В известных электронагревательных вакуумных печах с применением безокислительного нагрева или нагрева в атмосфере инертного газа нагрев металла происходит длительное время без обеспечения высокого вакуума.
Для увеличения производительности предлагается печь, выполненная в виде сварного корпуса, на котором размещены все основные узлы и механизмы. С целью обеспечения выского вакуума тоннель печи сделан сварным, а внутри его расположены рельсы и цепной транспортер. Для осуществления в едином процессе пайки, отжига или плавки деталей при 1150° камера нагрева разделена на четыре зоны с расположенными в них нагревательными элементами, каждая из которых экранирована от корпуса набором металлических экранов. Шлюзовая камера печи может иметь наружную пневматическую дверку, внутреннюю крышку и два боковых винтовых толкателя с отдельными экранированными электромоторами.
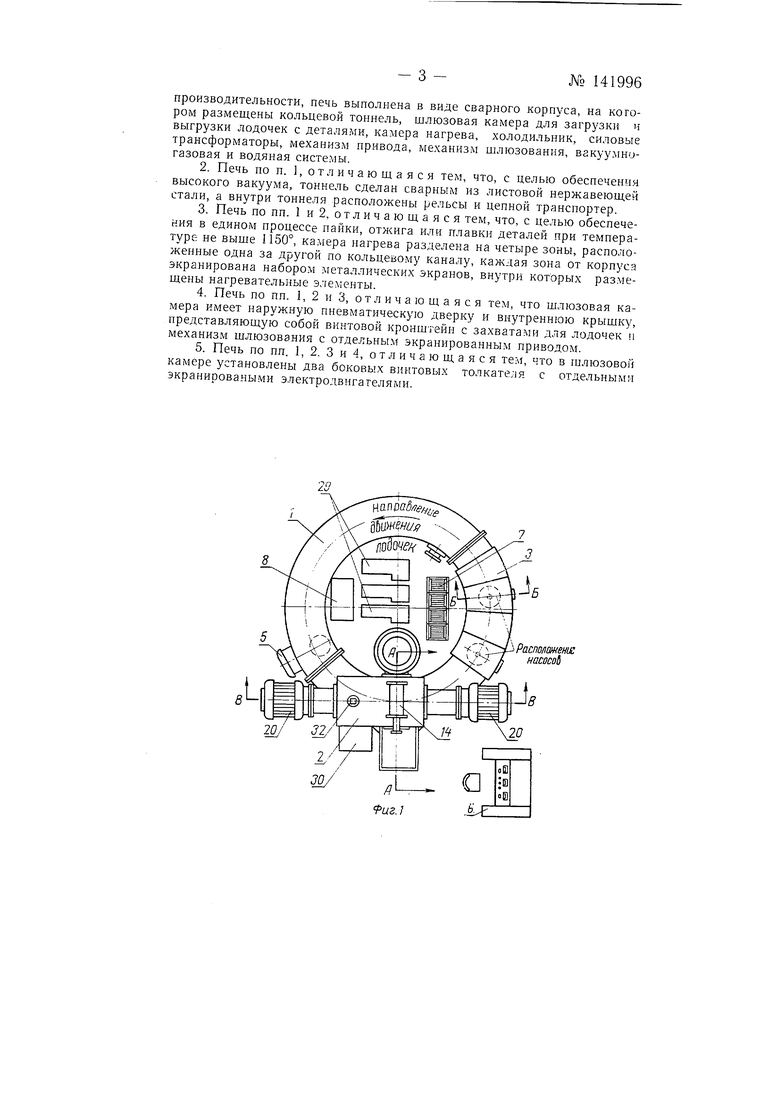
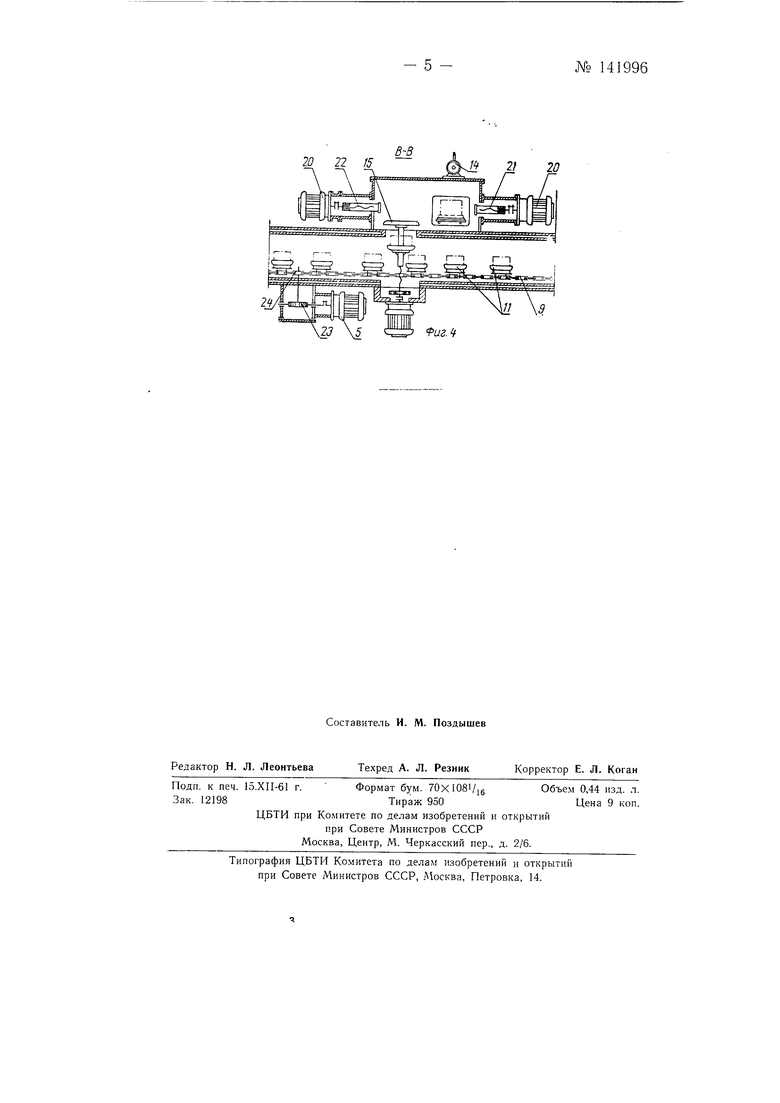
На фиг. 1 показана предлагаемая печь, вид сверху; на фиг. 2 дан разрез по А-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 1; на фиг. 4 - разрез по В-В на фиг. 1.
Печь представляет собой сварной металлический каркас, на котором размещены кольцевой тоннель /, щлюзовая камера 2, предназначенная для загрузки и выгрузки обрабатываемого материала, камера 3 нагрева, холодильник 4, механизм 5 привода, механизм шлюзования, вакуумно-газовая и водяная системы- Печь оборудована выносным пультом 6 контроля и автоматического управления. На каркасе расположены также силовые трансформаторы 7 с дросселя.ми и аппаратура 8 управлен;1я газо-водяными системами.
