Известны системы программного управления металочорежущими станками, содержандие реверсивный многоразрядный счетчик, двоичный делитель, клапаны и переключатели. Однако такие системы не обеспечивают автоматического регулирования скорости обработки.
В описываемой системе для автоматического регулирования скорости обработки на отдельных участках обрабатываемого контура применено вычислительное устройство. Исходными параметрами этого устройства являются заданная скорость обработки, дл-ина рабочего участка и длина участка торможения, вводимые в регистры вычислительного устройства.
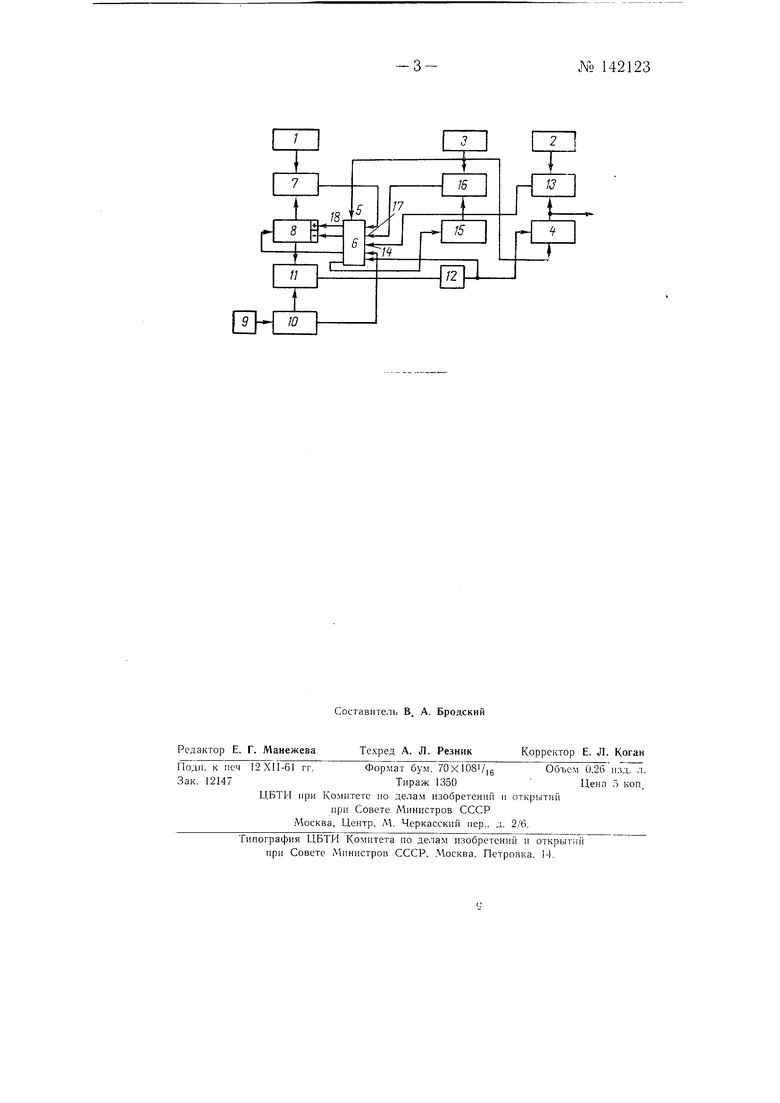
На чертеже изображена блок-схема вычислительного устройства.
Система программного управления металлорежущими станками состоит «3 вычислительного устройства и устройства для передачи команд исполнительным органам станка.
Заданная скорость обработки вводится в регистр / вычислительного устройства, длина рабочего участка вводится в регистр 2 и длина участка торможения, рассчитываемая путем ручного или маш инного программирования, вводится в регистр 3 и одновременно в двоичный делитель 4. При этом импульс, фиксирующий наличие числа, введенного в регистр 3, подается на вход 5 переключателя 6 и коммутирует его соответствующим образом. Регистр 1 подключен к схеме 7 совпадения, к которой подключен также реверсивный многоразрядный счетчик 8.
