1
Изобретение относится к области механической обработки и может быть использовано при обработке деталей на карусельных станках с прогревом зоны резания.
Известно устройство для механической обработки с прогревом зоны резания плазменной дугой, включающее токарный станок с плазматроном и механизмом.отбора стружки 1.
Целью изобретения является повышение качества обработки.
Цель достигается тем, что механизм отбора стружки выполнен в виде электромагнитного сепаратора, имеющего форму секционного диска, установленного посредством консоли со стойкой на суппорте станка на одном уровне с плазматроном с возможностью вращения вокруг оси, параллельной оси вращения обрабатываемой детали, и установочных перемещений вдоль этой оси и в плоскости, параллельной плоскости обработки.
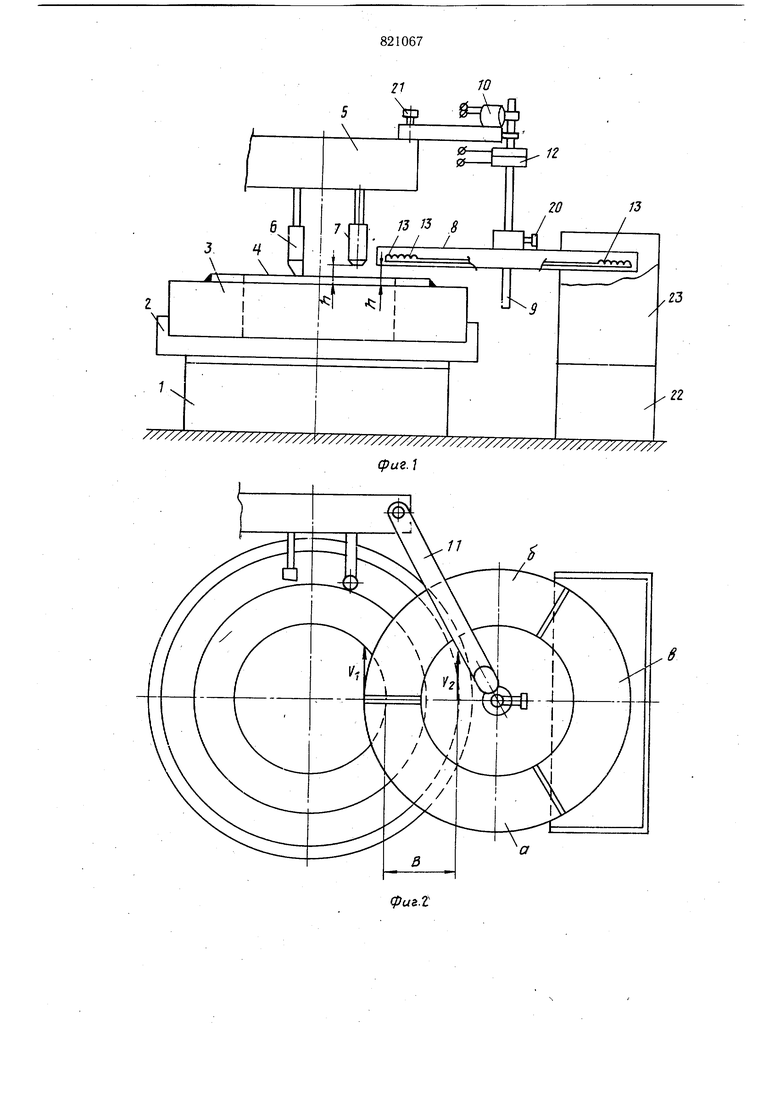
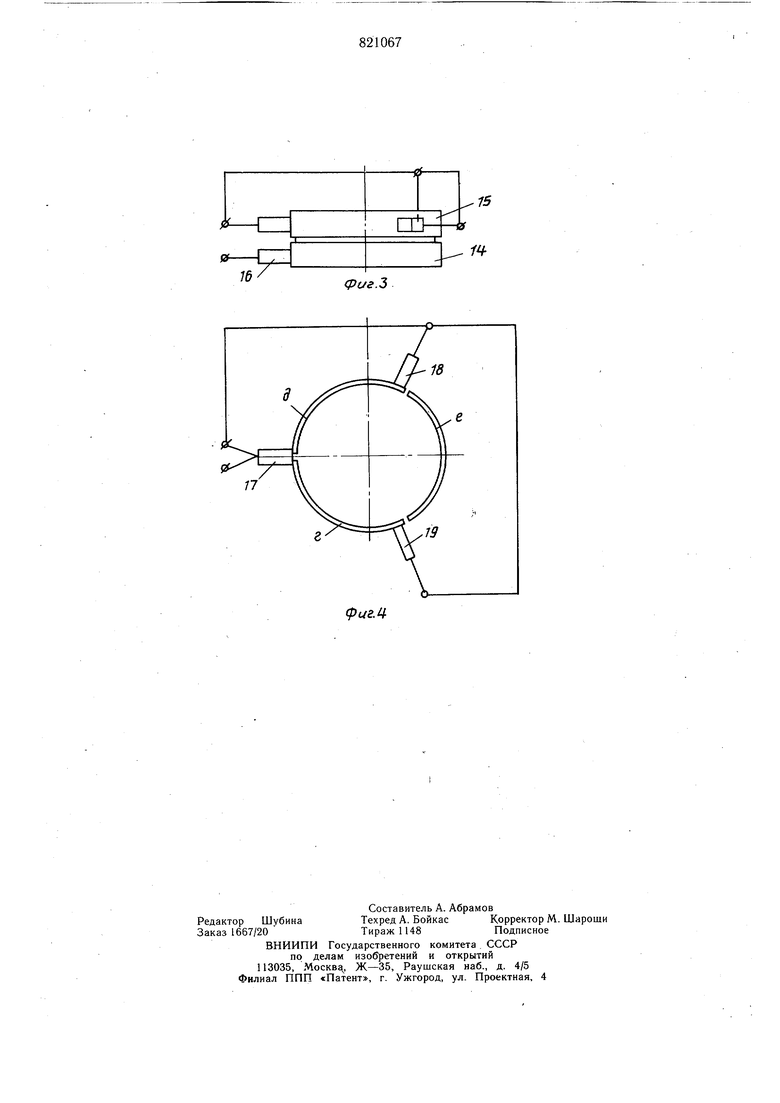
На фиг. 1 показан общий вид устройства применительно к карусельному станку; на фиг. 2 - то же, вид сверху; на фиг. 3 -общий вид коллектора со щетками; на фиг. 4 - то же, вид сверху.
Предлагаемое устройство содержит .токарно-карусельный станок 1, в планщайбе 2 которого установлена обрабатываемая деталь 3 для обработки поверхности 4. На суппорте 5 станка закреплены режущий инструмент 6 и плазматрон 7 с источником питания (не показано на