1
(21)4880595/27 (22)11.10.90 (46)07.10.92.Бюл.№37 (75) Т.В.Молочная
(56)Инструкция по ликвидации аварий и повреждений на магистральных нефтепроводах. РД-39-30-195-79, ВНИИСПТнефть, г.Уфа, 1979, с.25-26.
(54) СПОСОБ РЕМОНТА ТРУБОПРОВОДА
(57)Использование: при ремонте нефте-и газопроводов, водоводов соответствующего назначения, продуктопроводов и т.д. Сущность изобретения: вырезают дефектный участок в трубе, образуя отверстие округлой или овальной формы, устанавливают новый участок, аналогичный по форме вырезанному, и приваривают его к телу трубы стыковым сварным соединением. После выполнения стыкового шва наплавляют приса- дочный металл на участок трубы, окаймляющий стыковой шов, а окончание ведения сварочных процессов у стыкового шва и участка наплавки осуществляют на расстоянии более максимальной величины зон термического влияния, применяемых при ремонте сварочных процессов. 1 табл., 3 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРИСОЕДИНЕНИЯ ОТВОДА К ДЕЙСТВУЮЩЕМУ ГАЗОПРОВОДУ | 2002 |
|
RU2236630C1 |
| СПОСОБ РЕМОНТА МЕТАЛЛИЧЕСКИХ ТРУБОПРОВОДОВ С ДЕФЕКТОМ СМЕЩЕНИЯ СВАРЕННЫХ КРОМОК УСТАНОВКОЙ РЕМОНТНОЙ НАКЛАДКИ | 2011 |
|
RU2478863C2 |
| СПОСОБ РЕМОНТА ТРУБ СВАРКОЙ | 2003 |
|
RU2247890C1 |
| СПОСОБ РЕМОНТА ДЕФЕКТНОГО УЧАСТКА ТРУБОПРОВОДА, НАХОДЯЩЕГОСЯ ПОД ДАВЛЕНИЕМ | 2007 |
|
RU2352854C2 |
| СПОСОБ СВАРКИ ТРУБ ПЕЧЕЙ ПИРОЛИЗА В ПРОЦЕССЕ ПРОВЕДЕНИЯ РЕМОНТНЫХ РАБОТ | 2007 |
|
RU2361709C1 |
| СПОСОБ РЕМОНТА ДЕЙСТВУЮЩЕГО ГАЗОПРОВОДА С ЛОКАЛЬНЫМ СКВОЗНЫМ ДЕФЕКТОМ БЕЗ ПРЕКРАЩЕНИЯ ПОДАЧИ ГАЗА | 2017 |
|
RU2698537C2 |
| Муфта для ремонта трубопровода и способ ее установки на дефектный участок | 2016 |
|
RU2658170C1 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668623C1 |
| СПОСОБ РЕМОНТА ДЕФЕКТНОГО УЧАСТКА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2007 |
|
RU2354522C2 |
| СПОСОБ РЕМОНТА ТРУБ МАГИСТРАЛЬНЫХ ГАЗОПРОВОДОВ СО СТРЕССКОРРОЗИОННЫМИ ТРЕЩИНАМИ | 2006 |
|
RU2337803C2 |
Изобретение относится к ремонту с помощью сварки трубопроводов различного назначения, эксплуатируемых в условиях нагружения повторно-статическим внутренним давлением,и может быть использовано при ремонте нефте-и газопроводов, водоводов ответственного назначения, продуктопроводов и т.д.
Известен способ ремонта трубопровода, заключающийся в том, что на поврежденный участок трубы накладывают вырезку из основного металла и приваривают ее к трубопроводу сварным нахлесточным соединением кн. Применение сварки при устранении дефектов действующих трубопроводов. М.ВНИИОЭНГ, 1982., с.24- 29.
Недостаток - низкая надежность в эксплуатации и ограниченность применения, только как временной меры до планового капитального ремонта.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату относится способ ремонта трубопровода, согласно которому
вырезают дефектный участок в трубе овальной или округлой формы, устанавливают новый участок, аналогичный по форме вырезанному, и приваривают его к телу трубы стыковым сварным соединением Инструкция по ликвидации аварий и повреждений на магистральных нефтепроводах (РД-39-30-195-79, ВНИИСПТнефть, г.Уфа, 1979г., п.2.94-2.96).
Недостаток - пониженная долговечность в эксплуатации ремонтного участка трубопровода с повышенной толщиной стенки.
Цель изобретения - повышение долговечности при эксплуатации отремонтированного участка трубопровода с увеличенной толщиной стенки.
