5
4 СО
со
О СО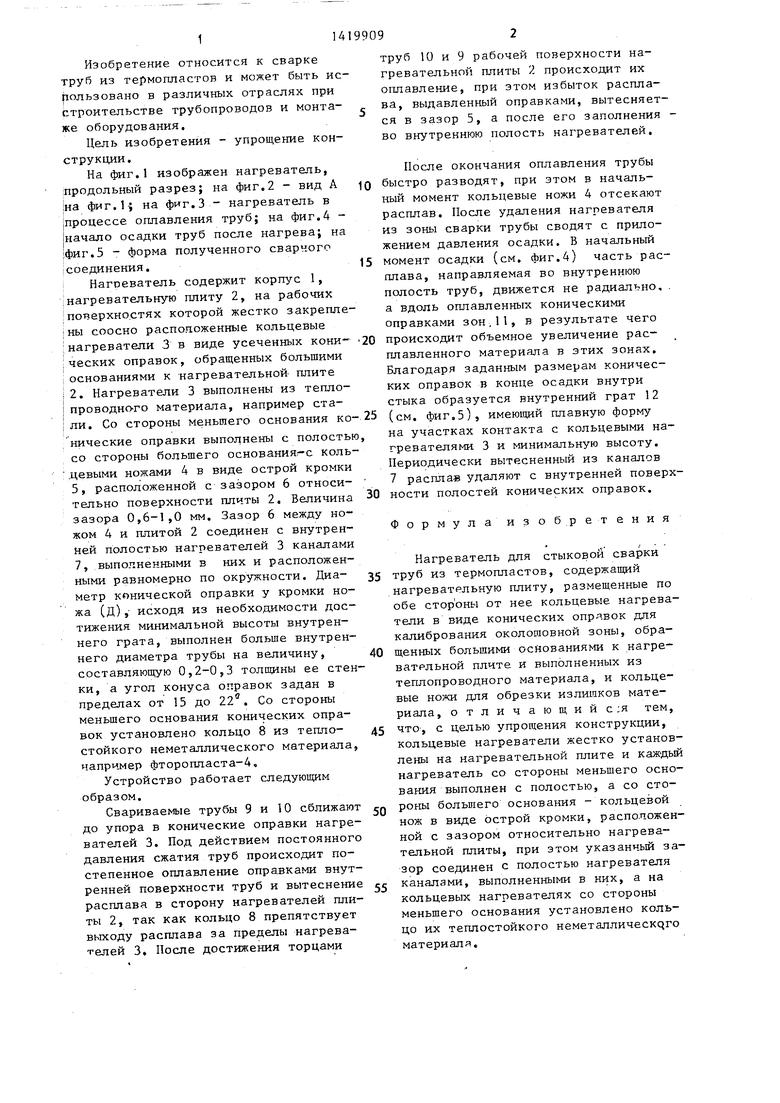
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для стыковой сварки труб из термопластов | 1980 |
|
SU1028516A1 |
| СПОСОБ РАДИАЛЬНОЙ СВАРКИ ТРЕНИЕМ ВРАЩЕНИЯ ТОНКОСТЕННЫХ ТРУБЧАТЫХ ДЕТАЛЕЙ ИЗ ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРОВ ВРАСТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2003 |
|
RU2223175C1 |
| Нагреватель для стыковой контактной сварки труб из термопластов | 1978 |
|
SU753663A1 |
| Способ стыковой сварки труб из термопластов | 1984 |
|
SU1219404A1 |
| Способ соединеия труб из термопластов и устройство для его осуществления | 1984 |
|
SU1206121A1 |
| СПОСОБ СВАРКИ ТЕРМОПЛАСТОВ И УСТРОЙСТВО ДЛЯ СВАРКИ ТЕРМОПЛАСТОВЫХ ЭЛЕМЕНТОВ | 2006 |
|
RU2312767C2 |
| Способ контактной сварки труб из термопластов | 1982 |
|
SU1098808A1 |
| Способ стыковой сварки деталей из термопластов | 1988 |
|
SU1558696A1 |
| Нагреватель для стыковой контактной сварки труб из термопластов | 1978 |
|
SU763121A1 |
| Устройство для контактной сварки термопластов | 1983 |
|
SU1337281A1 |
