. 1, 2, 3).
В таблицах 5, 6, 7, 8 приведены примеры конкретных схем обжатия подката в непрерывных группах.
Кроме того, следует сказать, что из одной заготовки (например 240х1100 мм) получают множество профилеразмеров листов (например, 6 - 600х1000 мм).
Пример.
Рассмотрим конкретный пример прокатки листа 40х1020 из сляба 240х1100. Для этого обратимся к фиг. 1, 2, 3 и табл. 3 и 4.
Схема прокатки и режим прокатки следующие. Нагретая заготовка (сляб) поступает на обжимную клеть "1300".
Сначала в ребровом калибре O1 делают один проход с обжатием кромок заготовки на 40 мм. Затем раскат кантуется в горизонтальной плоскости на 90o и производят продольную прокатку в 4-е прохода до получения толщины раската 120 мм в пластовом калибре Б. После чего раскат опять кантуют на 90o и делают один проход в калибре O2 до получения ширины 100 мм. После контроля ширины раскат еще раз кантуют в горизонтальной плоскости на 90o и производят продольную прокатку в калибре Б до получения толщины раската 80 мм. Далее подкат опять кантуют и деформируют в ребровом калибре O3. Последний проход проводят в пластовом калибре Б с получением подката толщиной 60 мм.
Далее подкат передается по рольгангам на 1-ую группу клетей, состоящую из вспомогательной и универсальной клетей. Здесь за 5 непрерывных реверсивных проходов получают готовый лист толщиной 40 мм.
Благодаря новому техническому решению, направленному на такой способ прокатки листа, при котором кромка листа подвергается объемному сжатию, удалось добиться получения качественного проката без рвани и заусенцев по кромке.
Возможность использования для реализации способа ЦПШБ (цеха широкополочных балок) является еще одним существенным преимуществом, поскольку производительность ЦПШБ позволяет обеспечить существующие заказы на лист, что существенно сокращает простои цеха из-за отсутствия заказов. Заявляемое изобретение является новым, т. к. не известно аналогов из отечественных и зарубежных источников информации.
По имеющимся у заявителя данным, в известных решениях отсутствуют признаки, сходные с признаками, которые присущи предлагаемому техническому решению, что позволяет сделать вывод его соответствия признаку "изобретательский уровень".
Использование нового способа прокатки толстого листа на Нижнетагильском металлургическом комбинате подтверждает промышленную применимость изобретения.
Источники информации
1. Савранский К. Н. и др. Методика расчета режимов горячей прокатки на листовых станах. СЗПИ, Л.: 1978, с. 80.
2. Производство листов и плит на толстолистовом стане 3600 завода "Азовсталь". Технологическая инструкция 232-93-82. - Жданов, 1982.
3. А.с. 791435, B 21 B 1/00, 1978.
4. А.с. 1091950, B 21 B 1/22, бюл. 18, 1984.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ТРАМВАЙНЫХ ЖЕЛОБЧАТЫХ РЕЛЬСОВ | 2022 |
|
RU2787897C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ ИЗ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ КРУГЛОГО СЕЧЕНИЯ | 1998 |
|
RU2151657C1 |
| СПОСОБ РЕВЕРСИВНОЙ ПРОКАТКИ В СМЕЖНЫХ КАЛИБРАХ ПРЯМОУГОЛЬНОЙ ИЛИ ФАСОННОЙ ЗАГОТОВКИ | 1999 |
|
RU2197337C2 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КРУГЛОГО СЕЧЕНИЯ | 1999 |
|
RU2170150C1 |
| СПОСОБ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ НА РЕВЕРСИВНОМ СТАНЕ | 2012 |
|
RU2490080C1 |
| СИСТЕМА ЧЕРНОВЫХ КАЛИБРОВ ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2021 |
|
RU2784961C1 |
| СПОСОБ ПРОКАТКИ КВАДРАТНЫХ ЗАГОТОВОК | 1992 |
|
RU2012431C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2021 |
|
RU2782330C1 |
| СПОСОБ ПРОКАТКИ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2005 |
|
RU2288047C1 |
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ РЕЛЬСОВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 2019 |
|
RU2721968C1 |


Изобретение относится к прокатному производству и может быть использовано при прокатке толстого листа. Технический результат: получение качественного толстого листа с обкатанной кромкой без рвани и заусенцев, широкого диапазона по толщине от 6,0 до 160 мм и с повышенной точностью выполнения геометрического профиля по заданным допускам. Способ включает нагрев такой заготовки, продольную прокатку заготовки горизонтальными и вертикальными валками универсальной четырехвалковой клети до получения листов нужной толщины. Кромка листа испытывает объемное сжатие благодаря расположению валков в одной плоскости. Для предотвращения образования заусенцев на кромке листа в месте разъема горизонтальных валков с вертикальными производят упреждающее обжатие с уклоном 20% на сторону. При этом прокатку ведут в пластовом и в трехребровых ящичных калибрах с последующей прокаткой подката в одной или двух группах универсальных и вспомогательных клетей. 2 з.п.ф-лы, 3 ил., 8 табл.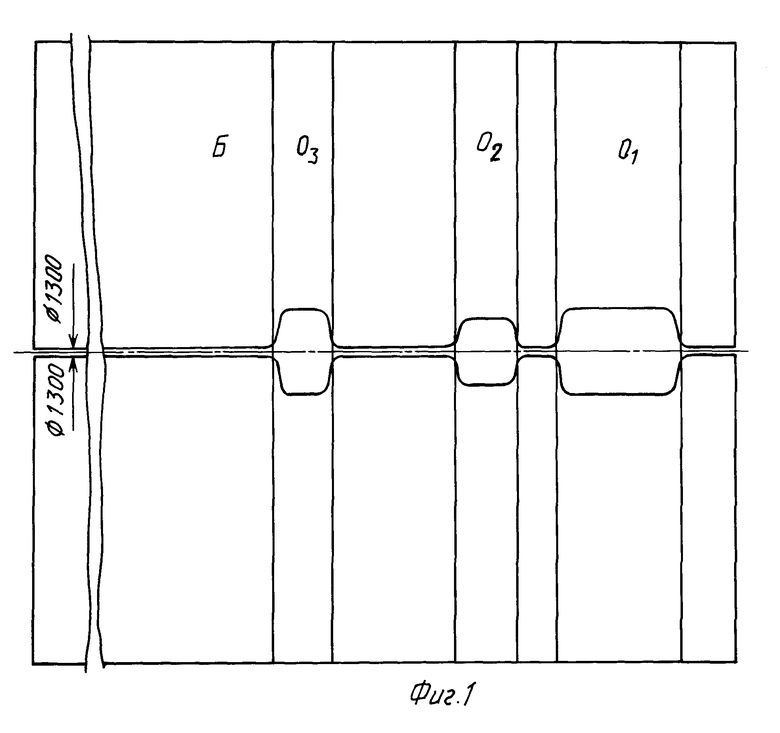
| Способ прокатки толстых листов | 1982 |
|
SU1091950A1 |
| Способ производства толстых листов | 1989 |
|
SU1692695A1 |
| Способ прокатки полос в вертикальных валках универсальных клетей черновой группы широкополосного стана | 1988 |
|
SU1532105A1 |
| Четырехвалковый калибр | 1989 |
|
SU1616722A1 |
| Устройство для очистки ферромагнитных трубопроводов | 1976 |
|
SU654310A1 |
| DE 2900648 A, 10.04.80 | |||
| US 4392371 A, 12.07.83. | |||