Для достижения поставленной цели предлагается способ ремонта трубопровода, при котором вырезают дефектный участок круглой или овальной формы в трубе, устанавливают заплату, соответствующую по форме вырезанному участку и приваривают ее встык к трубе, после выполнения стыкового сварного шва на его часть и при00
С
XI
О О
о со ю
летающий к нему участок трубы наплавляют присадочный металл, а точки окончания сварки и наплавки располагают друг относительно друга на расстоянии, большем максимальной величины зоны термического влияния сварочного процесса. Указанные признаки являются существенными и обеспечивают предложению новый положительный эффект.
На фиг.1 изображен отремонтированный участок трубопровода (вид сверху), где 1 - трубопровод, 2 - вырезка трубы 2, приваренная к трубопроводу стыковым сварным соединением 3.--,
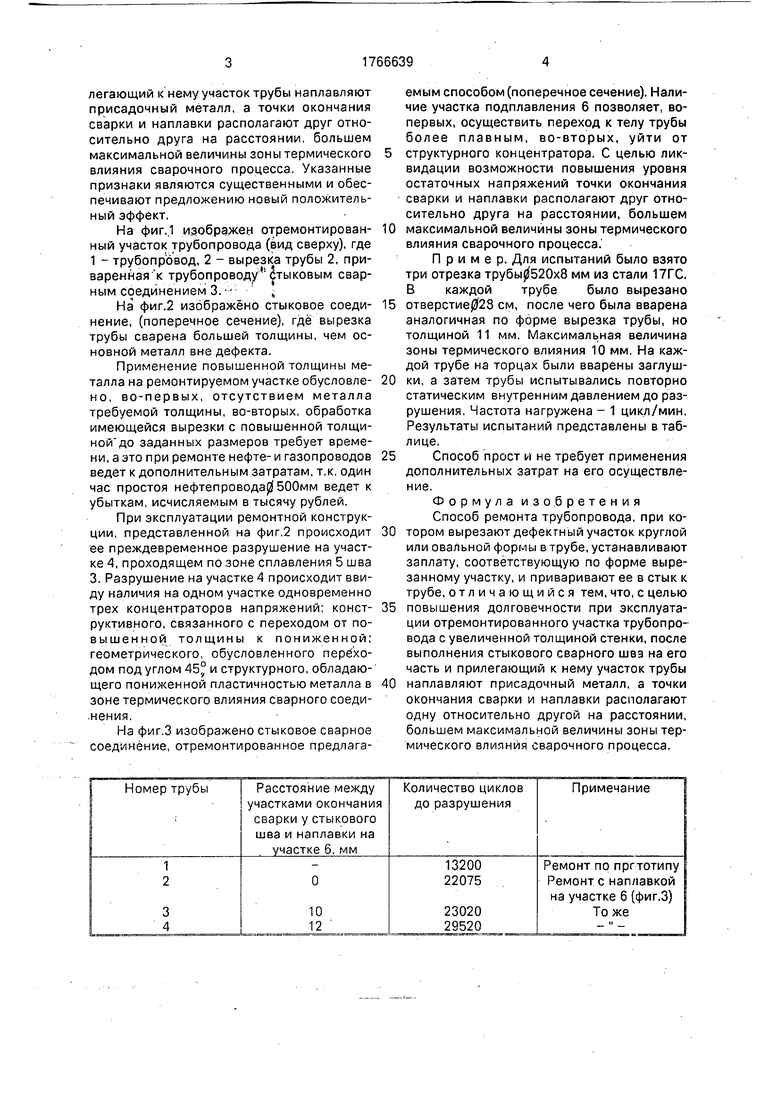
На фиг.2 изображено стыковое соединение, (поперечное сечение), где вырезка трубы сварена большей толщины, чем основной металл вне дефекта.
Применение повышенной толщины металла на ремонтируемом участке обусловле- но, во-первых, отсутствием металла требуемой толщины, во-вторых, обработка имеющейся вырезки с повышенной толщи- ной до заданных размеров требует времени, а это при ремонте нефте- и газопроводов ведет к дополнительным затратам, т.к. один час простоя нефтепровода0 500мм ведет к убыткам, исчисляемым в тысячу рублей.
При эксплуатации ремонтной конструкции, представленной на фиг 2 происходит ее преждевременное разрушение на участке 4, проходящем по зоне сплавления 5 шва 3. Разрушение на участке 4 происходит ввиду наличия на одном участке одновременно трех концентраторов напряжений: конструктивного, связанного с переходом от по- вышенной толщины к пониженной; геометрического, обусловленного переходом под углом 45° и структурного, обладающего пониженной пластичностью металла в зоне термического влияния сварного соединения.