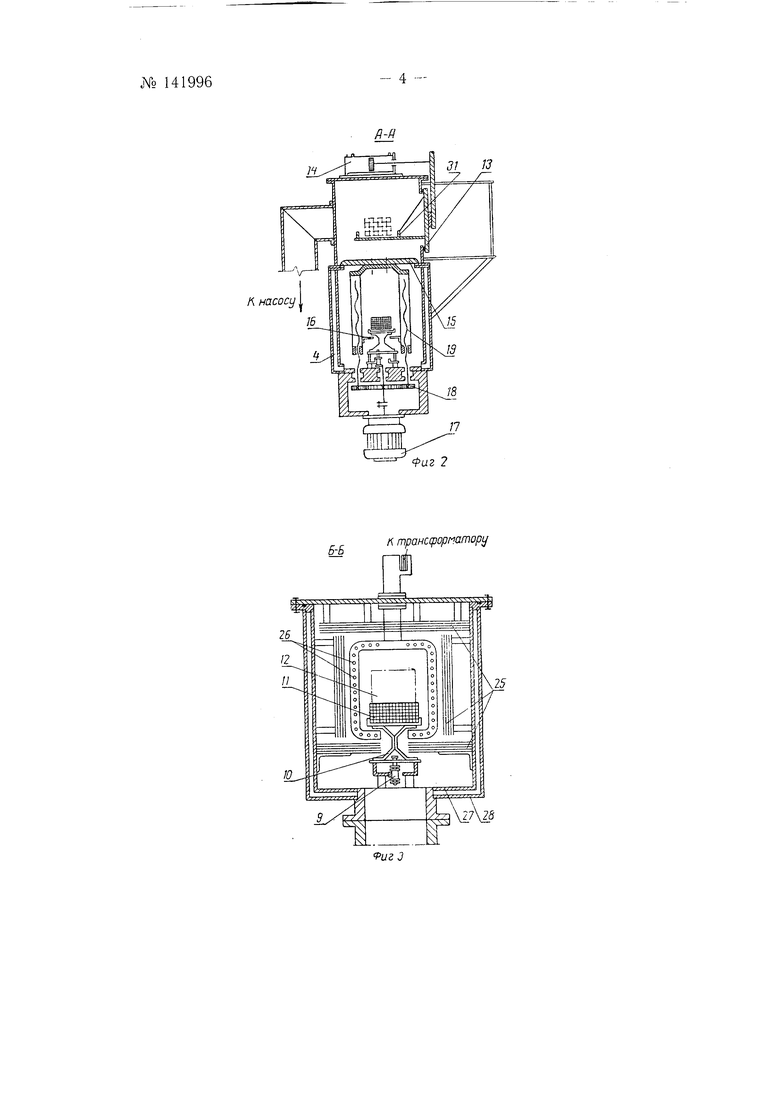
Кольцевой тоннель выполнен из двух равных половин, снабженных водяной рубашкой для охлаждения как в зоне нагрева, так и в зоне охлаждения. Внутри тоннеля расположены рельсы и цепной привод .9 фи№ 141996- 2 гурных p(j;j|f;TaBQK/ft, на которых располагаются лодочки 7/. В лодочки загружаются детали, отдельные узлы или материалы 12, подлежащие обрабртке и .печи; Загрузка и выгрузка лодочек с деталями производится qepei Ьдюзову с 2. Наружная дверка 13 шлюзовой камеры закрывается гфи иомогци пневматического цилиндра 14. Внутренняя крышка 15 шлшзотвай-камеры выполнена в виде винтового кронштейна с захватами 16 для лодочек. Захваты приводятся в действие от экранированного электродвигателя 17 через пару цилиндрических шестерен 18 и винты 19. На шлюзовой камере расположены два экранированных электродвигателя 20, приводяш,ие в действие винтовые толкатели 21 и 22. Подставки с лодочками перемеи1,аются но тоннелю посредством цепного привода 9, получаюшего врашепие от экранированного двигателя механизма 5 привода через червячный редуктор 23 и звездочку 24.
Камера 3 нагрева состоит из четырех независимых зон, расиоложенных последовательно одна за другой по кольцевому тоннелю. В каждой зоне, экранированной от корпуса набором металлических экранов 25, находится рабочее пространство нечи, в котором размешены нагревательные элементы, выполненные в виде стержней 26. Подача тепла к нагреваемым изделиям осуществляется излучением; температура и каждой зоне регулируется при помощи потенциометра.
Охлаждение обработанных деталей производится в кольцевом холодильнике 4. Охлаждающая вода проходит между корпусом 27 тоннеля и рубашкой 28 но спиральным каналам, последовательно охлаждая всю поверхность корпуса. Вакуумно-газовая система имеет панель с регулирующими и предохранительными клапанами и золотниками, трч форвакуумных насоса 29, два бустерных насоса и три паромасляных насоса. Бустерные насосы нредназначены для увеличения скорости откачки при больших газовыделениях. Уплотнение всех неподвижных соединений осуществляется при помощи прокладок из вакуумной резины. Смазка, применяемая для трущихся частей, приготавливается на основе дисульфит-молибдена.
