Известен способ производства H3fleviHfl из термореактивных пластмасс 3 самозапирающихся пресс-формах с применением конвейера для их передвижения.
Предлагается поточный беспрессовый способ производства изделий из полиметилметакрилата, заключающийся в том, что изделия в специальных пресс-формах с зажимными устройствами поступают в нагревательную туннельную печь. После придания пластмассе вязкотекучего состояния пресс-форма по конвейеру поступает з холодильную камеру для охлаждения.
Новым в предложенном способе является разогрев и последующее отверждение полимермономерной смеси в специальных пресс-формах в туннельной печи и охладительной камере, что позволяет механизировать процесс и значительно сократить производственные площади, так как уменьшится количество необходимых для нагрева и охлаждения прессов.
Применение предлагаемого способа позволяет организовать замкнутую непрерывную поточную линию производства изделий из палиметилметакрилата.
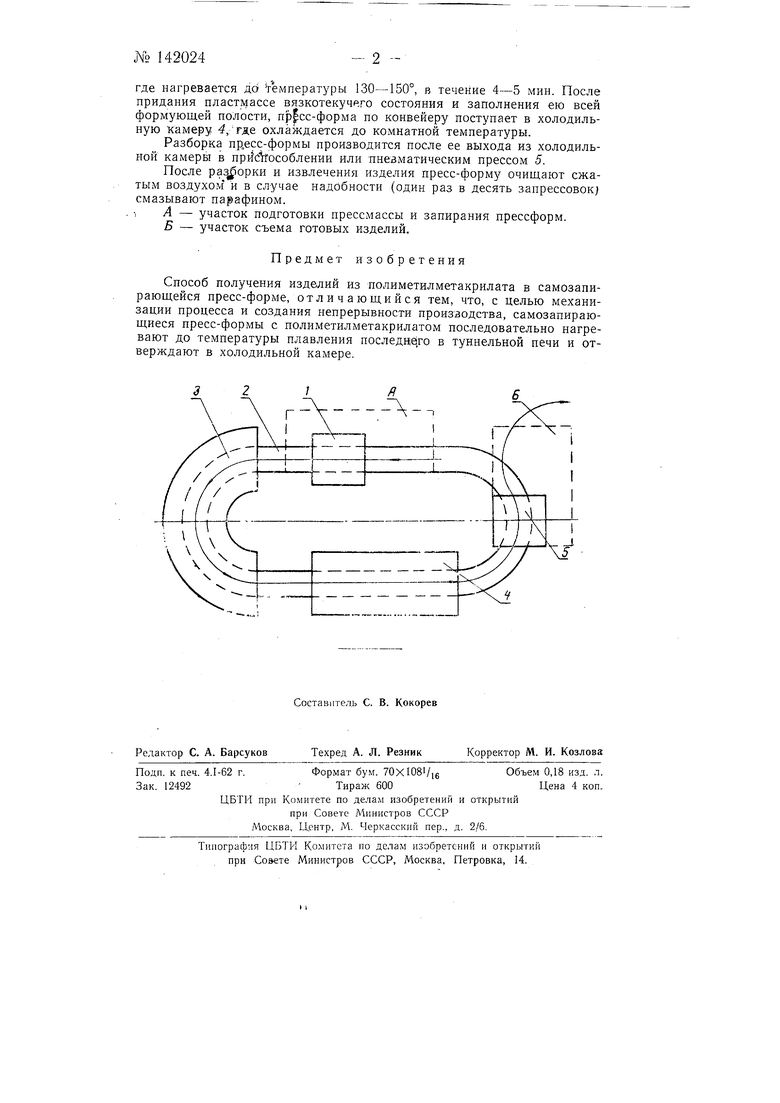
На чертеже представлена технологическая схема беспрессового способа произзодства изделий из полиметилметакрилата,
Полимермономерная смесь, состоящая из 60-70% порошкообразного полиметилметакрилата и 30-40% метилметакри.лата (мономера), приготовленная известным методом, загружается в пресс-офрму специальной конструкции с зажимным приспособлением, обеспечивающи.м выжимание из пресс-формы избытка пластмассы, что гарантирует получение одинаковой толщины. Запирание пресс-форм производится на прессе /.
Заполненная пластмассой пресс-форма по непрерывно действующему конвейеру 2 поступает в туннельную нагреза1-ельную печь ,
где нагревается дд гемпературы 130-150°, в течение 4-5 мин. После придания пластмассе вязкотекучего состояния и заполнения ею всей формующей полости, пр|сс-форма по конвейеру поступает в холодильную камеру .е охлаждается до комнатной температуры.
Разборка пр,есс-формы производится после ее выхода из холодильной камеры в прйс1гособлении или пневматическим прессом 5.
После разборки и извлечения изделия пресс-форму очищают сжатым воздухом и в случае надобности (один раз в десять запрессовок смазывают парафином.
А - участок подготовки прессмассы и запирания прессформ.
Б - участок съема готовых изделий.
Предмет изобретения
Способ получения изделий из полиметилметакрилата в самозапирающейся пресс-форме, отличающийся тем, что, с целью механизации процесса и создания непрерывности производства, самозапирающиеся пресс-формы с полиметилметакрилатом последовательно нагревают до температуры плавления последцйго в туннельной печи и отверждают в холодильной камере.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ, ОБЖИГОВАЯ МНОГОЩЕЛЕВАЯ ШАХТНАЯ ПЕЧЬ ДЛЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И СУШИЛЬНАЯ КАМЕРА ДЛЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2046708C1 |
| Способ изготовления абразивного инструмента на органической связке | 1958 |
|
SU123864A1 |
| ДВУХУРОВНЕВАЯ ПИЩЕВАЯ СИСТЕМА ДЛЯ ПОЭТАПНОГО ПРОИЗВОДСТВА БЛЮД РЕСТОРАННОГО ТИПА | 2020 |
|
RU2768885C1 |
| СПОСОБ НАГРЕВА ПИЩЕВЫХ ШТУЧНЫХ ПОЛУФАБРИКАТОВ, ДВИЖУЩИХСЯ ПРЯМОЛИНЕЙНО НА КОНВЕЙЕРЕ | 2010 |
|
RU2430630C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ЛИНИИ ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 2007 |
|
RU2338701C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ПРОИЗВОДСТВУ КЕРАМИЧЕСКОЙ ЧЕРЕПИЦЫ | 1993 |
|
RU2046707C1 |
| Способ заделки дефектов в отливках | 1957 |
|
SU114625A1 |
| СПОСОБ СУШКИ ИЗДЕЛИЙ | 1999 |
|
RU2168125C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ ЛИНИИ ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 2007 |
|
RU2339590C1 |
| Поточная линия для производства дренажных раструбных труб | 1983 |
|
SU1079456A1 |