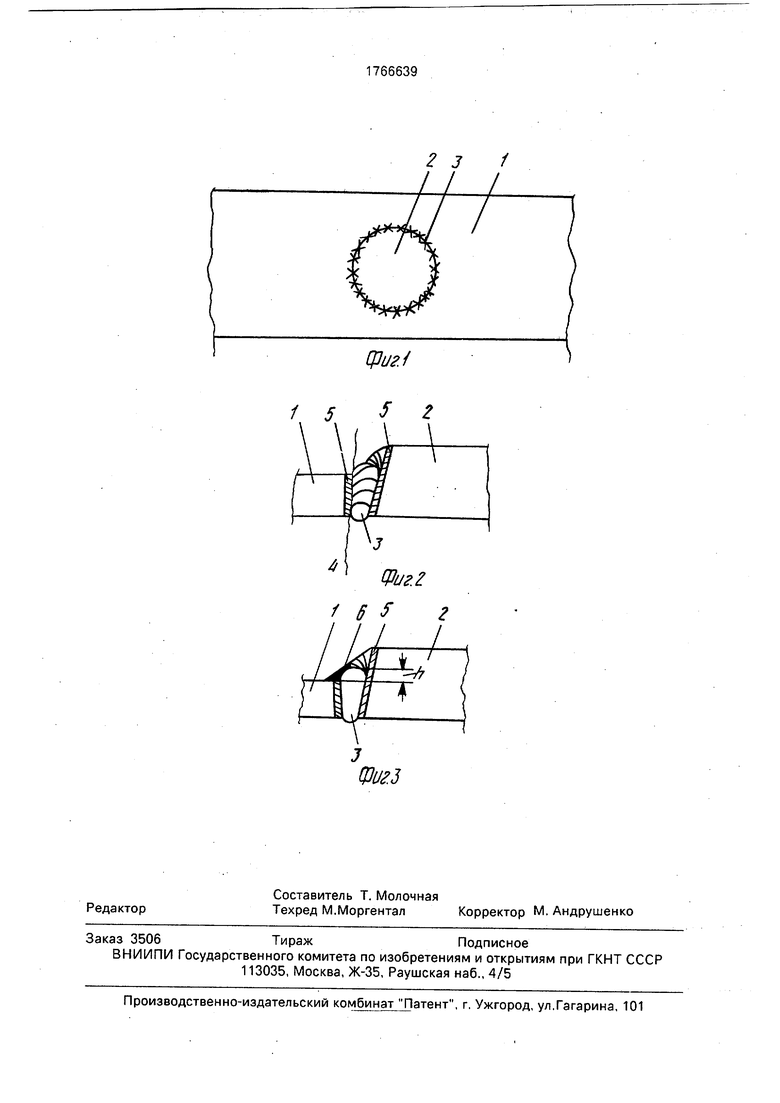
На фиг 3 изображено стыковое сварное соединение, отремонтированное предлагаемым способом (поперечное сечение). Наличие участка подплавления 6 позволяет, во- первых, осуществить переход к телу трубы более плавным, во-вторых, уйти от
структурного концентратора. С целью ликвидации возможности повышения уровня остаточных напряжений точки окончания сварки и наплавки располагают друг относительно друга на расстоянии, большем
максимальной величины зоны термического влияния сварочного процесса.
Пример. Для испытаний было взято три отрезка трубы0520х8 мм из стали 17ГС. В каждой трубе было вырезано
отверстие023 см, после чего была вварена аналогичная по форме вырезка трубы, но толщиной 11 мм. Максимальная величина зоны термического влияния 10 мм. На каждой трубе на торцах были вварены заглушки, а затем трубы испытывались повторно статическим внутренним давлением до разрушения. Частота нагружена - 1 цикл/мин. Результаты испытаний представлены в таблице.
Способ прост и не требует применения дополнительных затрат на его осуществление.
Формула изобретения Способ ремонта трубопровода, при котором вырезают дефектный участок круглой или овальной формы в трубе, устанавливают заплату, соответствующую по форме вырезанному участку, и приваривают ее в стык к трубе, отличающийся тем, что, с целью
повышения долговечности при эксплуатации отремонтированного участка трубопровода с увеличенной толщиной стенки, после выполнения стыкового сварного шва на его часть и прилегающий к нему участок трубы
наплавляют присадочный металл, а точки окончания сварки и наплавки располагают одну относительно другой на расстоянии, большем максимальной величины зоны термического влияния сварочного процесса.
г з f I I I
I
фиг/
5 Z
