Известны электромеханические следящие системы для копировальных станков, у которых непрерывное изменение скорости в процессе обхода контура обрабатываемой детали осуществляется за счет изменения числа оборотов двигателя подач, который жестко связан с рабочим органом. Поэтому инерционность вращающихся масс двигателя непосредственно участвует в процессе копирования и отрицательно влияет на точность обрабатываемого контура. Кроме того, эти системы имеют больщое количество обратных связей, сложных по своей конструкции, у них низкая динамическая точность, не обеспечивается постоянство результирующей скорости подач.
В предлагаемом устройстве предусмотрена электромагнитная система с регулируемыми муфтами для автоматического управления и регулирования скоростей подач от одного датчика. Это обеспечивает постоянство результирующей скорости подачи, вектор которой стремится расположиться по касательной к профилю, а работа электроконтактной системы, особенно в местах резких переходов, обеспечивает малую инерционность привода. Кроме того, в предлагаемой системе для повыщения скорости и точности копирования фрикционные муфты и привод выполнены регулируемыми от одного датчика, команды от которого поступают одновременно на муфты и на регулятор скоростей привода, чем обеспечивается слежение за изменением профиля и поддерживается посгояплым вектор скорости результирующей подачи.
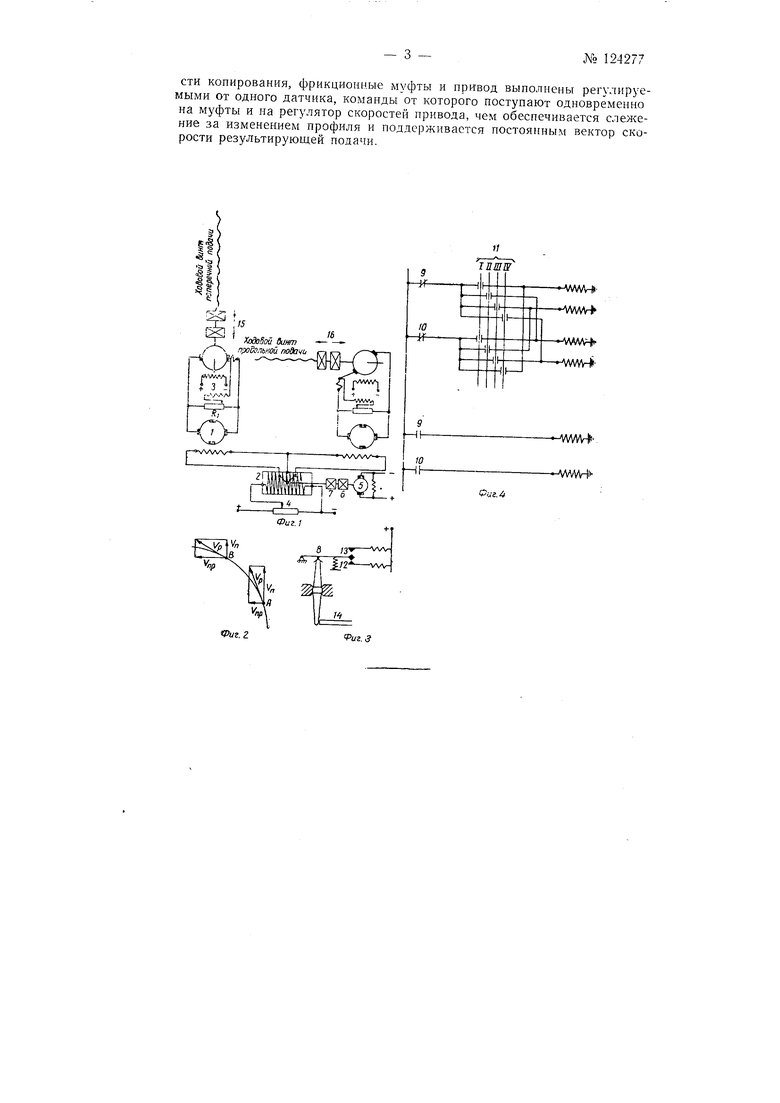
На фиг. 1 показана принципиальная электрическая схема предлагаемой системы; на фиг. 2 - расположение вектора результирующей подачи Vр, вектора продольной подачи У,,,, и вектора поперечной подачи Vп ; на фиг. 3 - схема командного аппарата; tia фиг. 4 - переключатели четвертей /, //, III и IV.