чертеже). Электромагнитный сепаратор 8 выполнен в виде секционного диска, состоящего из трех секций а, б в, и расположен на вращающейся стойке 9 привода вращения 10, установленного на поворотной консоли 1). Ось вращения электромагнитного сепаратора 8 параллельна оси вращения обрабатываемой детали. Консоль 11 закреплена на суппорте 5. На вращающейся стойке 9 установлен коллектор 12 для питания обмоток 13 секций электромагнитного сепаратора. Коллектор 12 состоит из сплошного кольца 14 и верхнего секционного кольца 15, состоящего из трех секций г, д, е. Питание на коллектор подается через щетки 16-19. Прижимной
винт 20 предназначен для фиксации электромагнитного сепаратора 8 на вращающейся стойке 9 после установки его на одном уровне h с плазматроном 7 под обрабатываемой поверхностью 4. Прижимной винт.21 предназначен для фиксации поворотной консоли 11 после установки электромагнитного cetiaратора 8 над обрабатываемой поверхностью. Под электромагнитным сепаратором 8 установлен бункер 22 для сбора стружки с защитным кожухом 23. Через щетки 17, 18, 19 верхнего секционного кольца 15 подается питание, к обмоткам 13 соответствующих секций а б, в электромагнитного сепаратора 8 с постоянным отключением одной из секций электромагнитного сепаратора в момент нахождения ее над бункером 22.
