.А
СО СХ5
о: ю
Фиг Л
Изобретение относится к технологии ма1пиностроения и может быть использовано при шлифовании в металлообрабатывающей промышленности.
Целью изобретения является повышение качества обработки за счет увеличения стойкости инструмента и исключения образования профиля на инструменте,, обратного профилю обрабатываемой поверхности, и, как следствие, уменьшение количества правок.
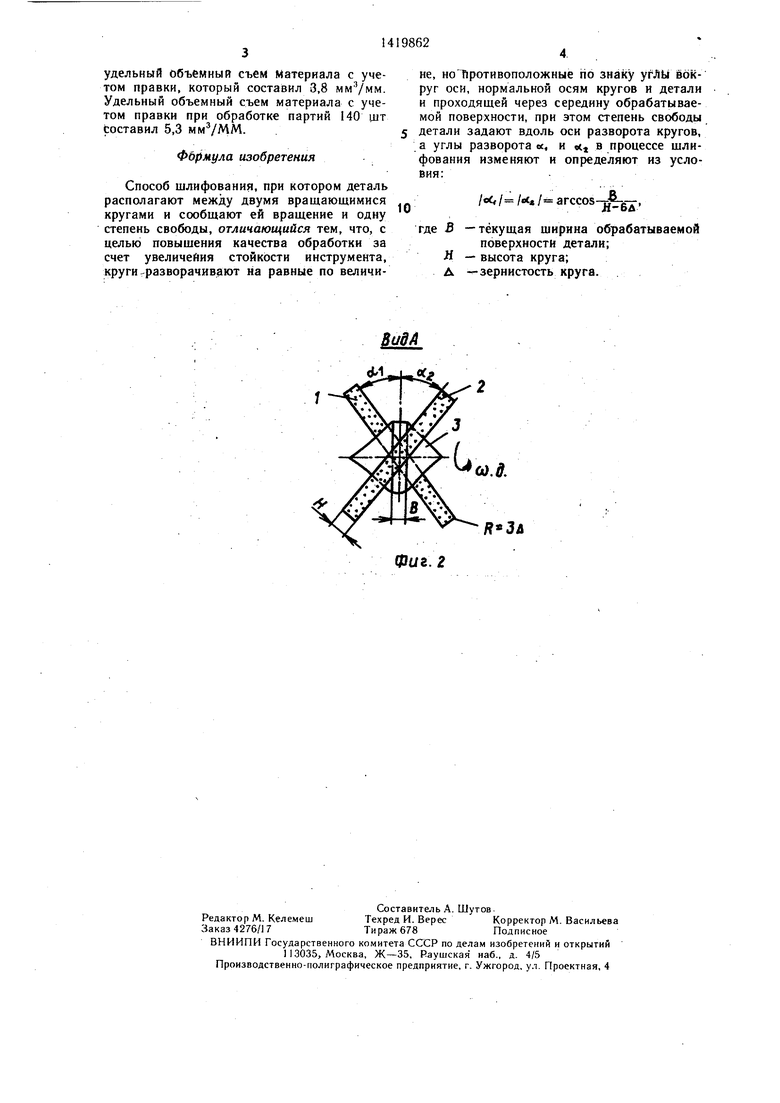
На фиг. I показана схема обработки согласно изобретению; на фиг. 2 - вид А на фиг. 1.;
Сущность способа состоит в следующем.
Разворот кругов 1 и 2 вокруг оси, проходяш.ей через ось круга и детали 3 и через середину обрабатываемой поверхности детали, обеспечивает полное перекрытие этой поверхности рабочей поверхностью круга.
При этом
В(Н-6Д)со5а,
где (Н-6 Д) - рабочая ширина круга, так как радиус его кромки равен З.Д; : Н - высота круга;
Д - зернистость круга,
а агссо5- 5д.
По мере увеличения ширины обрабатываемой поверхности изменяется и угол, исходя из первого соотношения. При чистовых режимах (выхаживания) угол а наименьший (лучше принять равным его нулю, т. е. ширина круга должна быть равна .