№ 124277 2 -
Электродвигатель продольной подачи питается от электромашинного усилителя. Обмотка возбуждения электродвигателя питается от сети постоянного тока. Управляющая обмотка электромашинного усилителя / подключена к синусно-косинусному потенциометру 2. С целью увеличения жесткости характеристики электродвигателя введена обратная связь по противоэлектродвижущейся силе, для чего обмотка 3 включена в мостовую схему. Схема управления поперечной подачей аналогична управлению продольной подачей. Синусно-косинусный потенциометр управляет таким образом, что скорость одного электродвигателя меняется по закону синуса, а другого - но закону косинуса, в результате чего вектор результирующей подачи остается постоянным но величине. Величина максимальной подачи зависит от величины напряжения, снимаемого с регулятора 4 максимальной подачи. Привод ползунка синусно-косинусного потенциометра 2 осуществляется от электродвигателя 5 постоянного тока через электромагнитные муфты 5 и 7. В качестве командного аппарата в системе использован электроконтактный датчик 8, команды от которого через реле 9 и 10 поступают на электромагнитные муфты подачи в зависимости от положения переключателя четверти 11. Управление муфтами подач и обход контура осуществляются аналогично известным электроконтактным системам. Управление муфтами 5 и 7 синусно-косинусного потенциометра 2 осуществляется также от реле 9 и 10. Муфты 6 и 7 включаются только при крайних положениях датчика, т. е. когда замкнут контакт 12 или 13. При среднем положении датчика (контакты 12 и 13 разомкнуты) муфты 5 и 7 отключены.
При обходе криволинейного участка профиля происходит отклонение копировального пальца 14 от копира, что вызывает включение реле 9 или 10, которые через соответствующие контакты подают команды на включение электромагнитных муфт подач (происходит работа электроконтактной системы). Одновременно команды от датчика поступают на одну из электромагнитных муфт 6 или 7. Включение муфты вызывает поворот ползунка синусно-косинусного потенциометра таким образом, что вектор Vр, результирующей подачи, устанавливается по касательной к профилю в данной точке А (фиг. 2), рычаг датчика занимает среднее положение, а контакты 12 и 13 размыкаются.
При переходе в точку В давление на копировальный палец ослабевает, контакт 12 закрывается и включается реле 9 (фиг. 1). Это вызывает отключение муфты поперечной подачи 15 (работа происходит в / четверти) и включение муфты 7 поворота ползунка потенциометра. Перемещение ползунка вызывает перераспределение скорости таким образом, что вектор V результирующей подачи снова оказывается касательным к профилю, а перемещение в продольном направлении (муфта 16 включена) вызывает размыкание контакта 12; тем самым рычаг датчика устанавливается в среднее положение и включается муфта 15. Таким образом система регулирования стремится установить рычаг датчика в среднее положение, при котором включены две муфты подачи, и вектор, результирующей скорости направлен касательно к профилю.
Работа системы была проверена в лабораторных условиях в ЭПИМС, для чего использовали копировально-фрезерный станок модели FU 0,8-s. Система обеспечила работу станка в копировальном режиме на скоростях подачи до 450 мм/мин с точностью обработки + 0,1 мм.
Предмет изобретения
Электромеханическая следящая система для копировальных станков, отличающаяся тем, что, с целью повышения скорости и точности копирования, фрикционные муфты и привод выполнены регулируемыми от одного датчика, команды от которого поступают одновременно на муфты и на регулятор скороетей привода, чем обеспечивается слежение за изменением профиля н поддерживается постоянным вектор скорости результирующей подачи.