ю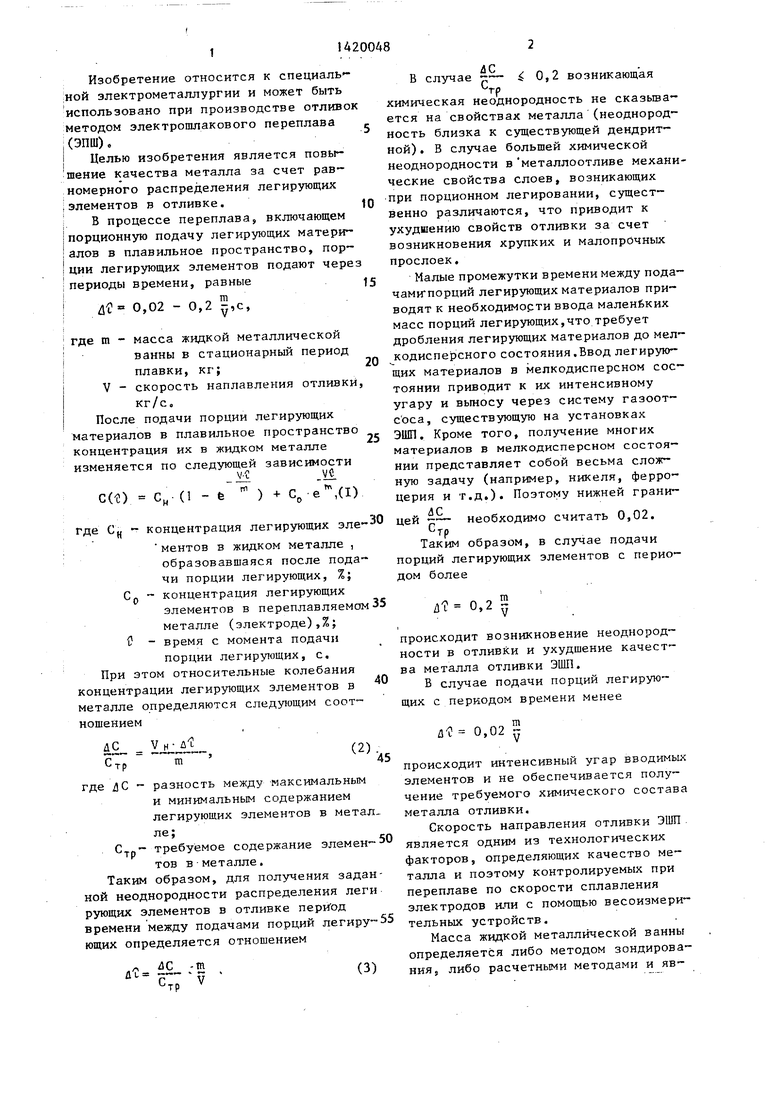
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНЫХ СЛИТКОВ ЭЛЕКТРОШЛАКОВЫМ ПЕРЕПЛАВОМ | 1999 |
|
RU2163269C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНЫХ СЛИТКОВ ЭЛЕКТРОШЛАКОВЫМ ПЕРЕПЛАВОМ | 2002 |
|
RU2233341C2 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНЫХ СЛИТКОВ ЭЛЕКТРОШЛАКОВЫМ ПЕРЕПЛАВОМ | 2002 |
|
RU2242526C2 |
| СПОСОБ ЛЕГИРОВАНИЯ СТАЛЕЙ И СПЛАВОВ В ПРОЦЕССЕ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА | 2007 |
|
RU2355790C2 |
| СПОСОБ ПРОИЗВОДСТВА ВАЛЬЦА | 1993 |
|
RU2032754C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНЫХ СЛИТКОВ | 2013 |
|
RU2567408C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА | 2007 |
|
RU2371491C2 |
| ПЕЧЬ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА С ПОЛЫМ НЕРАСХОДУЕМЫМ ЭЛЕКТРОДОМ | 2015 |
|
RU2603409C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА НЕКОМПАКТНЫХ МАТЕРИАЛОВ | 1989 |
|
SU1739653A1 |
| СПОСОБ ПОЛУЧЕНИЯ РАСХОДУЕМЫХ ЭЛЕКТРОДОВ | 2004 |
|
RU2260065C1 |
Изобретение относится к специальной электрометаллургии и может быть использовано при производстве отливок методом электропшакового переплава. Целью изобретения является повышение качества металла за счет обеспечения равномерного распределения легирующих элементов в отливке при порционной подаче их в плавильное пространство. В процессе переплава порции легирующих элементов подают через периоды времени, равные Л 1 0,02- 0,2 m/V, где m - масса жидкой металлической ванны в стационарный период плавки, кг: V - скорость наплавления отливки, кг/с. 2 табл. (О
о
4;
00
Изобретение относится к специаль :ной электрометаллургии и может быть использовано при производстве отливо методом электрошлакового переплава |(ЭПШ),
I Целью изобретения является повы- шение к ачества металла за счет равномерного распределения легирующих ;элементов в отливке.