Таким образом, круг работает всей периферией. Что снижает необходимость правки для восстановления его профиля. Два круга развернуты на равные, но противоположные углы, в результате на обработанной поверхности риски от абразивных зерен этих кругов пересекаются под углом 2а, при этом каждый круг формирует для следующего сетку рисок, непараллельную действию зерен последнего круга. Поэтому облегчается процесс стружкообразовакия как за счет снижения пластического оттеснения металла при усилении действия СОЖ и окисных пленок, так и за счет неравномерной перенаклепанной текстуры обрабатываемой поверхности, что в итоге повышает стойкость инструмента.
Наличие у детали степени свободы вдоль оси разворота круга обеспечивает установление детали посередине между кругами и их одинаковые скорости съема и, следовательно, одинаковые глубины рисок и стойкости кругов.
Способ осуществляется следующим образом.
Выбирают круги с высотой, незначительно превышающей ширину обрабатываемой
цилиндрической поверхности детали (на 6- 50Д). Определяют закон изменения ширины шлифуемой поверхности в соответствии с принятой поперечной подачей и начальной - шириной. Исходя из последней ширины определяют угол разворота кругов, на который их и устанавливают. При шлифовании деталь устанавливают между круга- ; ми с возможностью перемещения вдоль оси разворота кругов, проходящей через середи ну обрабатываемой поверхности. Круги вращают и перемещают на вращающуюся деталь и по мере удаления припуска непрерывно изменяют угол разворота кругов, выдерживая приведенное соотношение.
с Если поперечное сечение удаляемого припуска несимметрично относительно нормали, проходящей посреди начальной щирины, кругам вместе с изменением угла разворота придают следящее движение вдоль оси детали для установления оси разворота
0 посреди шлифуемой поверхности. Правку кругов осуществляют при конечном угле разворота.; Способ можно применять для сощли- фовки кромок у пластин прямоугольного
- сечения и формирования режущих лезвий, установив последовательно два круга (по ходу подачи вдоль режущего лезвия). При шлифовании круги разворачивают вокруг нормали, проходящей через середину обрабатываемой поверхности (для чего кру.Q гам придают следящее движение перпендн- кулярнб вектору подачи) И непрерывно изменяют угол разворота каждого круга, выдерживая приведенное сооотнощение.
Пример. Обрабатывали детали - пробки ротаметра из стали 20X12 (140 шт) на
5 специальном станке кругами 24А40СМ1В7 (150X32X10) .без охлаждения. Скорость круга 30 м/с, поперечная подача 3 мм/мин. Начальная ширина обрабатываемой поверхности детали 5,2 мм, конечная 7,4 мм, припуск ,8 мм (в сечении симметрич ная трапеция).
Начальный угол разворота равен
( 5 а конечный угол разворота кругов равен
а агссоз() 13,2
При обработке вращают деталь между
кругами и перемещают вращающиеся круги
0 на деталь и разворачивают их вокруг
дополнительной оси, изменяя угол от 46,8
до 13,2° с постоянной скоростью
со 1ё1&г.Ш 149 град/мин,
5 После обработки 20 деталей производили правку круга алмазом в оправе, причем правка определялась затуплением круга. После обработки всей партии определен
удельный Объемный съем Материала с учетом правки, который составил 3,8 MMVMM. Удельный объемный съем материала с учетом правки при обработке партий 140 ат составил 5,3 мм VMM.