Изобретение относится к сварке встык трубки термопластов и может быть использовано в различных отраслях промышленности. Цель изобретения - упрощение конструкции. Дпя этого нагреватель, содержащий нагревательную плиту, на рабочих поверхностях которой соосно закреплены кольцевые на-., греватели 3 в виде усеченных конических оправок из теплопроводящего материала, обращенных одна к другой большими основаниями, выполнен со стороны большего основания конических оправок с кольцевым ножом 4.в виде острой кромки 5, расположенной с зазором относительно нагревательной плиты, образующим с ней кольцевую полость, соединенную каналами 7 с полостью конических оправок, которая выполнена со стороны меньших оснований оправок. На конических оправках со стороны меньшего основания установлено кольцо 8 из теплостойкого неметаллического материала, диаметр которого равен внутреннему диаметру трубы. 5 ил. (Л
Фи«. 1
Изобретение относится к сварке труб из термопластов и может быть использовано в различных отраслях при строительстве трубопроводов и монтаже оборудования.
Цель изобретения - упрощение конструкции.
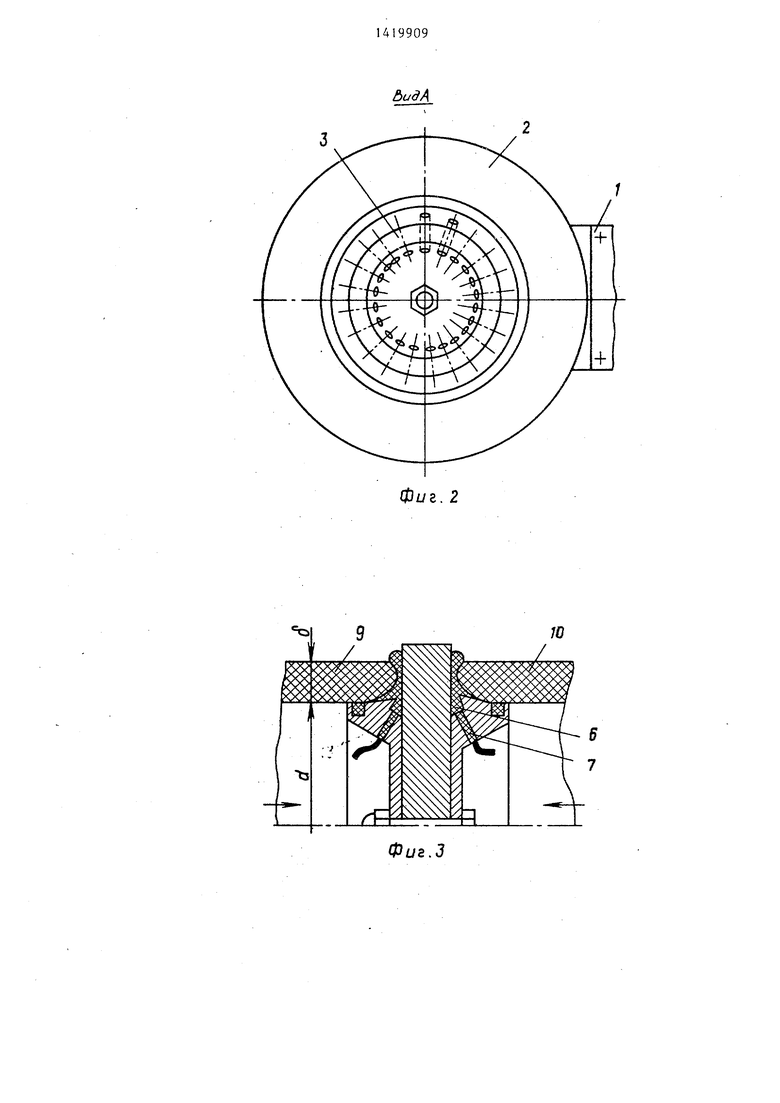
На фиг.1 изображен нагреватель, продольный разрез; на фиг.2 - вид А 1на фиг,1; на фиг.З - нагреватель в |процессе оплавления труб; на фиг.4 - 1начало осадки труб после нагрева; на 1ФИГ.5 - форма полученного сварного 1соединения.