Устройство работает следующим образом.
Обрабатываемую деталь 3 устанавливают в планщайбу 2 токарно-карусельного станка 1. режущий инструмент 6 и плазматрон 7 приводят в рабочее положение. Электромагнитный сепаратор 8, перемещая по вращающейся стойке 9, устанавливают на одном уровне h с плазматроном 7 и фиксируют его в этом положении прижимным винтом 20. После этого, поворачивая консоль 11, электромагнитный сепаратор 8 располагают над обрабатываемой, поверхностью 4, перекрывая всю щирину обработки В и фиксируют его в этом положении прижимным винтом 21.
Обрабатываемой детали 3 придают вращение, зажигают плазменную дугу и одновременно с этим включается в работу электромагнитный сепаратор 8. Напряжения вращений электромагнитного сепаратора 8 и обрабатываемой детали 3 задают противоположными. Для обеспечения плавного съема стружки скорость вращения электромагнитного сепаратора 8 (Vi) задают равной скорости вращения обрабатываемой поверхности 4 (Vz). В процессе механической обработки деталей с подогревом зоны резания плазменной дугой на карусельном станке 1 снимаемая стружка остается на обрабатываемой поверхности 4. При прохождении стружки под электромагнитным сепаратором 8 она притягивается секциями а и б, расположенными в данный момент обработки над обрабатываемой поверхностью 4. Если
габариты стружки превыщают зазор h, то она будет механически отводиться торцо электромагнитного сепаратора 8 за предел л обработки В и не оказывать влияния на качество механической обработки. При прохождении секции в над бункером 22, обмотка этой секции 13 отключается коллектором 12 и стружка сбрасывается в бункер 22. Стружка летящая в сторону за счет центробежной силы, задерживается защитными кожухами 23 и попадает в бункер 22. Обработка заканчивается при достижении деталью заданных размеров.
(формула изобретения
Устройство для механической обработки с прогревом зоны резания плазменной дугой, включающее токарный станок с суппортом, плазматроном и механизмом отбора стружки, отличающееся тем, что, с целью повыщения качества обработки, механизм отбора стружки выполнен в виде электромагнитного сепаратора, имеющего форму секционного диска, установленного посредством консоли со стойкой на суппорте станка на одном уровне с плазматроном с возможностью вращения вокруг оси,параллельной оси вращения обрабатываемой детали, и установочных перемещений вдоль этой оси и в плоскости, параллельной плоскости обработки.
Источники информации, принятые во внимание при экспертизе
1. Патент ФРГ № 2362729 кл. В 23 В 25/00, опублик. 1978.
10

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прерывистой механической обработки труднообрабатываемых материалов | 1978 |
|
SU730475A1 |
| Защитно-вентиляционное устройство к токарному станку для плазменно-механической обработки | 1985 |
|
SU1268373A1 |
| ТОКАРНО-КАРУСЕЛЬНЫЙ СТАНОК | 2012 |
|
RU2492967C1 |
| Способ двухпроходной поверхностной плазменной резки конусных деталей | 1980 |
|
SU967005A1 |
| Устройство для механической обработки труднообрабатываемых материалов | 1979 |
|
SU929336A1 |
| ТОКАРНО-КАРУСЕЛЬНЫЙ СТАНОК С КОПИРОВАЛЬНО- ФРЕЗЕРНЫМ СУПНОРТОМ | 1971 |
|
SU304059A1 |
| Способ механической обработки с разупрочнением материала нагревом плазменной дугой и устройство для его осуществления | 1979 |
|
SU865535A1 |
| Устройство для механической обработки точением с нагревом срезаемого слоя | 1980 |
|
SU897402A1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ КАТАНИЯ КОЛЕСНОЙ ПАРЫ С ПОДОГРЕВОМ | 1996 |
|
RU2096137C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ С ДРОБЛЕНИЕМ СТРУЖКИ | 2018 |
|
RU2696512C1 |
15
1Ц(pt/г.З