Формула изобретения
Способ шлифования, при котором деталь располагают между двумя вращающимися кругами и сообщают ей вращение и одну степень свободы, отличающийся тем, что, с целью повышения качества обработки за счет увеличейия стойкости инструмента, круги-разворачивают на равные по величи
не, но Противоположные по знаку угЛЫ iSbk- руг оси, нормальной осям кругов и детали и проходящей через середину обрабатываемой поверхности, при этом степень свободы детали задают вдоль оси разворота кругов, а углы разворота «, и «л, в процессе щли- фования изменяют и определяют из условия:
/с,,/ arccos-j g,
где В -текущая щирнна обрабатываемой
поверхности детали; Л - высота круга; Л - зернистость круга.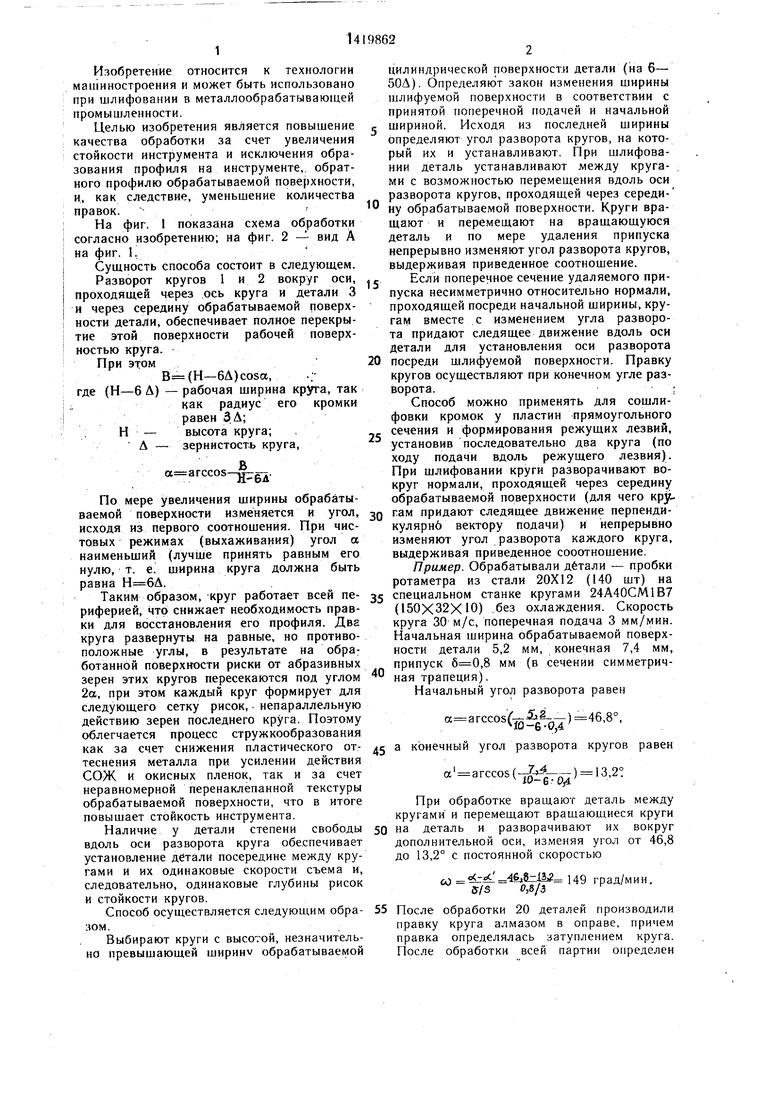
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ ВИНТОВ МНОГОНИТОЧНЫМ КРУГОМ | 1999 |
|
RU2165340C1 |
| ДИСКОВЫЙ ОДНОНИТОЧНЫЙ КРУГ ДЛЯ ШЛИФОВАНИЯ ВИНТОВ | 1999 |
|
RU2170655C1 |
| СПОСОБ ШЛИФОВАНИЯ ВИНТОВ ДИСКОВЫМ ОДНОНИТОЧНЫМ ШЛИФОВАЛЬНЫМ КРУГОМ | 1999 |
|
RU2176179C2 |
| СБОРНЫЙ МНОГОНИТОЧНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2167759C1 |
| САМОЦЕНТРИРУЮЩАЯ ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ВАЛОВ | 2002 |
|
RU2211134C1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2123925C1 |
| ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ВАЛОВ | 2002 |
|
RU2211133C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2348506C2 |
| СПОСОБ СОВМЕЩЕННОГО ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2150364C1 |
| СПОСОБ ШЛИФОВАНИЯ | 2012 |
|
RU2482952C1 |
Изобретение относится к шлифованию и может быть использовано на предприятиях металлообработки. Целью изобретения является noBbiuieHHe качества обработки за счет увеличения стойкости инструмента. Для этого способ шлифования осуществляют двумя враш.аю1цимися кругами I и 2, перемещаемыми относительно вращающейся детали 3, находящейся между ними, которые во время обработки разворачивают на равные по величине, но противоположные по знаку углы вокруг оси. проходящей нормально осям вращения кругов и детали через середину обрабатываемой поверхности и ей сообщают одну степень свободы вдоль оси разворота кругов, причем величину углов во время обработки непрерывно снижают, выдерживая следующее условие: (ai) (a2)arccos(B/(H-6л), где В - текущая ширина обрабатываемой поверхности детали; Н - высота круга; Д - зернистость круга. 2 ил.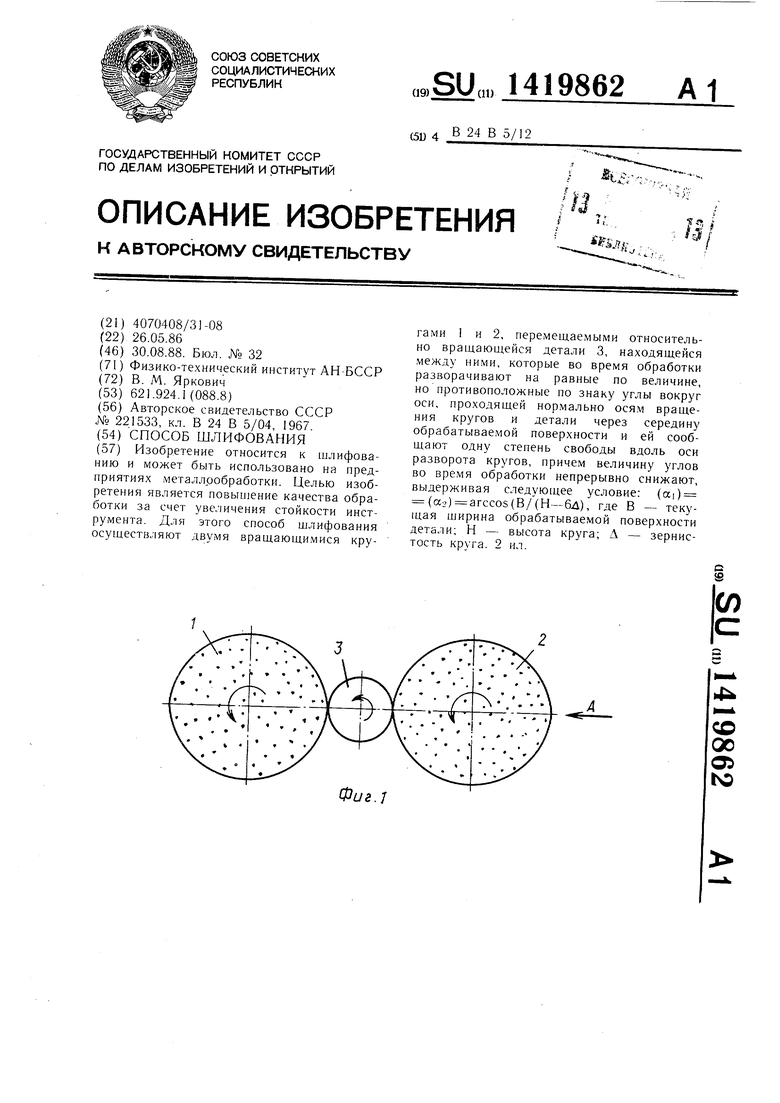
Фиг. 2
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