Нагреватель содержит корпус 1, ;нагревательную плиту 2, на рабочих ;поверхностях которой жестко закрепле- 1ны соосно расположенные кольцевые нагреватели 3 в виде усеченных кони- ;ческих оправок, обращенных большими основаниями к нагревательной плите 2, Нагреватели 3 выполнены из тепло- I проводнаго материала, например статруб 10 и 9 рабочей поверхности нагревательной плиты 2 происходит их оплавление, при этом избыток расплава, выдавленный оправками, вытесняется в зазор 5, а после его заполнения - во внутреннюю полость нагревателей.
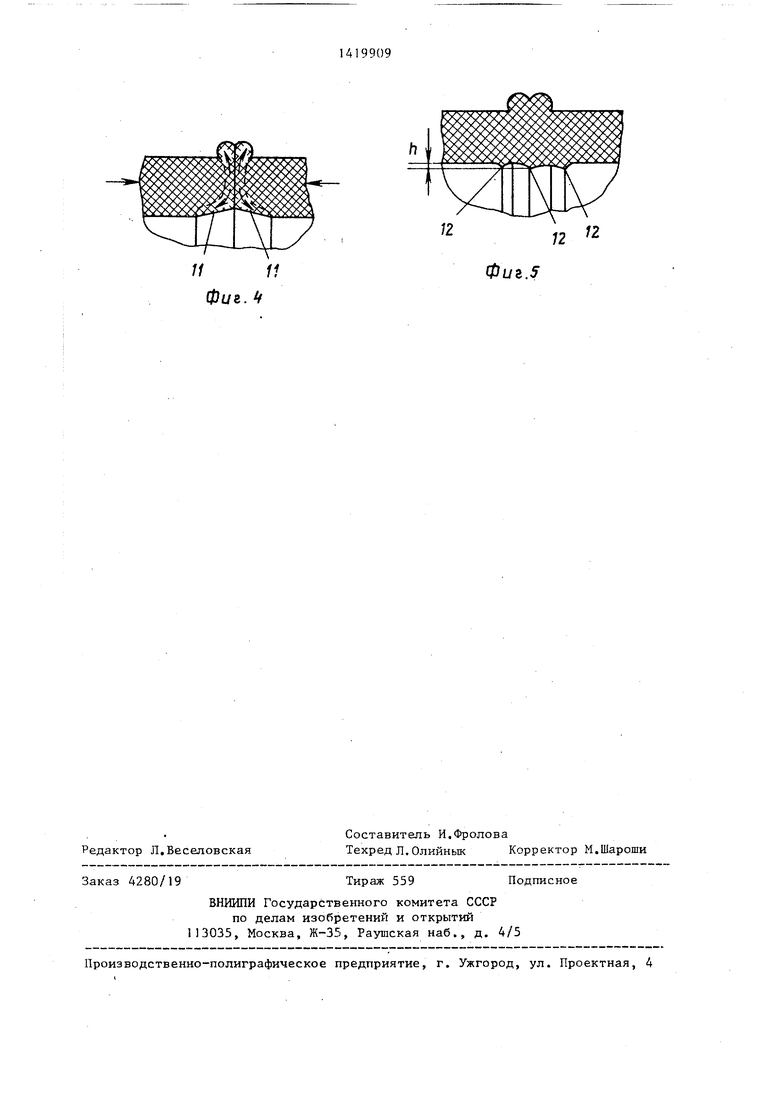
После окончания оплавления трубы JO быстро разводят, при этом в начальный момент кольцевые ножи 4 отсекают расплав. Носле удаления нагревателя из зонь: сварки трубы сводят с приложением давления осадки. В начальный 15 момент осадки (см. фиг.4) часть расплава, направляемая во внутреннюю полость труб, движется не радиалъно,. а вдоль оплавленных коническими оправками зон,П в результате чего 20 происходит объемное увеличение расплавленного материала в этих зонах. Благодаря заданным размерам конических оправок в конце осадки внутри стыка образуется внутренний грат 12
I ли. Со стороны меньшего основания ко-25 (см. фиг.З), имеющий плавную форму нические оправки выполнены с полостью, на участках контакта с кольцевыми нагревателями 3 и минимальную высоту. Периодически вытесненный из каналов 7 расплав удаляют с внутренней поверхности полостей конических оправок.