Работа нечи заключается в следующем. Лодочка /7 с деталями 12 ставится на приемный стол 30 и вручную подается на кронщтейн 31 наружной дверки шлюзовой камеры, после чего включается автоматический цикл работы печи. Лодочки вводятся в шлюзовую камеру 2, дверка 13 закрывается и производится откачка камеры. Затем поднимается внутрення крыщка 15, и винтовой толкатель 27 переводит лодочку с кронщтейна дверки на захваты 16 и далее на подставку 10. Цепной привод 9, перемещаясь на один щаг, вводит лодочку с деталями в зону нагрева, где она нроходит весь цикл тепловой обработки.
Для разгрузки лодочка подается на захваты 16 крышки 15, которая поднимается, соединяя тоннель со шлюзовой камерой. Затем винтовой толкатель 22 проталкивает лодочку па кронштейн 31, после чего крышка 15 опускается и отсоединяет тоннель от шлюзовой камеры. Натекатель 32 доводит давление в шлюзовой камере до атмосферного, нарулсная дверка 13 открывается и лодочка выводится из камеры. Затем онэ вручную подается на приемный стол 30 и детали рассортировываются для дальнейшей обработкиПри работе печи на газовой среде схема работы та же, что и при вакуумной обработке, за исключением того, что высоковакуумная откачка заменяется продувкой газом соответствующих отделений печи.
Предмет изобретения
1. Полуавтоматическая вакуумно-газовая печь карусельного типа непрерывного действия с водяным охлаждением, с общим выносным пультом управления, отличающаяся тем, что, с целью увеличения
производительности, печь выполнена в виде сварного корпуса, на котором размещены кольцевой тоннель, шлюзовая камера для загрузки ч выгрузки лодочек с деталями, камера нагрева, холодильник, силовые трансформаторы, механизм привода, механизм шлюзования, вакуумиогазовая и водяная системы.
2.Печь по п. 1, отличающаяся тем, что, с целью обеспечения высокого вакуума, тоннель сделан сварным из листовой нержавеющей стали, а внутри тоннеля расположены рельсы и цепной транспортер.
3.Печь по пп. 1 и 2, отличающаяся тем, что, с целью обеспечения в едином процессе пайки, или плавки деталей при температуре не выше 1150°, камера нагрева разделена на четыре зоны, расположенные одна за другой по кольцево.му каналу, каждая зона от корпуса экранирована набором металлических экранов, внутри которых размещены нагревательные элементы.
4.Печь по пп. 1, 2 и 3, отличающаяся тем, что шлюзовая камера имеет наружную пневматическую дверку и внутреннюю крыщку, представляющую собой винтовой кронштейн с захватами для лодочек и механизм шлюзования с отдельным экранированным приводом.
5.Печь по пп. 1, 2. 3 и 4, отличающаяся тем, что в шлюзовой камере установлены два боковых винтовых толкателя с отдельными экранироваными электродвигателями.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вакуумная трубчатая печь сопротивления | 1973 |
|
SU465271A1 |
| Вакуумная проходная электропечь | 1981 |
|
SU1008597A1 |
| Вакуумная проходная электропечь | 1979 |
|
SU836472A1 |
| Загрузочное устройство электропечи | 1977 |
|
SU720040A1 |
| Устройство для получения крупногабаритных отливок с направленной и монокристаллической структурой | 2020 |
|
RU2754215C1 |
| Автоматическая линия изготовления изделий металлических порошков | 1976 |
|
SU576159A1 |
| Установка для высокотемпературнойпАйКи | 1979 |
|
SU837649A1 |
| УСТРОЙСТВО ДЛЯ ШЛЮЗОВАНИЯ | 1998 |
|
RU2133521C1 |
| Безмуфельный агрегат | 1990 |
|
SU1770705A1 |
| Установка для спекания ферритов | 1980 |
|
SU973237A1 |
PacmoweHte насосов
л насосу
31 13
Фиг 2
К mpanccpopnamopLi
W 2) 20
fUZ.f