: В процессе переплава, включающем I порционную подачу легирующих матери Iалов в плавильное пространство, пор- 1 ции легирующих элементов подают чере I периоды времени, равные
i Л1 0,02 - 0,2 ,с.
где m - масса жидкой металлической ванны в стационарный период плавки, кг; V - скорость наплавления отливки,
кг/с«
После подачи порции легирующих материалов в плавильное пространство концентрация их в жидком металле
изменяется по следующей зависимости
Va VC.
C(1;) с, (1 - fe ) + ,()
где С ц - концентрация легирующих эле ментов в жидком металле , образовавшаяся после подачи порции легирующих, %; концентрация легирующих элементов в переплавляемом металле (электроде),%; время с момента подачи порции легирующих, с. При этом относительные колебания концентрации легирующих элементов в металле определяются следующим соотношением
С. Z
V н- Д ь
(2) ..
,„50
ДС
сТр га -- 45
где ЛС - разность между -максимальным и минимальным содержанием легирующих элементов в метал, ле;
требуемое содержание элементов в-металле.
Таким образом, для получения заданной неоднородности распределения леги рующих элементов в отливке пери од времени между подачами порций легиру™55 ющих определяется отношением
лс
с
тр
-т V
Q
з 5
20
25
,
35 40
..
А Р
в случае - 0,2 возникающая
Tf
химическая неоднородность не сказьша- ется на свойствах металла (неоднородность близка к существующей дендритной) . В случае больщей химической неоднородности в металлоотливе механические свойства слоев, возникающих при порционном легировании, существенно различаются, что приводит к ухудшению свойств отливки за счет возникновения хрупких и малопрочных прослоек.
Малые промежутки времени между пода- чами порций легирующих материалов приводят к необходимости ввода маленьких масс порций легирующих,что требует дробления легирующих материалов до мел- кодиспер1сного состояния,Ввод легирующих материалов в мелкодисперсном состоянии приводит к их интенсивному угару и выносу через систему газоот- с оса, существующую на установках ЭШП. Кроме того, получение многих материалов в мелкодисперсном состоянии представляет собой весьма сложную задачу (например, никеля, ферро- церия и т.д.). Поэтому нижней грани-
Л С
цей -- необходимо считать 0,02.
тр Таким образом, в случае подачи
порций легирующих элементов с периодом более
,22
происходит возникновение неоднородности в отливКи и ухудшение качества металла отливки ЭШП.
В случае подачи порций легирующих с периодом времени менее
m
45
й 0,02
происходит интенсивный угар вводимых элементов и не обеспечивается получение требуемого химического состава металла отливки.
Скорость направления отливки ЭШП является одним из технологических факторов, определяющих качество металла и поэтому контролируемых при переплаве по скорости сплавления электродов или с помощью весоизмерительных устройств.
Масса жидкой металлической ванны определяется либо методом зондирования, либо расчетными методами и является известной величиной для заданных параметров плавки. В случае обычного постоянства поддерживаемых режимов она практически не меняется от плавки к плавке.