В момент начала обработки в младщий разряд счетчика 5 заносится «1, соответствующая минимальной скорости обработки, а сам счетчик 8 включается на сложение. Одновременно импульсы максимальной частоты с генератора 9 поступают к делителю 10, подключенному поразрядно к клапанам 11, связанным со счетчиком 8. Единина, находящаяся в младшем разряде 8, открывает младший разряд клапанов 11,
142123- 2 -
после чего имгеульсй-мйЕшмальной частоты с младшего разряда делителя 10 поггадают на сборку 12. Импульсы с делителя 10 через переключатель 6 подаются набход: счетчика 8. С этого момента начинается разгон на участке обработки, длина которого определяется автоматически. В результате перехода .первого импульса с делителя 10 в счетчик 5 в последнем фиксируе г& «2, при этом происходит соответствующее переключение клапанов 11 и увеличение частоты импульсов, выходящих со сборки 12, которое будет происходить до тех пор, пока число, фиксирующееся в счетчике 8, ие станет равным числу, введенному в регистр /, В момент, когда наступит равенство этих чисел, со схемы 7 совпадения выходит запрещающий импульс, который подается на переключатель 6, прекращая подачу импульсов от делителя 10 в счетчик 8. При этом со сборки 12 выходят импульсы с частотой, определяемой заданной скоростью обработки.
Эти импульсы подаются в делитель 4 и на переключатель 6. При равенстве числа, фиксируемого в делителе 4, с числом, введенным в регистр 2, со схемы 13 совпадения выходит запрещающий импульс, который подается на вход 14 переключателя 6, подключая сборку 12 к счетчику 15, включая счетчик 8 на вычитание и подключая к нему делитель W. В результате частота импульсов, выходящих со сборки 12, начинает падать, и скорость обработки соответственно уменьшается. Начинается участок торможения. При совпадении числа, фиксируемого в счетчике 15, с числом, введенным в регистр 3, со схемы 16 совпадения выдается , фиксирующий окончание обработки заданного участка. Этот импульс поступает на вход 17 переключателя 6, включает счетчик 8 на сложение и разъединяет сборку 12 от счетчика 15. Этот же импульс, выйдя по каналу 18 переключателя 6, обеспечивает стирание старой информации и ввод новой, аналогичной ранее введенной, но относящейся к следующему обрабатываемому участку.
Описываемая система позволяет упростить управление работой станков и увеличить их производительность за счет ведения обработки на максимальных скоростях, определяемых технологическими соображениями.
Предмет изобретения
Система программного управления металлорежущими станками, содержащая реверсивный многоразрядный счетчик, двоичный делитель, клапаны и переключатели, отличающаяся тем,-что для обеспечения автоматического регулирования скорости обработки на отдельных участках обрабатываемого контура в ней применено вычислительное устройство, исходными параметрами которого являются заданная скорость обработки, длина рабочего участка и длина участка торможен-ия, вводимые в регистры вычислительного устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНТЕРПОЛЯТОР | 1970 |
|
SU272415A1 |
| Цифровое вычислительное устройство | 1958 |
|
SU120043A1 |
| УСТРОЙСТВО ДЛЯ ЗАДАНИЯ УСКОРЕНИЯ ДВИГАТЕЛЯ В СИСТЕМАХ ЦИФРОВОГО ПРОГРАММНОГО УПРАВЛЕНИЯСТАНКАМИ | 1969 |
|
SU234755A1 |
| Устройство для управления разгоном и торможением исполнительного двигателя станка | 1981 |
|
SU1062646A1 |
| Устройство для программного управления скоростью подачи | 1982 |
|
SU1067473A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ СТАНКОМ | 2009 |
|
RU2420776C1 |
| ФУНКЦИОНАЛЬНЫЙ ПРЕОБРАЗОВАТЕЛЬ | 1973 |
|
SU364938A1 |
| Устройство для управления многокоординатным оборудованием | 1987 |
|
SU1427334A1 |
| Устройство для управления станком | 1981 |
|
SU970322A1 |
| Устройство для управления разгономи ТОРМОжЕНиЕМ иСпОлНиТЕльНОгО дВигАТЕля | 1978 |
|
SU798727A1 |