Известны электромеханические системы цифрового программного управления перемещением исиолиительных органов металлорежуи;их станков.
Предлагаемая электромеханическая сиетема цифрового программного управления перемещением исполнительного органа металлорежущнх станков отличается тем, что в ней применен датчик рассогласования по положению исполнительного органа, который управляется от задающего элемента сигналами, иоступающими через шаговый двигатель на виит коитроля положения, н выдает сигналы на включение электромагнитиых муфт. Тем самым повышается точпость и надежность системы и предоставляется возможность нспользоваиия ее в станках с электромагнитными муфтами в ириБОде исиолинтельного органа.
Для повышения скорости перемещения иснолиительного органа его привод выполнен регулируемым по скорости от задающего элемента.
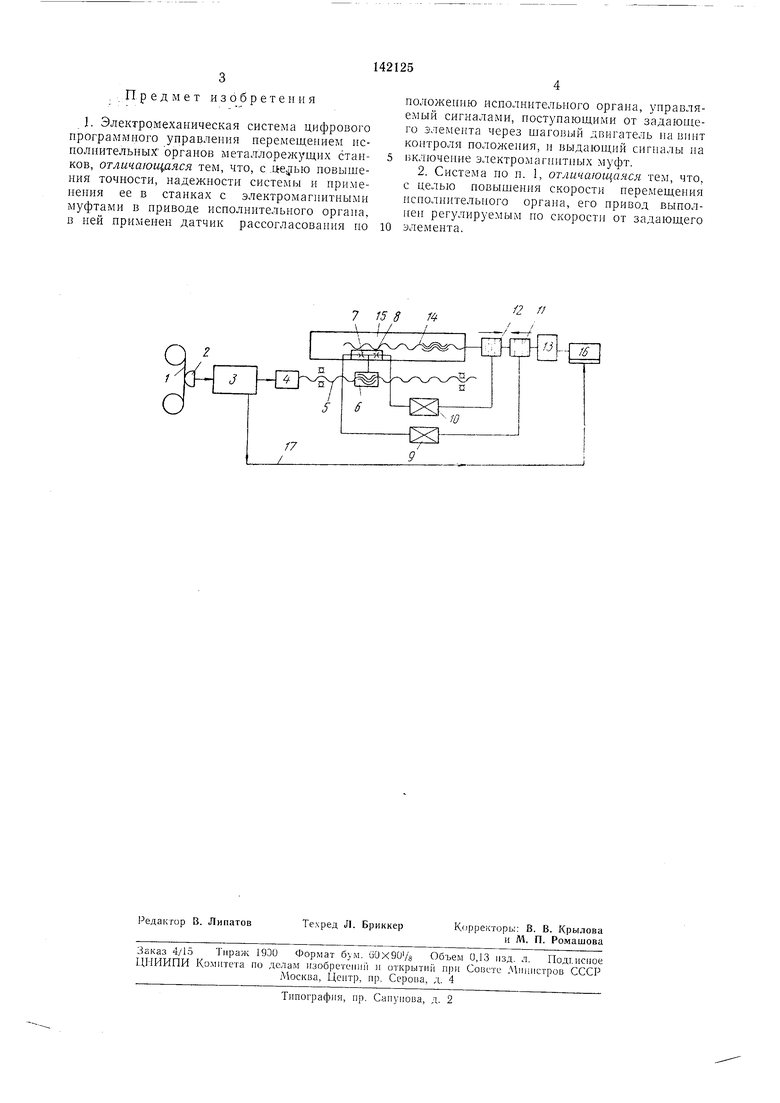
На чертеже нрнведеиа нринциниальиая схема предлагаемой электромеханической системы цифрового программного управления.
Шаговый двигатель начинает вращать випт 5 контроля положення, на гайке 6 которого установлен электроконтакт))ый датчпк рассогласования по положению с коптактамп 7 и 8. При неремещенн гайкн в ту или другую сторону замыкается один из контактов (7 нлн 8), расположенных на входах усилителей 9 и 0, управляющих включением электромагнитных муфт 11 и 12.
Электромагнитные муфты через коробку передач 13 подключают впнт 14 исполннтельного органа 15 металлорежундего станка к силовому электродвигателю 16, который перемещает исполннтельиый орган 15 до тех пор, иока одни из ранее замкнутых контактов 7 нли 8 не разомкиется, что будет соответствовать отработке программы, заданной носителем.
Как только контакт 7 или 8 замкнется, усилители 9 и 10 обесточатся и электромагнитlUDie муфты отсоединят винт 14 испоннтельного органа от силового электродвигателя 16.
Для повышения скорости перемещения исполнительного органа металлорежущего стайка силовой электрод)5игатель 16 по каналу 17 непосредствеиио соединен с блоком 3 управления. Благодаря этому достигается его регулирование по скорости от задающего элемента.
.Предмет изобретения
1. Электромеханическая система цифрового программного управления перемещением нсполнительпыХ органов металлорежущих станков, отличающаяся тем, что, с .це,ыо повышения точности, надежности системы и нримеиеиия ее в станках с электромагнитными муфтами в приводе исполнительного органа, в ней применен датчик рассогласования но
иоложеиию иснолнительиого органа, управляемый сигналами, поступающими от задающего элемента через щаговый двигатель на винт контроля положения, и выдаюн1,ий сигналы на включение электромагнитных муфт.
2. Система по п. 1, отличающаяся тем, что, с целью повышения скорости перемещения нспол)(ительиого органа, его привод выполнен регулируемым но скорости от задающего элемента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электромеханическая следящая система для копировальных станков | 1957 |
|
SU124277A1 |
| Установка для наложения протектора ленточкой | 1981 |
|
SU960045A2 |
| Устройство для ручного управления автоматической обработки криволинейных поверхностей в станках с электромагнитными муфтами | 1955 |
|
SU107631A1 |
| ТРАНСПОРТНОЕ СРЕДСТВО С ЭЛЕКТРОТЯГОЙ | 1992 |
|
RU2022824C1 |
| Стенд для испытания интеллектуальной системы адаптивного управления процессом резания на металлорежущих станках со шпиндельным узлом с активными магнитными подшипниками | 2015 |
|
RU2690625C2 |
| Устройство управления столом станка | 1989 |
|
SU1720836A1 |
| ГРУППОВОЙ ЭЛЕКТРОМЕХАНИЧЕСКИЙ ПЕРЕКЛЮЧАТЕЛЬ | 2006 |
|
RU2331131C1 |
| ИСПОЛНИТЕЛЬНЫЙ МЕХАНИЗМ СИСТЕМЫ УПРАВЛЕНИЯ | 2015 |
|
RU2601368C1 |
| Устройство для фиксации положения исполнительного органа станка | 1976 |
|
SU588532A1 |
| Гидравлическая система управления скорости подачи металлорежущего станка | 1978 |
|
SU742164A1 |