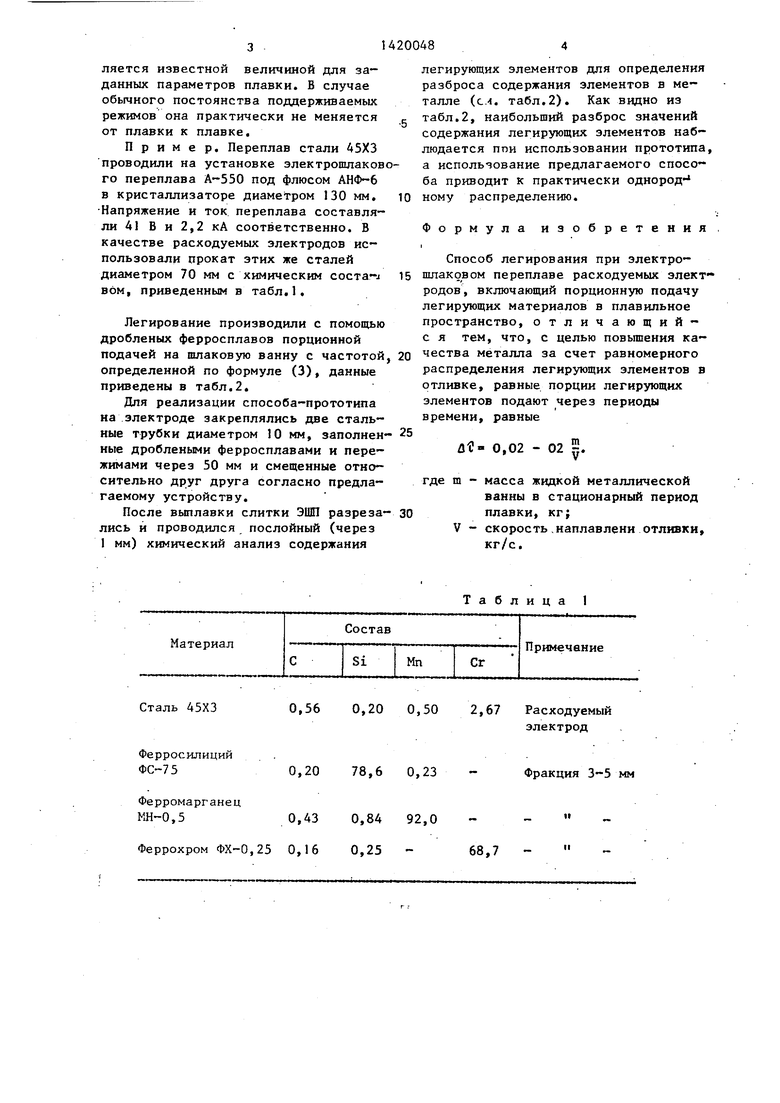
Пример. Переплав стали 45X3 проводили на установке электрошлакового переплава А--550 под флюсом в кристаллизаторе диаметром 130 мм. Напряжение и ток переплава составляли 41 В и 2,2 кА соответственно. В качестве расходуемых электродов использовали прокат зтих же сталей диаметром 70 мм с химическим соста-j вом, приведенным в табл..