со стороны большего основания -с коль- евыми ножами 4 в виде острой кромки 5, расположенной с зазором 6 относи- тельно поверхности плиты 2. Величина 0 зазора 0,6-1,0 мм. Зазор 6 между ножом 4 и плитой 2 соединен с внутренней полостью нагревателей 3 каналами 7, выполненными в них и расположенными равномерно по окружности. Диа- jg метр конической оправки у кромки ножа (Д) , исходя из необходимости достижения минимальной высоты внутреннего грата, выполнен больше внутреннего диаметра трубы на величину,40 составляющую 0,2-0,3 толщины ее стенки, а угол конуса оправок задан в пределах от 15 до 22. Со стороны меньшего основания конических оправок установлено кольцо 8 из тепло- 45 стойкого неметаллического материала, например фторопласта-4.
Устройство работает следующим образом.
Свариваемые трубы 9 и 10 сближают сп до упора в конические оправки нагревателей 3. Под действием постоянного давления сжатия труб происходит постепенное оплавление оправками внутренней поверхности труб и вытеснение 55 расплава в сторону нагревателей плиты 2, так как кольцо 8 препятствует выходу расплава за пределы нагревателей 3. После достижения торцами
труб 10 и 9 рабочей поверхности нагревательной плиты 2 происходит их оплавление, при этом избыток расплава, выдавленный оправками, вытесняется в зазор 5, а после его заполнения во внутреннюю полость нагревателей.
После окончания оплавления трубы быстро разводят, при этом в начальный момент кольцевые ножи 4 отсекают расплав. Носле удаления нагревателя из зонь: сварки трубы сводят с приложением давления осадки. В начальный момент осадки (см. фиг.4) часть расплава, направляемая во внутреннюю полость труб, движется не радиалъно,. а вдоль оплавленных коническими оправками зон,П в результате чего происходит объемное увеличение расплавленного материала в этих зонах. Благодаря заданным размерам конических оправок в конце осадки внутри стыка образуется внутренний грат 12
гревателями 3 и минимальную высоту. Периодически вытесненный из каналов 7 расплав удаляют с внутренней поверхности полостей конических оправок.
Формулаизобре тения
Нагреватель для стыковой сварки труб из термопластов, содержащий .нагревательную плиту, размещенные по обе стороны от нее кольцевые нагреватели в виде конических оправок для калибрования околошовной зоны, обращенных большими основаниями к нагревательной плите и выполненных из теплопроводного материала, и кольцевые ножи для обрезки излишков материала, отличающийс;я тем, что-, с целью упрощения конструкции, кольцевые нагреватели жестко установлены на нагревательной плите и каждый нагреватель со стороны меньшего основания выполнен с полостью, а со стороны большего основания - кольцевой нож в виде острой кромки, расположенной с зазором относительно нагревательной плиты, при этом указанный зазор соединен с полостью нагревателя каналами, выполненными в них, а на кольцевых нагревателях со стороны меньшего основания установлено кольцо их теплостойкого неметаллическцго материала.
Фиг. 2
Фиг.З
Редактор Л.Веселовская
Составитель И.Фролова
Техред Л.Олийнык Корректор М.Шароши
Заказ 4280/19
Тираж 559
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Фиг.5
Подписное
| Способ контактной сварки труб из термопластов | 1982 |
|
SU1098808A1 |
| Солесос | 1922 |
|
SU29A1 |