Легирование производили с помощью дробленых ферросплавов порционной
10
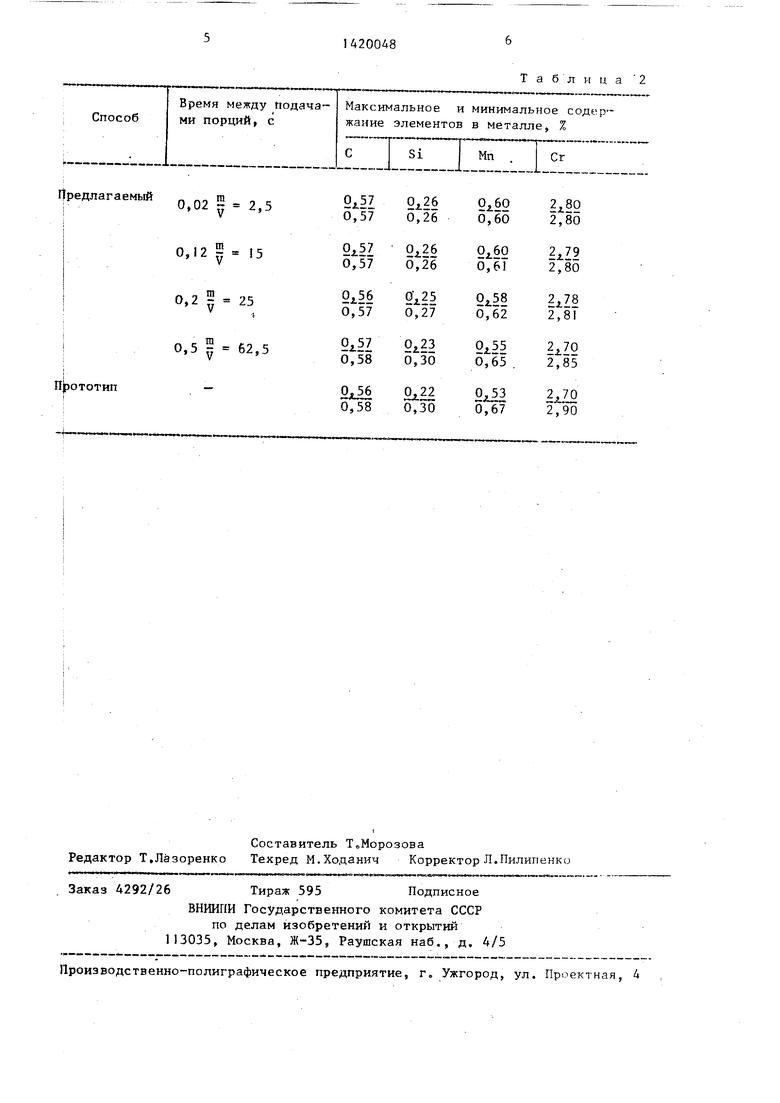
легирующих элементов для определения разброса содержания элементов в металле (чл. табл.2). Как видно из табл.2, наибольший разброс значений содержания легирующих элементов наблюдается ппи использовании прототипа а использование предлагаемого способа приводит к практически однород- ному распределению.
Формула изобретения
Способ легирования при электро- 15 шлаковом переплаве расходуемых элект родов, включающий порционную подачу легирующих материалов в плавильное пространство, отличающий- с я тем, что, с целью повьш1ения каподачей на шлаковую ванну с частотой, 20 чества металла за счет равномерного
определенной по формуле (3), данные приведены в табл.2.
Дпя реализации способа-прототипа на электроде закреплялись две стальные трубки диаметром 10 мм, заполнен- 25 ные дроблеными ферросплавами и пережимами через 50 мм и смещенные относительно друг друга согласно предлагаемому устройству.
После вьтлавки слитки ЭШП разреза- 30 лись и проводился, послойный (через 1 мм) химический анализ содержания
распределения легирующих элементов в отливке, равные порции легирующих элементов подают через периоды времени, равные
m
ai) 0,02 - 02 .
где m - масса жидкой металлической ванны в стационарный период плавки, кг;
V - скорость.наплавлени отливки, кг/с.
Сталь 45X3
0,56 0,20 0,50
Ферросилиций ФС-75
Ферромарганец МН-0,5
Феррохром ФХ-0,25
легирующих элементов для определения разброса содержания элементов в металле (чл. табл.2). Как видно из табл.2, наибольший разброс значений содержания легирующих элементов наблюдается ппи использовании прототипа, а использование предлагаемого способа приводит к практически однород- ному распределению.
Формула изобретения
Способ легирования при электро- шлаковом переплаве расходуемых элект родов, включающий порционную подачу легирующих материалов в плавильное пространство, отличающий- с я тем, что, с целью повьш1ения качества металла за счет равномерного
распределения легирующих элементов в отливке, равные порции легирующих элементов подают через периоды времени, равные
m
ai) 0,02 - 02 .
где m - масса жидкой металлической ванны в стационарный период плавки, кг;
V - скорость.наплавлени отливки, кг/с.
Таблица 1
2,67 Расходуемый электрод
0,23
92,0
Фракция 3-5 мм
68,7 Таблица 2
| Аношкин Н.Ф | |||
| Зональная химичес кая неоднородность слитков | |||
| М.: Металлургия, 1976, с.240 | |||
| Электрод для электрошлакового переплава | 1971 |
|
SU403369A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
